一种手持式快速切割航空导管的工具及方法
:
1.本发明属于导管切割技术领域,具体涉及一种手持式快速切割航空导管的工具及方法。
背景技术:
2.航空导管主要用于飞机的液压、燃油、滑油、环控等系统,起到传送介质和输送动力两种作用,是影响飞机安全性和可靠性的重要部件。在导管维修时或者确定导管长度后,使用锯进行切割时需要固定导管,导致导管在夹持部位发生变形,切割后的端面毛刺多,不光滑,需要进行打磨、去毛刺,同时,切割时产生的噪音很大,给维修人员带来不适,严重影响工作效率,时常因为导管内有金属屑的存留而造成整体的质量问题。
技术实现要素:
3.本发明的目的是克服上述现有技术存在的不足,提供一种手持式快速切割航空导管的工具及方法。
4.为实现上述目的,本发明采用以下技术方案:
5.一种手持式快速切割航空导管的工具,包括切割组件和棘轮转动组件,所述的切割组件与棘轮转动组件通过装夹片连接固定,具体的:
6.所述的棘轮转动组件包括握把和棘轮机构,所述的握把包括手持端和圆形端,所述的棘轮机构包括棘爪和棘轮,所述的棘爪分布于圆形端内表面,设置个为若干个;所述的棘轮通过装夹片固定在圆形端内表面,与棘爪配合形成棘轮机构;
7.所述的切割组件为切割直径可调切割组件,包括切割刀,连杆,螺杆和辅助轮,所述的连杆包括连杆m和连杆n,通过转动螺杆调节切割刀位置,以适用于不同的导管直径。
8.所述的握把的圆形端和装夹片均为开口圆形状,以便于装夹待切割航空导管,进行导管切割。
9.所述的棘爪内包括弹簧,所述的棘爪通过螺钉与圆形端连接,相邻棘爪之间的夹角为90
°
。
10.所述的装夹片包括装夹片a、装夹片b和装夹片c。
11.所述的棘轮通过装夹片a和装夹片b固定在握把圆形端内;所述的切割组件通过装夹片b和装夹片c与棘轮机构连接。
12.所述的辅助轮包括辅助轮e和辅助轮f,所述辅助轮e包括辅助轮e转轴,所述的辅助轮f包括辅助轮f转轴;所述的辅助轮固定设置于装夹片上。
13.所述的连杆n包括旋转中心,所述的连杆n一端固定切割刀,另一端与连杆m转动连接,所述的连杆m另一端与螺杆连接,所述的螺杆穿过辅助轮f转轴。
14.所述的切割刀通过螺栓固定于连接杆n一端。
15.所述的连杆n的旋转中心固定于装夹片b与装夹片c上。
16.所述的辅助轮e通过螺栓固定于装夹片b与装夹片c上。
17.所述的辅助轮f转轴两端固定在装夹片b和装夹片c中对应的孔位,辅助轮f绕转轴旋转。
18.所述的装夹片a上设有两个孔位,用于固定棘轮,装夹片b上设有六个孔位,装夹片c上设有四个孔位;其中:
19.装夹片b中的两个孔位与装夹片a上设有的两个孔位对应设置,用于与装夹片a配合使用,以固定棘轮;
20.装夹片b上的另外四个孔位与装夹片c的四个孔位对应设置,以配合使用,固定切割组件,具体分别用于连杆n的旋转中心、辅助轮e转轴、辅助轮f转轴的固定,以及装夹片b与装夹片c的固定。
21.装夹片的装夹顺序为:装夹片a、棘轮、装夹片b、切割组件和装夹片c;装夹片之间通过内六角螺栓固定。
22.所述的螺杆与辅助轮f转轴通过螺纹连接,螺杆尾端能够在连杆m内自由转动。
23.所述的螺杆与内六角扳手配合使用。
24.通过转动螺杆以调节切割刀的位置,从而适用于不同的待切割导管直径。
25.所述的切割组件适用于切割直径为4-20mm的航空导管,所述的航空导管材料为钛合金,铝合金或不锈钢。
26.一种手持式快速切割航空导管的方法,采用上述工具,步骤为:
27.步骤一:手持切割工具,螺杆朝向工作人员,将切割工具伸入待切割航空导管,将航空导管装配到辅助轮e和辅助轮f上,旋紧螺杆,当切割刀接触到航空导管表面时停止;
28.步骤二:握把手持端进行正反向重复旋转,以带动切割刀进行导管切割;
29.步骤三:重复步骤一的螺杆旋紧与步骤二的正反向重复旋转操作,完成切割。
30.所述的步骤二中,根据操作空间大小,选择性对手持端单向旋转距离进行控制。
31.本发明的有益效果:
32.本发明的手持式快速切割航空导管的工具使用便捷,能够适应不同的导管直径,可直接在检修现场使用;逐次旋转螺杆可以避免导管因夹持所发生的变形,切割后的端面也更平整,毛刺较少;棘轮机构与切割组件相连接,能够避免在狭小空间无法转动握把所导致的工作低效。
附图说明:
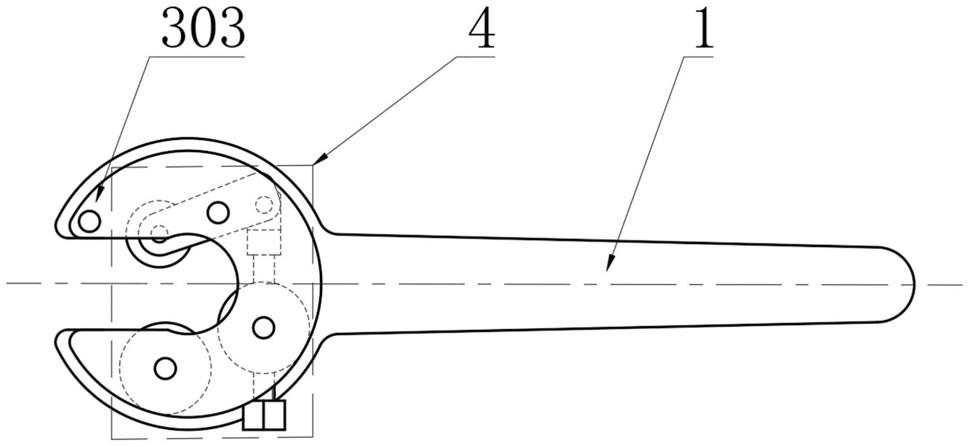
33.图1为本发明实施例的手持式快速切割航空导管的工具整体结构示意图;
34.图2为本发明实施例的棘轮转动组件结构示意图;
35.图3为本发明实施例的装夹片结构示意图,其中3(a)为装夹片a,3(b)为装夹片b,3(c)为装夹片c;
36.图4为本发明实施例的切割组件结构示意图;
37.图5为本发明实施例的未安装装夹片c的手持式快速切割航空导管的结构示意图;其中;
38.1、握把;101、手持端;102、圆形端;2、棘轮机构;201、棘轮;202、棘爪;203、螺钉;204、弹簧;301、装夹片a;302、装夹片b;303、装夹片c;4、切割组件;401、辅助轮e;402、螺杆;403、辅助轮f转轴;404、辅助轮f;405、切割刀;406、连杆m;407、连杆n。
具体实施方式:
39.下面结合实施例对本发明作进一步的详细说明。
40.下面结合附图和实施例对本发明的具体实施方式做进一步详细描述。显然,所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
41.实施例1
42.本发明提供了一种手持式快速切割航空导管的工具,整体结构示意图如图1所示,包括切割组件4和棘轮转动组件,所述的切割组件4与棘轮转动组件通过装夹片连接固定,棘轮转动组件结构示意图如图2所示,装夹片结构示意图如图3所示,其中,3(a)为装夹片a,3(b)为装夹片b,3(c)为装夹片c,切割组件结构示意图如图4所示,未安装装夹片c的手持式快速切割航空导管的结构示意图如图5所示,具体的:
43.所述的棘轮转动组件包括握把1和棘轮机构2,所述的握把1包括手持端101和圆形端102,所述的棘轮机构2包括棘爪202和棘轮201,所述的棘爪202分布于圆形端102内表面,设置个为若干个;所述的棘轮201通过装夹片固定在圆形端102内表面,与棘爪202配合形成棘轮机构2;
44.所述的切割组件4为切割直径可调切割组件,包括切割刀405,连杆,螺杆402和辅助轮,所述的连杆包括连杆m406和连杆n407,通过转动螺杆402调节切割刀405位置,以适用于不同的导管直径。
45.所述的握把1的圆形端102和装夹片均为开口圆形状,以便于装夹待切割航空导管,进行导管切割。
46.所述的棘爪202内包括弹簧204,所述的棘爪202通过螺钉203与圆形端102连接,相邻棘爪202之间的夹角为90
°
。
47.所述的装夹片包括装夹片a301、装夹片b302和装夹片c303。
48.所述的棘轮201通过装夹片a301和装夹片b302固定在握把圆形端102内;所述的切割组件4通过装夹片b302和装夹片c303与棘轮机构2连接。
49.所述的辅助轮包括辅助轮e401和辅助轮f404,所述辅助轮e401包括辅助轮e转轴,所述的辅助轮f404包括辅助轮f转轴403;所述的辅助轮固定设置于装夹片上。
50.所述的连杆n407包括旋转中心,所述的连杆n一端固定切割刀405,另一端与连杆m406转动连接,所述的连杆m406另一端与螺杆402连接,所述的螺杆402穿过辅助轮f转轴403。
51.所述的切割刀403通过螺栓固定于连接杆n407一端。
52.所述的连杆n407的旋转中心固定于装夹片b302与装夹片c303上。
53.所述的辅助轮e401通过螺栓固定于装夹片b302与装夹片c303上。
54.所述的辅助轮f转轴403两端固定在装夹片b302和装夹片c303中对应的孔位,辅助轮f404绕转轴旋转。
55.所述的装夹片a301上设有两个孔位,用于固定棘轮201,装夹片b302上设有六个孔位,装夹片c303上设有四个孔位;其中:
56.装夹片b302中的两个孔位与装夹片a301上设有的两个孔位对应设置,用于与装夹
片a301配合使用,以固定棘轮201;
57.装夹片b302上的另外四个孔位与装夹片c303的四个孔位对应设置,以配合使用,固定切割组件4,具体分别用于连杆n407的旋转中心、辅助轮e转轴、辅助轮f转轴403的固定,以及装夹片b302与装夹片c303的固定。
58.装夹片的装夹顺序为:装夹片a301、棘轮201、装夹片b302、切割组件4和装夹片c303;装夹片之间通过内六角螺栓固定。
59.所述的螺杆402与辅助轮f转轴403通过螺纹连接,螺杆402尾端能够在连杆m406内自由转动。
60.所述的螺杆402与内六角扳手配合使用。
61.通过转动螺杆402以调节切割刀405的位置,从而适用于不同的待切割导管直径。
62.所述的切割组件4适用于切割直径为4-20mm的航空导管,所述的航空导管材料为钛合金,铝合金或不锈钢。
63.一种手持式快速切割航空导管的方法,采用上述工具,步骤为:
64.步骤一:手持切割工具,螺杆402朝向工作人员,将切割工具伸入待切割航空导管,将航空导管装配到辅助轮e401和辅助轮f404上,旋紧螺杆402,当切割刀405接触到航空导管表面时停止;
65.步骤二:握把手持端101进行正反向重复旋转,以带动切割刀405进行导管切割;
66.步骤三:重复步骤一的螺杆402旋紧与步骤二的正反向重复旋转操作,完成切割。
67.所述的步骤二中,根据操作空间大小,选择性对手持端101单向旋转距离进行控制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1