一种钳口式冷轧卷筒的制作方法
1.本发明属于冷轧带钢生产线上的设备,尤其涉及一种钳口式的冷轧卷筒。
背景技术:
2.冷轧卷取机是冷轧带钢生产线上的关键设备,其作用是将冷轧出来的钢带卷成筒形,以便后期进行存放、运输。卷筒作为卷取机的关键部件,其直接影响卷取机的使用寿命和带钢的卷取质量。其中,带有钳口的冷轧卷取机卷筒的工作原理是在卷取过程中使用钳口夹住带头以便于卷取带钢。目前常用钳口卷筒的钳口装置有两种:一种是多液压缸结构,多个自制小油缸通油后推动移动钳口向上运动夹紧钢带头,停止通油后通过弹簧的回复力让移动钳口向下运动松开钢带头;其缺点是:1、会增加钳口扇形板上的漏油点,增加维护时间;2、由于各个小油缸轴向分布,一个油口进油后通向各个油缸的油量和时间不一致,导致移动钳口各处夹紧力不一致,增加了卷取钢带的困难程度;另一种是采用机械式钳口结构,专利cn201950091 u公开了一种带钢卷筒钳口装置,该结构是将卷筒的拉杆加长后安装一个异形的弹簧座,弹簧座的内部安装有若干个碟簧,弹簧座上的凸起与钳口装置连接,当拉杆移动时,弹簧座就会带动钳口装置实现夹紧带头的作用;其缺点是:1、弹簧座形状不规则使加工困难2、弹簧座体积较大需要在主轴上设置较大的安放空间,影响主轴的使用强度;3、需要使用拉杆来为钳口装置提供动力,当钳口装置出现卡滞或故障时,不仅影响卷筒的涨径到所需要的外径,还会造成拉杆的损坏。
技术实现要素:
3.本发明所要解决的问题是提供一种钳口式冷轧卷筒,其不仅结构简单而且拉丝机构稳定可靠,保证了带钢的卷取质量,延长了卷取机的使用寿命。同时,它也克服了现有多液压缸结构的增加钳口扇形板上的漏油点,增加维护时间、卷取钢带困难等缺点。
4.本发明一种钳口式冷轧卷筒,它包括空心主轴、三块扇形板、一块钳口扇形板、拉杆、四块斜楔、延伸轴、连接体、联轴器、涨缩液压缸、径向钳口、轴向钳口、十字块、齿形钳口条,它还包括弹簧组件、钳口拉丝机构;径向钳口、轴向钳口、弹簧组件均安装在钳口扇形板的钳口槽内;弹簧组件的两端分别与轴向钳口、钳口扇形板连接,钳口拉丝机构的两端分别与轴向钳口、联轴器连接。
5.进一步地,钳口拉丝机构也可以与涨缩液压缸的连接;钳口拉丝机构也可与设计成独立的液压缸等能提供位移的设备相连。
6.进一步地,弹簧组件包括左弹簧座、右弹簧座、压缩弹簧;左右弹簧座分别固定在轴向钳口、钳口扇形板上;压缩弹簧套在弹簧座上,其两端与弹簧座的台阶面、钳口扇形板钳口槽的端面接触。
7.进一步地,左弹簧座、右弹簧座两者之中一个为凸弹簧座、一个为凹弹簧座,凸弹簧座的导杆与凹弹簧座的内孔间隙配合。
8.进一步地,左弹簧座为凸弹簧座、其固定在轴向钳口的端面上,右弹簧座为凹弹簧
座、其固定在钳口扇形板钳口槽的端面上,凸弹簧座的导杆可以沿着凹弹簧座的内孔左右移动。
9.进一步地,钳口拉丝机构包括钢丝绳、两个卡扣;两个卡扣固定在钢丝绳的两端,其中一个卡扣固定在轴向钳口的端面上,另一个卡扣固定在联轴器上;钢丝绳从轴向钳口的左端穿过弹簧组件、钳口扇形板、钳口扇形板与空心主轴之间的间隙、空心主轴、连接体后与联轴器连接。
10.进一步地,钳口拉丝机构还包括套管ⅰ、套管ⅱ、支架;钢丝绳位于钳口扇形板与空心主轴之间间隙的部分设置有套管ⅰ,套管ⅰ一端的固定接头安装在钳口扇形板上,另一端的固定接头安装在空心主轴上;钢丝绳位于空心主轴与联轴器间隙的部分设置套管ⅱ,套管ⅱ一端的固定接头安装在空心主轴上,另一端的固定接头安装在支架上,支架固定在连接体上。
11.进一步地,钳口扇形板的钳口槽内设有一个轴向导向槽,轴向钳口上的凸起伸入到轴向导向槽内;轴向钳口的长度方向上设置有若干个腰型孔,并通过螺栓固定在钳口扇形板上,腰型孔的长度要大于轴向钳口的轴向位移量;径向钳口与轴向钳口之间采用倾斜滑槽配合;径向钳口的两端有固定挡块;齿形钳口条设置在径向钳口上。
12.进一步地,四块斜楔放置在空心主轴的四方槽内,每块斜楔均通过斜面分别与三块扇形板、钳口扇形板接触,且斜楔上的勾头与扇形板上的沟槽配合;涨缩液压缸通过连接体与空心主轴连接;拉杆置于空心主轴的中心孔内,其一端通过联轴器与涨缩液压缸的活塞杆连接,另一端通过十字块分别与四块斜楔相连;延伸轴固定安装在空心主轴的另一端。
13.本发明一种钳口式冷轧卷筒的优点是:一、通过弹簧组件、钳口拉丝机构等组成机械式钳口实现了对带钢的卷取:当带钢的带头插入钳口后,涨缩液压缸通过联轴器拉动拉杆向右移动,十字块带动四个斜楔一起向右移动,斜楔通过斜面推动扇形板径向扩张,实现卷筒涨径;同时,涨缩液压缸通过钢丝绳拉动轴向钳口向右移动,在倾斜滑槽的作用下,径向钳口做径向运动收缩钳口,齿形钳口条压紧带钢头部,卷筒旋转使带钢绕在扇形板的外圆开始卷取;卷取结束后,涨缩液压缸向左移动,带动拉杆、十字块及斜楔一起左移,扇形板在斜楔的斜面勾头作用下径向收缩,实现卷筒缩径;同时,钢丝绳被松开,轴向钳口在压缩弹簧弹力的作用下向左移动,在倾斜滑槽的作用下,径向钳口做径向运动扩张钳口,齿形钳口条松开带钢头部,将钢带从卷筒上取下;二、弹簧组件、钳口拉丝机构结构简单、稳定可靠、安装方便,保证了带钢的卷取质量,不会降低主轴的使用强度,也不会造成拉杆的损坏,延长了卷取机的使用寿命;三、克服了现有多液压缸结构的增加钳口扇形板上的漏油点,增加维护时间、卷取钢带困难等缺点。
14.总之,本发明一种钳口式冷轧卷筒保证了卷筒的强度,同时减少零件降低制造成本,降低了故障率,检修方便,保证了生产效率。
附图说明
15.下面结合附图和实施例对本发明进一步说明:
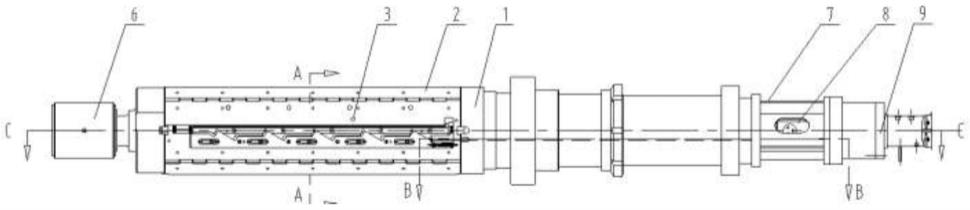
16.图1是本发明一种钳口式冷轧卷筒的结构示意图一(卷筒缩径、钳口松开状态);
17.图2是本发明一种钳口式冷轧卷筒的结构示意图二(卷筒涨径、钳口夹紧状态;)
18.图3是沿图1中a-a线的剖视图;
19.图4是沿图1中b-b线的剖视图;
20.图5是沿图1中c-c线的剖视图;
21.图6是沿图5中d-d线的剖视图;
22.图7是钳口拉丝机构的示意图。
具体实施方式
23.实施例1
24.从图1、图2、图3、图4、图5、图6可知,本发明一种钳口式冷轧卷筒,它包括空心主轴1、三块扇形板2、一块钳口扇形板3、拉杆4、四块斜楔5、延伸轴6、连接体7、联轴器8、涨缩液压缸9、径向钳口10、轴向钳口11、十字块14、齿形钳口条15,它还包括弹簧组件12、钳口拉丝机构13,径向钳口10、轴向钳口11、弹簧组件12均安装在钳口扇形板3的钳口槽内;弹簧组件12的两端分别与轴向钳口11、钳口扇形板3连接,钳口拉丝机构13的两端分别与轴向钳口11、联轴器8连接。
25.其中,钳口拉丝机构13与联轴器8的连接也可以改成钳口拉丝机构13与涨缩液压缸9的连接;当然,钳口拉丝机构13也可与设计成独立的液压缸等能提供位移的设备相连。
26.其中,四块斜楔5放置在空心主轴1的四方槽内,每块斜楔5均通过斜面分别与三块扇形板2、钳口扇形板3接触,且斜楔5上的勾头与扇形板上的沟槽配合;涨缩液压缸9通过连接体7与空心主轴1连接;拉杆4置于空心主轴1的中心孔内,其一端通过联轴器8与涨缩液压缸9的活塞杆连接,另一端通过十字块14分别与四块斜楔5相连;延伸轴6固定安装在空心主轴1的另一端。
27.本发明一种钳口式冷轧卷筒中:钳口拉丝机构13的作用是:联轴器8或者涨缩液压缸9右移时,钳口拉丝机构13被拉紧使轴向钳口11向右移动,使径向钳口10做径向收缩,从而压紧带钢头部以实现卷取,此时弹簧组件12为压缩状态;弹簧组件12的作用是:当联轴器8或者涨缩液压缸9左移时,在弹簧组件12弹力的作用下使轴向钳口11向左移动,使径向钳口10做径向扩张,从而松开带钢头部将钢带取下,此时钳口拉丝机构13为松开状态。
28.实施例2
29.从图2、图4可知,本发明一种钳口式冷轧卷筒:弹簧组件12包括左弹簧座12-1、右弹簧座12-2、压缩弹簧12-3;左右弹簧座分别固定在轴向钳口11、钳口扇形板3上;压缩弹簧12-3套在弹簧座上,其两端与弹簧座的台阶面、钳口扇形板3钳口槽的端面接触。
30.卷取开始时,右移的涨缩液压缸9通过钳口拉丝机构13拉动轴向钳口11向右移动,使径向钳口10做径向运动收缩钳口,压紧带钢头部,同时,轴向钳口11带动左弹簧座12-1右移将压缩弹簧12-3压缩;当卷取结束后,涨缩液压缸9向左移动使钳口拉丝机构13松开,轴向钳口11在压缩弹簧12-3的弹力作用下向左移动,使径向钳口10做径向运动扩张钳口,松开带钢头部。
31.实施例3
32.从图2、图4可知,本发明一种钳口式冷轧卷筒:左弹簧座12-1、右弹簧座12-2两者之中一个为凸弹簧座、一个为凹弹簧座,凸弹簧座的导杆与凹弹簧座的内孔间隙配合。
33.凸弹簧座的导杆插入凹弹簧座的内孔,使得压缩弹簧12-3压缩和复位时只能做轴向运动,保证了轴向钳口11的轴向运动。
34.实施例4
35.从图2、图4可知,本发明一种钳口式冷轧卷筒:左弹簧座12-1为凸弹簧座、其固定在轴向钳口11的端面上,右弹簧座12-2为凹弹簧座、其固定在钳口扇形板3钳口槽的端面上,凸弹簧座的导杆可以沿着凹弹簧座的内孔左右移动。
36.由于钳口拉丝机构13的左端固定在轴向钳口11的端面上,左弹簧座12-1也固定在轴向钳口11的端面上,因此当拉紧钳口拉丝机构13时,会带动左弹簧座12-1向右运动压紧压缩弹簧12-3,由于凸弹簧座相对于凹弹簧座体积较小、移动更加方便,因此做为一种优选方式,左弹簧座12-1为凸弹簧座、右弹簧座12-2为凹弹簧座,这样凸弹簧座的导杆可以沿着凹弹簧座的内孔左右轴向移动。
37.实施例5
38.从图2、图4、图7可知,本发明一种钳口式冷轧卷筒:钳口拉丝机构13包括钢丝绳13-1、两个卡扣13-2;两个卡扣13-2固定在钢丝绳13-1的两端,其中一个卡扣固定在轴向钳口11的端面上,另一个卡扣固定在联轴器8上;钢丝绳13-1从轴向钳口11的左端穿过弹簧组件12、钳口扇形板3、钳口扇形板3与空心主轴1之间的间隙、空心主轴1、连接体7后与联轴器8连接。
39.其中,钢丝绳13-2的长度需根据实际轴向钳口的位置进行调整。
40.当涨缩液压缸9带动联轴器8右移时,钢丝绳13-2被拉伸,从而带动轴向钳口11向右运动,使径向钳口10向下运动从而闭合钳口进而压紧带钢的头部,以实现卷取;当涨缩液压缸9带动联轴器8左移时,钢丝绳13-2被松开,轴向钳口11在压缩弹簧12-3的弹力作用下向左移动,使径向钳口10向上运动从而扩张钳口进而松开带钢的头部。
41.实施例6
42.从图2、图4、图7可知,本发明一种钳口式冷轧卷筒:钳口拉丝机构13还包括套管ⅰ13-3、套管ⅱ13-4、支架13-5;钢丝绳13-2位于钳口扇形板3与空心主轴1之间间隙的部分设置有套管ⅰ13-3,套管ⅰ13-3一端的固定接头安装在钳口扇形板3上,另一端的固定接头安装在空心主轴1上;钢丝绳13-2位于空心主轴1与联轴器8间隙的部分设置套管ⅱ13-4,套管ⅱ13-4一端的固定接头安装在空心主轴1上,另一端的固定接头安装在支架13-5上,支架13-5固定在连接体7上。
43.由于整个钳口拉丝机构13不是处在一条直线上,为保证钳口拉丝机构能正常工作,其两端需要使用套管过渡。空心主轴1在靠近钳口扇形板3处的位置设置有缺口,便于套管ⅰ13-3的安装且为套管留有活动空间。连接体7与联轴器8之间存在有间隙,便于套管ⅱ13-4的安装且为套管留有活动空间。
44.实施例7
45.从图1、图2、图3、图4、图5、图6、图7可知,本发明一种钳口式冷轧卷筒:钳口扇形板3的钳口槽内设有一个轴向导向槽3-1,轴向钳口11上的凸起伸入到轴向导向槽内;轴向钳口11的长度方向上设置有若干个腰型孔,并通过螺栓固定在钳口扇形板3上,腰型孔的长度要大于轴向钳口11的轴向位移量;径向钳口10与轴向钳口11之间采用倾斜滑槽16配合;径向钳口10的两端有固定挡块17;齿形钳口条15设置在径向钳口10上。
46.轴向钳口11与钳口扇形板3的轴向导向槽连接,保证了轴向钳口11只能轴向运动;轴向钳口11长度方向上的腰型孔,保证了轴向钳口11左右运动时的稳定性;轴向钳口11长
度方向上的腰型孔的长度保证了其位移;轴向钳口11与径向钳口10之间的斜滑滑槽16,使径向钳口10径向收缩钳口或者径向扩张钳口;径向钳口10两端的固定挡块17,使径向钳口10只能径向运动。
47.本发明一种钳口式冷轧卷筒的工作原理是:一、当带钢的带头插入钳口后,涨缩液压缸9通过联轴器8拉动拉杆4向右移动,十字块14带动四个斜楔5一起向右移动,斜楔5通过斜面推动扇形板径向扩张,实现卷筒涨径;同时,涨缩液压缸9通过钢丝绳13-2拉动轴向钳口11向右移动,在倾斜滑槽的作用下,径向钳口10做径向运动收缩钳口,齿形钳口条15压紧带钢头部,卷筒旋转使带钢绕在扇形板的外圆开始卷取;二、卷取结束后,涨缩液压缸9向左移动,带动拉杆4、十字块14及斜楔5一起左移,扇形板在斜楔5的斜面勾头作用下径向收缩,实现卷筒缩径;同时,钢丝绳13-2被松开,轴向钳口11在压缩弹簧12-3弹力的作用下向左移动,在倾斜滑槽的作用下,径向钳口10做径向运动扩张钳口,齿形钳口条15松开带钢头部,将钢带从卷筒上取下。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1