一种多级环槽的加工方法及检验装置与流程
1.本发明涉及技术领域,尤其涉及一种多级环槽的加工方法及检验装置。
背景技术:
2.目前船用涡轮增压器作为柴油机配套部件,压端密封盖作为该机型产品的一个部件,其端面和内孔的迷宫式密封环槽起着不可或缺的作用。密封盖上环形密封齿与压气叶轮上环形密封齿之间形成节流空隙与膨胀空腔,被密封介质在通过曲折迷宫的间隙时产生节流效应而达到阻漏的目的,从而实现密封。
3.由于迷宫式密封无固相摩擦,不需要润滑,允许有热膨胀,适应高温、高压、高转速频率的场合,广泛用于增压器,汽轮机、压缩机等,相对于径向和轴向的密封环槽而言节省空间、更加紧凑,密封效果更好。
4.目前的迷宫式密封环槽是带有角度的环槽且槽宽很窄,槽壁很薄使用普通的轴向和径向加工环槽的方法难以实现对密封环槽加工,因槽宽过于狭窄一般量具无法实现测量。
技术实现要素:
5.本发明的目的在于提供一种多级环槽的加工方法及检验装置,旨在解决现有技术中压端密封盖的迷宫式密封环槽是带有角度的环槽且槽宽很窄,槽壁很薄使用普通的轴向和径向加工环槽的方法难以实现对密封环槽加工,因槽宽过于狭窄一般量具无法实现测量的技术问题。
6.为实现上述目的,本发明采用的一种多级环槽的加工方法,包括如下步骤,
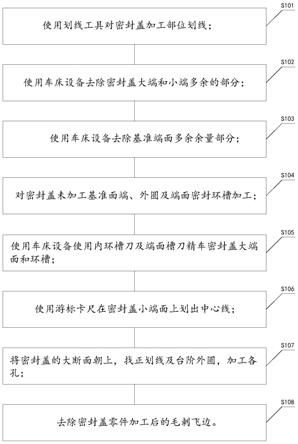
7.使用划线工具对密封盖加工部位划线;
8.使用车床设备去除密封盖大端和小端多余的部分;
9.使用车床设备去除基准端面多余余量部分;
10.对密封盖未加工基准面端、外圆及端面密封环槽加工;
11.使用车床设备使用内环槽刀及端面槽刀精车密封盖大端面和环槽;
12.使用游标卡尺在密封盖小端面上划出中心线;
13.将密封盖的大断面朝上,找正划线及台阶外圆,加工各孔。
14.其中,在“使用划线工具对密封盖加工部位划线”中,所述方法还包括,准备划线工具;
15.使用高度游标卡尺划出起始线;
16.使用高度游标卡尺划出端面线。
17.其中,在“使用车床设备去除密封盖大端和小端多余的部分”中,所述方法还包括,
18.准备所需刀具和量具;
19.使用机床上四爪对密封盖零件的大外圆进行夹持再使用带磁性杠杆千分表对零件端面进行校正;
20.使用车床设备,校正端面划线位置;
21.先粗车右端面距离划线位置3.5mm,再粗车内孔部分。
22.其中,在“使用车床设备去除基准端面多余余量部分”中,所述方法还包括,
23.准备所需刀具和量具;
24.对密封盖零件未加工端外圆进行装夹校正;
25.使用车床设备与密封盖零件端面靠平,校正已车内孔;
26.粗车内孔的小端面。
27.其中,在“对密封盖未加工基准面端、外圆及端面密封环槽加工”中,所述方法还包括,
28.准备所需刀具和量具;
29.对密封盖零件未加工端外圆进行装夹校正;
30.使用车床设备与密封盖零件端面靠平;
31.使用四爪夹持不加工端外圆,再使用带磁性杠杆千分表校正大外圆跳动,精车零件小端面。
32.其中,在“使用车床设备使用内环槽刀及端面槽刀精车密封盖大端面和环槽”中,所述方法还包括,
33.准备所需刀具和量具;
34.对密封盖零件进行装夹校正;
35.使用车床设备与密封盖零件靠平端面,找正大外圆跳动;
36.分别用内孔槽刀和端面槽刀精车大端面和环槽。
37.其中,在“将密封盖的大断面朝上,找正划线及台阶外圆,加工各孔”后,所述方法还包括,
38.去除密封盖零件加工后的毛刺飞边。
39.一种多级环槽的加工检验装置,采用所述多级环槽的加工方法。
40.本发明的一种多级环槽的加工方法及检验装置,包括如下步骤,使用划线工具对密封盖加工部位划线;使用车床设备去除密封盖大端和小端多余的部分;使用车床设备去除基准端面多余余量部分;对密封盖未加工基准面端、外圆及端面密封环槽加工;使用车床设备使用内环槽刀及端面槽刀精车密封盖大端面和环槽;使用游标卡尺在密封盖小端面上划出中心线;将密封盖的大断面朝上,找正划线及台阶外圆,加工各孔,通过粗车削去除多余余量;再精车小端为基准,最后采用一次性成型刀具加工大端和内孔的迷宫式密封环槽,再用量棒进行测量槽宽,减少变形保证了内孔尺寸公差要求及其相对于基准面的跳动要求和平行度要求。
附图说明
41.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
42.图1为密封盖的总加工图
43.图2为图1的c处放大图;
44.图3为图1的f处放大图;
45.图4为所需加工部位划线图;
46.图5为去除大端面及内孔多余余量粗加工图;
47.图6为去除基准端面多余余量粗加工图;
48.图7为精加工基准面端、外圆及端面密封环槽加工图;
49.图8为精加工大端端面的加工图;
50.图9为端面示意图;
51.图10为外圆加工图;
52.图11为精加工内孔上密封环槽图;
53.图12为图11的c处放大图;
54.图13为50工序精加工大端端面上密封槽刀图;
55.图14为50工序精加工内孔上密封槽刀图;
56.图15为大端面上密封槽测量棒图;
57.图16为内孔上密封槽测量棒图;
58.图17为多级环槽的加工方法的流程图;
59.图18为使用划线工具对密封盖加工部位划线的流程图;
60.图19为使用车床设备去除密封盖大端和小端多余的部分的流程图;
61.图20为使用车床设备去除基准端面多余余量部分的流程图;
62.图21为对密封盖未加工基准面端、外圆及端面密封环槽加工的流程图;
63.图22为使用车床设备使用内环槽刀及端面槽刀精车密封盖大端面和环槽的流程图。
具体实施方式
64.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
65.在本发明的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
66.请参阅图17至图22,本发明提供了一种多级环槽的加工方法,包括如下步骤,
67.s101:使用划线工具对密封盖加工部位划线;
68.s1011:准备划线工具;
69.s1012:使用高度游标卡尺划出起始线;
70.s1013:使用高度游标卡尺划出端面线;
71.在本实施方法,通过0.5小时准备需要的划线工具;再通过1个小时工时时间使用高度游标卡尺划出起始线端面线(如图1、图2、图3和图4)。
72.s102:使用车床设备去除密封盖大端和小端多余的部分;
73.s1021:准备所需刀具和量具;
74.s1022:使用机床上四爪对密封盖零件的大外圆进行夹持再使用带磁性杠杆千分表对零件端面进行校正;
75.s1023:使用车床设备,校正端面划线位置;
76.s1024:先粗车右端面距离划线位置3.5mm,再粗车内孔部分;
77.在本实施方法,通过1.5小时准备所需刀具、量具及对零件大外圆进行装夹校正;再通过3小时使用cw61100车床设备,校正端面划线位置,先粗车右端面距离划线位置3.5mm,再粗车其余部分(如图5),使用机床上四爪对密封盖零件的大外圆进行夹持再使用带磁性杠杆千分表对零件端面进行校正,杠杆千分表带磁性底座置于机床上,表针置于零件需要校正部位,低速转动车床卡盘观察千分表表针摆动幅度在
±
0.3则为校正合格,超过
±
0.3则需要再用铜棒轻轻敲击零件最外侧使其端面跳动均匀;使用车床上已装好的车刀轻轻触碰零件起始加工面记下此时车床上x轴参数,再根据图纸上需要划线的某一个数值移动刀架使车刀向卡盘方向前进这个数值的距离,此时观察刀尖与零件上已有划线最近的一条比较若相互重合误差不大于
±
0.3则划线位置正确。
78.s103:使用车床设备去除基准端面多余余量部分;
79.s1031:准备所需刀具和量具;
80.s1032:对密封盖零件未加工端外圆进行装夹校正;
81.s1033:使用车床设备与密封盖零件端面靠平,校正已车内孔;
82.s1034:粗车内孔的小端面;
83.在本实施方法,使用车床上四爪夹持零件不加工端,再使用带磁性杠杆千分表对零件大外圆进行跳动检测,表针置于大外圆上低速转动卡盘观察千分表指针摆动在0.08范围内则为校正合格,通过1.5小时准备所需刀具、量具及对零件未加工端外圆进行装夹校正;再通过3小时使用cw61100车床设备,端面靠平,校正已车内孔后进行粗车小端面(如图6)。
84.s104:对密封盖未加工基准面端、外圆及端面密封环槽加工;
85.s1041:准备所需刀具和量具;
86.s1042:对密封盖零件未加工端外圆进行装夹校正;
87.s1043:使用车床设备与密封盖零件端面靠平;
88.s1044:使用四爪夹持不加工端外圆,再使用带磁性杠杆千分表校正大外圆跳动,精车零件小端面;
89.在本实施方法,通过2.5小时准备所需刀具、量具及对零件未加工端外圆进行装夹校正;再通过4小时使用vl-10dc设备,端面靠平,四爪夹持校正大外圆精车小端面(如图7)。
90.s105:使用车床设备使用内环槽刀及端面槽刀精车密封盖大端面和环槽;
91.s1051:准备所需刀具和量具;
92.s1052:对密封盖零件进行装夹校正;
93.s1053:使用车床设备与密封盖零件靠平端面,找正大外圆跳动;
94.s1054:分别用内孔槽刀和端面槽刀精车大端面和环槽;
95.在本实施方法,四爪夹持大外圆夹持长度15,再使用带磁性杠杆千分表对未夹持
部分大外圆进行跳动检测,跳动范围在0.03内合格,若超出0.03则重新装夹零件调整,通过2.5小时准备所需刀具、量具及对零件进行装夹校正;再通过4小时使用vl-10dc设备,靠平端面,找正大外圆跳动,分别用内孔槽刀及端面槽刀精车大端面和环槽(如图8、图9、图10、图11、图12、图13、图14、图15和图16)。
96.s106:使用游标卡尺在密封盖小端面上划出中心线;
97.在本实施方法,通过0.5小时准备需要的划线工具再通过0.75小时在小端面朝上使用高度游标卡尺划出中心线。
98.s107:将密封盖的大断面朝上,找正划线及台阶外圆,加工各孔;
99.在本实施方法,通过2.5小时准备钻削工具;再通过1.5小时使用vmc21100数钻设备,大端面朝上,找正划线及台阶外圆,加工各孔。
100.s108:去除密封盖零件加工后的毛刺飞边。
101.在本实施方式中,通过0.5小时准备钳工工具;再通过1小时去除加工完的所有毛刺飞边。
102.一种多级环槽的加工检验装置,采用所述多级环槽的加工方法。
103.在本实施方式中,首先安排划线,为粗车做准备,然后进行粗车去除大端和小端多余的余量,接着精车小端基准端,靠平已车基准端,使用自主设计的密封环槽刀具对迷宫式密封环槽进行成型加工使用自主设计的量具测量槽宽来实现精车加工,在小端面划线引至大端面为数钻做准备,大端面朝上,找正划线及台阶外圆按左边视图钻、攻出大端面上所有螺孔及通孔并扩孔至要求,最后安排回攻螺孔倒角、刻字及去毛刺。
104.由于采用了上述技术方案,本发明有如下有益效果:
105.控制了零件加工变形:合理安排工艺路线,粗车削去除多余余量;再精车小端为基准,最后采用根据零件上迷宫式密封环槽形状设计出的一次性成型刀具加工大端和内孔的迷宫式密封环槽再用自主设计的量棒进行测量槽宽,减少变形保证了内孔尺寸公差要求及其相对于基准面的跳动要求和平行度要求。
106.以上所揭露的仅为本发明一种较佳实施例而已,当然不能以此来限定本发明之权利范围,本领域普通技术人员可以理解实现上述实施例的全部或部分流程,并依本发明权利要求所作的等同变化,仍属于发明所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1