一种多用激光切割柔性流水生产系统及其卷料开平制管机的制作方法
1.本发明涉及激光切割技术领域,尤其涉及一种多用激光切割柔性流水生产系统及其卷料开平制管机。
背景技术:
2.开平机,是一种对金属板材进行开卷校平剪切等一系列加工操作的机械,主要用于对激光切割的产品进行压平而得到平整的板材,以便后续激光切割工作的顺利进行。
3.例如,专利cn206588173u,公开了一种板材开平机,包括平台和支撑脚,所述平台上设有压平组件,所述平台的下方设有卷筒安装座,所述卷筒安装座设于滑轨座上,且卷筒安装座的底部设有轮子,该轮子置于滑轨座上的滑轨中,所述滑轨座从平台的侧部延伸出;所述压平组件的进口与卷筒安装座之间设有弧形过渡件。本发明提供了一种板材开平机,结构紧凑,占地空间小,且卷筒的装卸方便;同时将压平组件与剪切组件组合在一起,效率高。
4.但是,在进行激光切割加工的时候也经常会使用到管状材料,而普通的开平机缺乏制管机构,只能进行开平工作,无法制作管状材料,在一条完成的激光切割加工生产线上,则需要将开平机更换为制管机,需要频繁的对生产线上的各设备进行定位安装,浪费了大量的安装时间,降低了生产效率。
技术实现要素:
5.有鉴于此,有必要提供一种卷料开平制管机,解决现有技术中的开平机缺乏制管机构的技术问题。
6.为达到上述技术目的,本发明的技术方案提供一种卷料开平制管机,其包括:
7.支撑机构,包括板材成型底座和管材成型底座,所述板材成型底座和所述管材成型底座并列设置并形成有板材成型区域和管材成型区域;
8.开平机构,包括推进滚轮、调直滚轮、压平滚轮及齿轮组和驱动端,所述推进滚轮、所述调直滚轮和所述压平滚轮的两端通过齿轮组依次连接且铺设于所述板材成型区域及所述管材成型区域的前半段,所述驱动端连接于所述齿轮组,用于驱使所述齿轮组转动并完成卷料的开平;
9.制管机构,包括导向挡板、管材成型滚轮组件、管材成型端、管材推动滚轮和激光焊接端,所述导向挡板设置于所述管材成型区域且位于所述压平滚轮尾端,所述管材成型滚轮组件、所述管材成型端、所述管材推动滚轮和所述激光焊接端依次设置于所述管材成型区域后半段并位于所述导向挡板尾端,用于接收开平后的卷料并完成制管。
10.进一步的,所述管材成型滚轮组件包括初级宽间隙管材成型滚轮、次级中间隙管材成型滚轮、终极管材成型滚轮和管材成型驱动端,所述初级宽间隙管材成型滚轮、所述次级中间隙管材成型滚轮和所述终极管材成型滚轮依次连接且均转动设置于所述管材成型底座,所述管材成型驱动端设置于所述管材成型底座并连接于所述终极管材成型滚轮,用
于驱使所述终极管材成型滚轮转动并依次带动所述初级宽间隙管材成型滚轮和所述次级中间隙管材成型滚轮转动。
11.进一步的,所述管材成型端包括模具安装底座和管材成型控制模具,所述模具安装底座连接于所述管材成型底座,所述管材成型控制模具设置于所述模具安装底座且其进料端抵接于所述终极管材成型滚轮、出料端抵接于所述管材推动滚轮。
12.进一步的,所述激光焊接端包括激光焊接头和激光发射器,所述激光焊接头设置于所述管材推动滚轮的上方,所述激光发射器设置于所述管材成型底座并连接于所述激光焊接头。
13.进一步的,所述制管机构还包括管材焊缝抛光端,所述管材焊缝抛光端设置于所述管材推动滚轮尾端,用于卷料制管焊接后抛光。
14.进一步的,还包括管材切割端,所述管材切割端设置于所述管材焊缝抛光端一侧,用于卷料制管抛光后切断卷料。
15.进一步的,还包括计数传感器,所述计数传感器设置于所述管材推动滚轮处。
16.本发明还提供一种多用激光切割柔性流水生产系统,其包括上述的卷料开平制管机,还包括卷料送料机、单台面旋转激光切板切管一体机和板料管料综合下料机,所述卷料送料机、所述卷料开平制管机、所述单台面旋转激光切板切管一体机和所述板料管料综合下料机依次设置并对接,所述卷料送料机用于输送卷料至所述卷料开平制管机,所述开平制管机用于对卷料进行开平或者制管,所述单台面旋转激光切板切管一体机用于对板材或者管材进行切割,所述板料管料综合下料机用于将切割好的卷料进行收集。
17.进一步的,所述单台面旋转激光切板切管一体机包括板材切割机台、管材切割机台、板材输送机构、管材输送机构和激光切割机构,所述板材切割机台和所述管材切割机台并列设置,所述板材切割机台和管材切割机台分别相对所述压平滚轮和所述管材切割端设置,分别用于接收压平或者制管后的卷料,所述板材输送机构和所述管材输送机构分别设置于所述板材切割机台和所述管材切割机台,分别用于推动压平或者制管后的卷料移动,所述激光切割机构滑动设置于所述板材切割机台和所述管材切割机台上方,用于切割压平或者制管后的卷料。
18.进一步的,所述板料管料综合下料机包括卷料输送台、板材运输机构、管材运输机构、板材收料小车和管材收料小车,所述卷料输送台设置于所述板材切割机台和所述管材切割机台的一侧,所述板材运输机构和管材运输机构均设置于所述卷料输送台且分别相对所述板材输送机构和所述管材输送机构设置,用于接收并移动切割后的卷料,所述板材收料小车和所述管材收料小车分别相对所述板材运输机构和所述管材运输机构设置,分别用于收集压平或者制管切割后的卷料。
19.与现有技术相比,本发明的有益效果包括:本发明的卷料开平制管机包括两个并列设置的底座,两个底座上分别设置有开平机构和制管机构,可以分别制得板状材料和管状材料且互不干扰,其可以根据需要选择制作板状材料和管状材料,以便后续激光切割工作的进行;
20.本发明提供的多用激光切割柔性流水生产系统,其包括有两条独立运行的板状材料和管状材料的加工生产线,可以根据需要加工板状材料和管状材料。
附图说明
21.图1是本发明提供的实施例-多用激光切割柔性流水生产系统的结构示意图;
22.图2是本发明提供的实施例-多用激光切割柔性流水生产系统中卷料送料机的结构示意图;
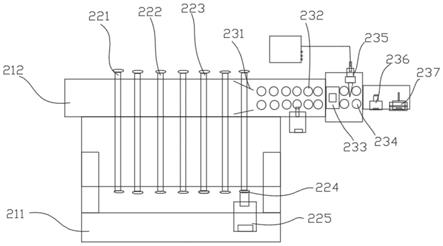
23.图3是本发明提供的实施例-多用激光切割柔性流水生产系统中卷料开平制管机的结构示意图;
24.图4是本发明提供的实施例-多用激光切割柔性流水生产系统中卷料开平制管机的局部结构示意图;
25.图5是本发明提供的实施例-多用激光切割柔性流水生产系统中单台面旋转激光切板切管一体机的结构示意图;
26.图6是本发明提供的实施例-多用激光切割柔性流水生产系统中板料管料综合下料机的结构示意图。
具体实施方式
27.下面结合附图来具体描述本发明的优选实施例,其中,附图构成本技术一部分,并与本发明的实施例一起用于阐释本发明的原理,并非用于限定本发明的范围。
28.参照图1,本发明提供了一种多用激光切割柔性流水生产系统,其包括卷料送料机1、卷料开平制管机2、单台面旋转激光切板切管一体机3和板料管料综合下料机4,所述卷料送料机1、所述卷料开平制管机2、所述单台面旋转激光切板切管一体机3和所述板料管料综合下料机4依次设置并对接,所述卷料送料机1用于输送卷料至所述卷料开平制管机2,所述开平制管机2用于对卷料进行开平或者制管以制得板材或者管材,所述单台面旋转激光切板切管一体机3用于对板材或者管材进行切割,所述板料管料综合下料机4用于将切割好的卷板材或者管材进行收集。该生产系统包括两条独立的加工生产线,可以分别对板材和管材进行激光切割加工。
29.参照图2,所述卷料送料机1包括有支撑滚轮11、大号齿轮12、控制箱13、电机14及底座15,大号齿轮12设置在底座15上,支撑滚轮11设置在大号齿轮12上,卷料可由外侧插入支撑滚轮11,支撑滚轮11内侧连接至大号齿轮12,大号齿轮12上适配啮合有小号齿轮,小号齿轮安装在电机14输出轴上,控制箱13用于控制电机14运行。其中,小号齿轮与大号齿轮的齿轮比为1:40,大号齿轮与小号齿轮耦合实现减速大力矩转动,通过电机驱动大号齿轮转动,从而带动支撑滚轮卷料实现自动送料至卷料开平制管机2,该卷料送料机为现有技术中常见的设备,此处不再赘述。
30.参照图3和图4,所述卷料开平制管机2包括支撑机构21、开平机构22和制管机构23,支撑机构21设置于卷料送料机1的一侧,开平机构22和制管机构23均设置于所述支撑机构21上,用于接收卷料送料机1输送的卷料以制得板材或者管材。其中,开平机构22和制管机构23可以单独启动开平机构制得板材,或者同时启动开平机构22和制管机构23制得管材。
31.所述支撑机构21包括板材成型底座211和管材成型底座212,所述板材成型底座211和所述管材成型底座212并列设置并形成有板材成型区域和管材成型区域;其中,板材成型区域在下半部,管材成型区域在上半部,卷料送料机1上的卷料可通过手动引导的方式
输送至板材成型区域或者管材成型区域,以此根据需要制得板材或者管材。
32.所述开平机构22包括推进滚轮221、调直滚轮222、压平滚轮223及齿轮组224和驱动端225,所述推进滚轮221、所述调直滚轮222和所述压平滚轮223的两端通过齿轮组224依次连接且铺设于所述板材成型区域及所述管材成型区域的前半段,所述驱动端225连接于所述齿轮组224,用于驱使所述齿轮组224转动,卷料送料机1输送的卷料由推进滚轮221处进入,通过驱动端225驱动齿轮组224转动,从而带动所述推进滚轮221、所述调直滚轮222和所述压平滚轮223转动,以此并完成卷料的开平并制得板材;其中,驱动端225采用三相异步电机。
33.所述制管机构23包括导向挡板231、管材成型滚轮组件232、管材成型端233、管材推动滚轮234和激光焊接端235,所述导向挡板231设置于所述管材成型区域且位于所述压平滚轮223尾端,所述管材成型滚轮组件232、所述管材成型端233、所述管材推动滚轮234和所述激光焊接端235依次设置于所述管材成型区域后半段并位于所述导向挡板231尾端,用于接收开平制得的板材并完成制管工序,以此制得管材。
34.本发明提供的实施例中,所述管材成型滚轮组件232包括初级宽间隙管材成型滚轮2321、次级中间隙管材成型滚轮2322、终极管材成型滚轮2323和管材成型驱动端2324,所述初级宽间隙管材成型滚轮2321、所述次级中间隙管材成型滚轮2322和所述终极管材成型滚轮2323依次连接且均转动设置于所述管材成型底座212,所述管材成型驱动端2324设置于所述管材成型底座212并连接于所述终极管材成型滚轮2323,用于驱使所述终极管材成型滚轮2323转动并依次带动所述初级宽间隙管材成型滚轮2321和所述次级中间隙管材成型滚轮2322转动,使得开平后的板材由导向挡板231处进入管材成型滚轮组件232,可以依次经过从大到小的滚轮缝隙后,制成管材。
35.本发明提供的实施例中,所述管材成型端233包括模具安装底座2331和管材成型控制模具2332,所述模具安装底座2331连接于所述管材成型底座212,所述管材成型控制模具2332设置于所述模具安装底座2331且其进料端抵接于所述终极管材成型滚轮2323、出料端抵接于所述管材推动滚轮234。其中,管材成型控制模具2332可以是方管模具或者圆管模具,板材依次经过所述初级宽间隙管材成型滚轮2321、所述次级中间隙管材成型滚轮2322和所述终极管材成型滚轮2323后可以输送至管材成型控制模具2332中完成定型。
36.本发明提供的实施例中,所述激光焊接端235包括激光焊接头2351和激光发射器2352,所述激光焊接头2351设置于所述管材推动滚轮234的上方,所述激光发射器2352设置于所述管材成型底座212并连接于所述激光焊接头2351,通过激光发射器2352可以发射激光至激光焊接头2351完成管材的焊接加工。激光焊接端为现有技术中常见的激光焊接设备,此处不再赘述。
37.作为优选的实施例,所述制管机构23还包括管材焊缝抛光端236,所述管材焊缝抛光端236设置于所述管材推动滚轮234尾端,用于对焊接后的管材进行抛光。管材焊缝抛光端为现有技术中常见的抛光设备,此处不再赘述。
38.作为优选的实施例,所述制管机构23还包括管材切割端237,所述管材切割端237设置于所述管材焊缝抛光端236一侧,用于管材抛光后切断管材。
39.作为优选的实施例,所述制管机构23还包括计数传感器238,所述计数传感器238设置于所述管材推动滚轮234处,用于对管材进行计数。
40.参照图5,所述单台面旋转激光切板切管一体机3包括板材切割机台31、管材切割机台32、板材输送机构33、管材输送机构34和激光切割机构35,所述板材切割机台31和所述管材切割机台32并列设置,所述板材切割机台31和管材切割机台32分别相对所述压平滚轮223和所述管材切割端237设置,分别用于接收板材和管材,所述板材输送机构33和所述管材输送机构34分别设置于所述板材切割机台31和所述管材切割机台32,分别用于推动板材和管材向前移动,所述激光切割机构35滑动设置于所述板材切割机台31和所述管材切割机台32上方,用于切割板材和管材。
41.本发明提供的实施例中,所述板材输送机构33包括多个板材支撑齿条331、主动轮332、从动轮333、传动带334和驱动电机335,多个所述板材支撑齿条331转动且间隔设置于所述板材切割机台31,所述主动轮332和从动轮333分别设置于所述板材切割机台31的两端,所述传动带的两端分别连接于所述主动轮332和从动轮并同时连接至多个所述板材支撑齿条331,所述驱动电机335设置于所述板材切割机台31的一侧并通过传动链条连接至所述主动轮,用于驱使所述主动轮332转动,从而带动多个所述板材支撑齿条331转动,一侧带动板材向前移动。
42.本发明提供的实施例中,所述管材输送机构34包括导轨341、前装夹卡盘342、后装夹卡盘343和管材驱动端344,所述导轨设置于所述管材切割机台32上,所述前装夹卡盘342和所述后装夹卡盘343滑动连接于所述导轨341,用于夹紧固定抛光后的管材,所述管材驱动端344用于带动管材移动。其中,所述前装夹卡盘342和所述后装夹卡盘343可以通过自带的驱动结构实现转动和夹紧松开动作,管材切割机台32上还设置有光电开关,用于检测管材的位置并反馈至控制端,从而控制激光切割机构35完成管材的切割,管材驱动端包括有电机和滚轮,其通过电机可控制滚轮转动,从而带动管材向前移动。
43.本发明提供的实施例中,激光切割机构35包括横梁351、激光切割端352,所述横梁351通过移动机构滑动连接于所述板材切割机台31,可以实现x轴方向的移动,所述激光切割端352通过移动机构设置于所述横梁351上,可以实现y轴方向的移动。其中,横梁351上和激光切割端352上的移动机构为现有技术中常见的结构,激光切割端352包括有现有技术中常见的激光切割头和激光发射器,此处不再赘述。
44.参照图6,所述板料管料综合下料机4包括卷料输送台41、板材运输机构42、管材运输机构43、板材收料小车44和管材收料小车45,所述卷料输送台41设置于所述板材切割机台31和所述管材切割机台32的一侧,所述卷料输送台41的底部两端均设置有支撑脚,所述板材运输机构42和管材运输机构43均设置于所述卷料输送台41且分别相对所述板材输送机构33和所述管材输送机构34设置,分别用于接收并移动切割后的板材和管材,所述板材收料小车44和所述管材收料小车45分别相对所述板材运输机构42和所述管材运输机构43设置,分别用于收集机构完成的板材和管材。
45.本发明提供的实施例中,所述板材运输机构42包括板材运输带421、主传动电机422和副传动电机423,所述板材运输带421转动连接于所述卷料输送台41的下半部,所述主传动电机422和所述副传动电机423分别设置于所述卷料输送台41的两端并连接至所述板材运输带421,用于驱使所述板材运输带421一端,从而带动板材移动至板材收料小车44中。其中,板材运输带421的进料端和出料端分别设置有缓冲区和倾斜区,便于板材更好的运输移动至收料小车。
46.本发明提供的实施例中,所述管材运输机构43包括多个传输滚轮431、管材运输带432和管材驱动电机433,多个所述传输滚轮431转动连接于所述卷料输送台41的上半部,所述管材运输带432转动连接于所述传输滚轮431,所述管材驱动电机433设置于所述卷料输送台41并连接于所述传输滚轮431,用于驱动传输滚轮431转动,从而带动管材运输带432移动,以此带动管材移动至管材收料小车45中。
47.本发明提供的实施例的工作原理为:本发明的生产系统包括四个单独运行的机器设备,在加工生产时,需要通过叉车将整卷卷料插入到卷料送料机上的支撑滚轮上安装到位,然后通过电机带动支撑滚轮驱动卷料送料,送出去的弯曲的卷料经过卷材开平机制管机的前端由推进滚轮带入到卷材开平制管机,此处可根据需要选择进行板材或者管材的加工,在需要进行板材加工时,卷料可进入开平机构制得板材,在需要进行管材加工时,卷料可进入制管机构制得管材,卷料开平制管机制得的板材可分别进入单台面旋转激光切板切管一体机的板材输送机构或者管材输送机构,再通过激光切割机构完成板材或者管材的激光切割加工,以制得需要的图案,激光切割的板材或者管材则可以分别进入板料管料综合下料机的板材运输机构或者管材运输机构,最后移动到板材收料小车和管材收料小车中,以此完成加工零件的收集。
48.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1