一种应用于自动折弯的实时跟随折弯与回弹消除方法与流程
1.本发明涉及折弯机技术领域,尤其涉及应用于自动折弯的实时跟随折弯与回弹消除方法
背景技术:
2.随着现代制造技术的高速发展和工业自动化进程的不断深入,板材加工设备得到了迅猛的发展,规模也日益扩大,在板材加工行业中折弯机作为一种金属板材弯曲的常用加工设备,已经在机械设备、电气化设备等多方面得到了广泛的应用。传统的折弯机的工作形式主要是人工辅助折弯,就是人工拿起工件,放在折弯机下模上平面上,调整后挡料的位置,用脚踏板来控制折弯机滑块上模的向下运动(快下),当上模夹紧板料后继续控制上模向下运动折弯,同时人工辅助随动折弯,直至上模到达下死点,经过一定时间的保压后上模向上运动(回程)回到上死点,至此整道折弯工序完成,这种传统的折弯方式存在以下不足:
3.(1)折弯工件的重量受到限制。单人操作时只能加工15kg以下的工件,如果要加工15kg以上的工件就需要两到四个人来共同完成,如果板料面积较大就需要几个工人来同时操作完成折弯。
4.(2)加工精度不高。人工来辅助工件做随动折弯时板材的受力不均匀,在工件面积较大时还存在跟随速度达不到板材弯曲速度的现象,这种情况就会降低折弯角度和折弯尺寸的精度,增大了误差。
5.(3)可靠性不高。操作人员长时间的工作会出现疲劳,注意力不够集中,导致各个工件之间的一致性降低,产品整体质量参差不齐。
6.(4)生产效率低。人工加工要对工件来回的翻面,同时进行人工操作折弯机,有些工序比较复杂的工件还需要在多台折弯机上折弯才能完成,这样整个工件的加工耗时加大,降低了生产效率。
7.综上所述,传统的人工辅助折弯的板材成型加工方式在折弯精度和折弯效率等许多关键问题上遇到了很大的挑战,迫切需要一种更为有效的途径来解决这些问题。
技术实现要素:
8.本发明的目的是提供一种应用于自动折弯的实时跟随折弯与回弹消除方法,该方法能够实现抓取点与机器人坐标的实时精确转换,进而实现自动折弯中机器人手爪的实时跟随折弯。
9.本发明的目的是通过以下技术方案实现的:
10.一种应用于自动折弯的实时跟随折弯与回弹消除方法,所述方法包括:
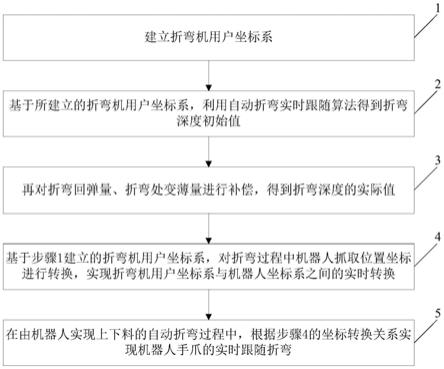
11.步骤1、建立折弯机用户坐标系;
12.步骤2、基于所建立的折弯机用户坐标系,利用自动折弯实时跟随算法得到折弯深度初始值;
13.步骤3、再对折弯回弹量、折弯处变薄量进行补偿,得到折弯深度的实际值;
14.步骤4、基于步骤1建立的折弯机用户坐标系,对折弯过程中机器人抓取位置坐标进行转换,实现折弯机用户坐标系与机器人坐标系之间的实时转换;
15.步骤5、在由机器人实现上下料的自动折弯过程中,根据步骤4的坐标转换关系实现机器人手爪的实时跟随折弯。
16.由上述本发明提供的技术方案可以看出,上述方法能够实现抓取点与机器人坐标的实时精确转换,进而实现自动折弯中机器人手爪的实时跟随折弯,同时还可以使实时随动折弯更准确、折弯质量更高。
附图说明
17.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域的普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他附图。
18.图1为本发明实施例提供的应用于自动折弯的实时跟随折弯与回弹消除方法流程示意图;
19.图2为本发明实施例所述建立坐标系的过程示意图;
20.图3为本发明实施例所述折弯过程的示意图;
21.图4为本发明实施例所述回弹与变薄影响消除的示意图。
具体实施方式
22.下面结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,这并不构成对本发明的限制。基于本发明的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明的保护范围。
23.如图1所示为本发明实施例提供的应用于自动折弯的实时跟随折弯与回弹消除方法流程示意图,所述方法包括:
24.步骤1、建立折弯机用户坐标系;
25.在该步骤中,如图2所示为本发明实施例所述建立坐标系的过程示意图,具体过程为:
26.首先以折弯机上模刀尖上的一点为用户坐标系的原点org;
27.在折弯机的上模刀尖边缘线上找一不重合于原点org的点xx,以原点org和点xx之间的直线为x轴,正方向由原点org指向点xx;
28.在与折弯机的上模刀尖边缘相同高度的平面内建立一点xy,以过原点org且垂直于平面xy的直线为z轴,正方向指向折弯机上模下压的方向;
29.根据右手定则确定y轴和y轴的方向。
30.步骤2、基于所建立的折弯机用户坐标系,利用自动折弯实时跟随算法得到折弯深度初始值;
31.在该步骤中,基于所建立的折弯机用户坐标系,在折弯开始的初始状态时,折弯机的上模刀尖边缘与板料工件上表面接触,处于夹紧点,如图3所示为本发明实施例所述折弯
过程的示意图,参考图3:刀尖的圆角半径为r1;板材厚度为t;下模肩部圆角半径为r2;v槽宽度为w;v槽张角为v;v槽上表面距离v槽底部的高度为h;机器人手爪抓取点距离v槽中心线距离为l;上模刀尖下压的距离为dp;板材与下模上表面的夹角为α;工件最终希望折弯的角度为θ;l1~l6为中间计算过程引入的距离;
32.根据图3所示对应的几何关系,得出(1)~(7)式为:
[0033][0034][0035]
l2=l
3-l4ꢀꢀ
(3)
[0036][0037]
l4=(r1+t)sinα
ꢀꢀ
(5)
[0038]
l5=d
p-l6ꢀꢀ
(6)
[0039]
l6=(r1+t)(1-cosα)
ꢀꢀ
(7)
[0040]
将钣金折弯成型过程分为3个阶段,对应的条件分别为:
[0041]
0≤d
p
<2(r1+r2+t)
[0042]dp
=2(r1+r2+t)
[0043]
2(r1+r2+t)<d
p
≤h
[0044]
则联立式(1)~(7)解得:
[0045][0046]
因此得到折弯深度初始值h表示为:
[0047][0048]
步骤3、再对折弯回弹量、折弯处变薄量进行补偿,得到折弯深度的实际值;
[0049]
在该步骤中,考虑到回弹角δα的影响,采用如下公式对板材与下模上表面的夹角α进行修正:
[0050]
α
′
=α-δα
ꢀꢀ
(10)
[0051]
其中,回弹角δα根据折弯材料、厚度、折弯角度的不同而不同;
[0052]
考虑下模肩部圆角半径后,两侧肩部圆角切线交点之间距离为w0,v槽张角为v,开口宽度变为wk,表示为:
[0053]
[0054]
如图4所示为本发明实施例所述回弹与变薄影响消除的示意图,将模型卸载前滑块下压量的计算分为3个部分,即理论值y1、变薄量y2以及圆角过度修正量y3,其中:
[0055]
理论值y1表示为:
[0056][0057]
变薄量y2表示为:
[0058]
y2=η
·
t
ꢀꢀ
(13)
[0059]
公式(13)中t为板材厚度;η为变薄系数,表示为:
[0060][0061]
r1为刀尖的圆角半径;
[0062]
圆角过度修正量y3表示为:
[0063][0064]
故折弯深度的实际值表示为:
[0065]h′
=y3=y
1-y2+t
ꢀꢀ
(16)。
[0066]
步骤4、基于步骤1建立的折弯机用户坐标系,对折弯过程中机器人抓取位置坐标进行转换,实现折弯机用户坐标系与机器人坐标系之间的实时转换;
[0067]
在该步骤中,具体过程为:
[0068]
基于步骤1建立的折弯机用户坐标系,获得机器人抓取中心点p在折弯状态时的坐标位置pi(xi,yi,zi,ai,bi,ci),其中机器人手爪抓取点距离v槽中心线距离为l,第i时刻板材与下模上表面的夹角为αi,折弯深度初始值h,即:
[0069]
pi=(0,l cosαi,h-l sinαi,-αi,0,0)
ꢀꢀ
(17)
[0070]
如图4所示,在机器人折弯抓取过程中为了计算的方便,建立折弯机用户坐标系与机器人坐标系之间的转换关系,保证折弯跟随的实现,其中:
[0071]
点pi在机器人坐标系下表示为
t
p,(x
t
,y
t
,z
t
)表示
t
p的位置坐标,(a
t
,b
t
,c
t
)表示
t
p的姿态,则
t
p的坐标为:
[0072]
t
p=(x
t
,y
t
,z
t
,a
t
,b
t
,c
t
)
ꢀꢀ
(18)
[0073]
点pi在折弯机用户坐标系下表示为up,(xu,yu,zu)表示up的位置坐标,(au,bu,cu)表示up的姿态,则up的坐标为:
[0074]up=(xu,yu,zu,au,bu,cu)
ꢀꢀ
(19)
[0075]
点pi在机器人坐标系到折弯机用户坐标系下的转换矩阵为
[0076][0077]
则表示为:
[0078]
[0079]
其中
[0080][0081][0082]
式(22)和(23)中sa
t
、sb
t
、sc
t
为正弦函数sina
t
、sinb
t
、sinc
t
的简写表示;ca
t
、cb
t
、cc
t
为余弦函数cosa
t
、cosb
t
、cosc
t
的简写表示;sau、sbu、scu为正弦函数sinau、sinbu、sincu的简写表示;cau、cbu、ccu为余弦函数cosau、cosbu、coscu的简写表示。
[0083]
步骤5、在由机器人实现上下料的自动折弯过程中,根据步骤4的坐标转换关系实现机器人手爪的实时跟随折弯。
[0084]
在该步骤中,首先机器人吸附着板材检测无误后准备折弯,发送折弯命令给折弯机,折弯机滑块从上死点位置开始运动;
[0085]
当滑块到达夹紧点位置时,上模刀尖接触到板材,此时折弯机发送折弯随动启动命令给所述机器人;
[0086]
所述机器人根据步骤4的坐标转换关系以及采集的滑块实时位置,控制机器人手爪进行折弯跟随运动;
[0087]
最后,所述机器人在接收到滑块到达下死点的反馈信息后,完成折弯跟随。
[0088]
值得注意的是,本发明实施例中未作详细描述的内容属于本领域专业技术人员公知的现有技术。
[0089]
综上所述,本发明实施例所述方法能够实现抓取点与机器人坐标的实时精确转换,进而实现自动折弯中机器人手爪的实时跟随折弯,同时还可以使实时随动折弯更准确、折弯质量更高。
[0090]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明披露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求书的保护范围为准。本文背景技术部分公开的信息仅仅旨在加深对本发明的总体背景技术的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域技术人员所公知的现有技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1