一种热轧H型钢翼缘尺寸均匀性控制方法和系统与流程
一种热轧h型钢翼缘尺寸均匀性控制方法和系统
技术领域
1.本发明涉及热轧h型钢生产技术领域,尤其涉及一种热轧h型钢翼缘尺寸均匀性控制方法。
背景技术:
2.h型钢由于其断面结构的复杂性,在轧制过程中,翼缘延伸与腹板延伸相互之间收到制约。h型钢头、尾截面轧制过程中,由于在沿轧制方向为自由延伸方向,翼缘高度方向金属的宽展较大,随着轧制的进行,轧件中间部分翼缘高度方向的金属不仅受到腹板延伸对翼缘金属的拉缩作用,同时受到张力的作用,翼缘高度方向金属的宽展较小,且异型坯料与成品尺寸之间的匹配度等问题,轧件头中尾翼缘宽度尺寸不在同一个公差范围内,造成轧制过程中产生较多的非定尺,而现有的装置及轧制工艺无法控制其通条尺寸均匀性,只能进行改锯,使产品合格率及成材率降低,造成较大的经济损失。到目前为止,尺寸控制主要集中在板带领域进行了大量的研究,且主要是针对板厚度方向,针对热轧h型钢翼缘高度方向的尺寸波动研究较少。针对uf轧机安装有agc系统,但该系统在轧机咬钢后一段时间内才起作用,因此无法对头部一段长度内的厚度进行自动控制,且agc系统只能控制h型钢翼缘方向的腿厚,无法控制翼缘方向的高度问题。
3.相关现有技术文件检索结果:
4.公开号为cn 110763158 b的专利文献,公开了一种镜像h型钢轮廓尺寸测量装置,包括:平面镜转动导轨机构、结构光投射采集部分、上位机;其特征在于,所述平面镜转动导轨机构包括半圆形导轨、柔性连接架和平面镜;所述结构光投射采集部分包括结构光发生器和工业摄像机;半圆形导轨的弧形区域供平面镜移动,直线区域共结构光发生器移动,平面镜到任何位置的情况下,工业摄像机都能采集到平面镜成像信息,直线区域悬挂结构光发生器,结构光发生器可在直线区域移动,半圆形导轨与柔性连接架的上段相连,从而实现平面镜沿半圆形导轨运动。其基于平面镜成像原理,通过工业摄像机对镜面中图像数据的采集,完成对h型钢的多角度扫描和三维重构。该专利实现了h型钢的断面尺寸的测量,但没能实现与工业计算的反馈与在线调整,无法实现h型钢翼缘通条尺寸控制在一个范围内。
5.公开号为cn103252353a的专利文献,公开了一种宽厚板轧机头尾厚度超差的控制方法,,该方法通过在宽厚板轧机l1厚度自动控制系统中增加一辅助头部厚度超差控制模块实现,具体为:在l1轧机厚度自动控制系统中增加头部辊缝补偿系数修正子模块及头部辊缝直接修正子模块,对宽厚板轧制过程中的头部辊缝进行修正,使得宽厚板头尾厚度控制精度明显提高。应用本发明所述的控制方法,缩短了头尾厚度超差的总长度,总长度由1m缩短至0.4m以下,成材率提高了1%。但该方法主要是针对宽厚板的板厚尺寸超差,无法解决h型钢翼缘高度方向尺寸波动问题。
技术实现要素:
6.本发明所要解决的技术问题是实现一种热轧h型钢翼缘尺寸均匀性控制方法,防
止热轧h型钢在生产过程中,由于翼缘宽度值(b值)尺寸超差而造成判废的现场,提高了产品成材率及合格率。
7.为了实现上述目的,本发明采用的技术方案为:一种热轧h型钢翼缘尺寸均匀性控制方法,包括以下步骤:
8.s1、通条尺寸对h型钢轧件的翼缘宽度方向进行测量采集并获取数据;
9.s2、获取h型钢轧件的生产过程中的生产特性参数;
10.s3、对获取的数据进行分析,并与预设的目标值进行比对;
11.s4、根据s3的结果获得预干预解决方案;
12.s5、执行预干预解决方案;
13.s6、控制过程跟踪及反馈循环,直至获取的数据达到预设的目标。
14.所述s1中,利用型钢轮廓仪作为h型钢轧件翼缘尺寸均匀性测量工具,对ur轧机和uf轧机上的h型钢轧件进行实时在线的尺寸测量,并将测量得到的数据上传至控制系统的数据库。
15.所述s2中,生产特性参数包括h型钢的钢种、规格、轧制道次、轧制压力及扭矩信息。
16.所述s3中,分析是根据型钢轮廓仪测量的数据绘制出型钢翼缘宽度方向尺寸曲线及其分布规律。
17.所述s4中,利用s3中提供的型钢翼缘宽度方向尺寸曲线及其分布规律以及对应h型钢轧件位置,结合该规格的轧制规程表制订干预方案。
18.所述s5中,预干预解决方案为在ur、uf轧机咬钢后,对e轧边机辊缝补偿系数进行修正,修正后辊缝补偿系数值的计算公式为:
19.δc=k1(cm+δbi+cn);
20.其中:δc为修正后的e轧边机辊缝补偿值;
21.cm:e轧边机弹跳补偿系数;
22.δbi:第n道次,出uf、ur轧机后轧件头尾方向第i个测量点翼缘宽度的变化值;
23.cn:ur轧机或uf轧机在第n+1轧制过程中轧件头部翼缘宽度方向的变化值;
24.k1:轧机辊缝补偿系数修正值,由轧件头尾翼缘宽度超差方向、以及轧机弹跳补偿值和实际辊缝的关系决定,取值范围为[-1,1]。
[0025]
所述s6中,采用新的解决方案实施的h型钢轧件进行标记,对标记的h型钢轧件翼缘通条尺寸再次进行测量并数据上传,并进行新的数据分析,不断改进,直至达到尺寸均匀性预设值要求。
[0026]
一种执行所述热轧h型钢翼缘尺寸均匀性控制方法的热轧h型钢翼缘尺寸均匀性控制系统,h型钢轧件的轧制生产线依次设有ur轧机、e轧边机和uf轧机,ur轧机之前设有ur轧机前型钢轮廓仪,所述uf轧机之后设有uf轧机后型钢轮廓仪,所述ur轧机前型钢轮廓仪和uf轧机后型钢轮廓仪连接并输出感应信号至计算控制系统,。
[0027]
所述uf轧机和uf轧机后型钢轮廓仪之间设有感应h型钢轧件的uf轧机后信号光杆仪,所述ur轧机前型钢轮廓仪和ur轧机之间设有感应h型钢轧件的ur轧机前信号光杆仪,所述ur轧机前信号光杆仪和uf轧机后信号光杆仪连接并输出感应信号至计算控制系统。
[0028]
所述ur轧机前型钢轮廓仪和uf轧机后型钢轮廓仪为均设有围绕h型钢轧件的支
架,所述支架上设有从不同方向采集h型钢轧件图像信息的摄像头,所述h型钢轧件的中心线与ur轧机前型钢轮廓仪、uf轧机后型钢轮廓仪的中心线重合。
[0029]
本发明实现对热轧h型钢轧制过程中全断面温度均匀性的控制,为改善热轧h型钢通调尺寸均匀性提供了有效控制手段,以解决现有h型钢轧制过程中h型钢翼缘尺寸头尾波动大的问题,可有效指导实际生产,意义重大。
附图说明
[0030]
下面对本发明说明书中每幅附图表达的内容及图中的标记作简要说明:
[0031]
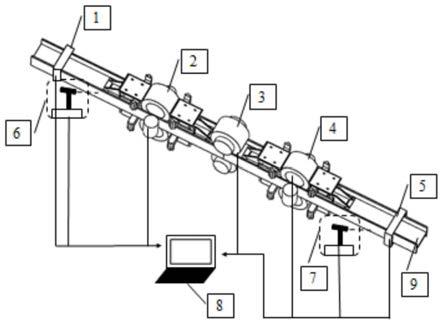
图1为热轧h型钢翼缘尺寸均匀性控制系统原理图;
[0032]
图2为热轧h型钢翼缘尺寸均匀性控制系统的轧边机工作概要图;
[0033]
图3为热轧h型钢翼缘尺寸均匀性控制方法工作流程图;
[0034]
上述图中的标记均为:1、ur轧机前型钢轮廓仪;2、ur轧机;3、e轧边机;4、uf轧机;5、uf轧机后型钢轮廓仪;6、ur轧机前信号光杆仪;7、uf轧机后信号光杆仪;8、计算控制系统;9、h型钢轧件。
具体实施方式
[0035]
下面对照附图,通过对实施例的描述,本发明的具体实施方式如所涉及的各构件的形状、构造、各部分之间的相互位置及连接关系、各部分的作用及工作原理、制造工艺及操作使用方法等,作进一步详细的说明,以帮助本领域技术人员对本发明的发明构思、技术方案有更完整、准确和深入的理解。
[0036]
如图1所示,热轧h型钢翼缘尺寸均匀性控制系统设置在轧制生产线中,h型钢轧件处于水平状态在ur-e-uf(universal rolling-edger rolling-universal finishing rolling)轧机中往复轧制状态,针对的是热轧h型钢翼缘尺寸在轧制过程中的表征方式及在线控制方法。型钢轮廓仪布置在ur轧机前方及uf轧机后方,即ur轧机前型钢轮廓仪和uf轧机后型钢轮廓仪,通过型钢轮廓仪获得出ur、uf轧机前后的高温状态下h型钢的翼缘宽度b值的数据。
[0037]
ur轧机前型钢轮廓仪和uf轧机后型钢轮廓仪为均设有围绕h型钢轧件的支架,支架上设有从不同方向采集h型钢轧件图像信息的摄像头,对h型钢断面尺寸进行测量,测量时间间隔为0.02s,h型钢的横截面整体穿过型钢轮廓仪设备,且h型钢腹板中心线与型钢轮廓仪中心线重合。轮廓仪内每个摄像头采集的数据均通过信号路线与远程计算机连接;远程计算机还通过信号路线与ur-e-uf轧机控制系统连接;在型钢轮廓仪摄像头获得通条翼缘数据,再将获得的数据导入计算机,利用专门的分析软件便可获得其通条翼缘尺寸数据。远程计算机安装热轧h型钢全断面及通条尺寸均匀性分析控制软件。
[0038]
型钢轮廓仪、远程计算机以及ur-e-uf轧机的压下装置来实现热轧h型钢轧制过程中通条尺寸均匀性的控制。具体是:在ur轧机前、uf轧机后安装型钢轮廓检测仪,对轧制过程中的h型钢通条尺寸进行测量、分析,利用分析软件对h型钢通条尺寸及分布情况进行分析,并将相关信息传递给远程计算机进行大数据分析,远程计算机根据分析结果,控制轧机上的压下装置对辊缝进行实时在线调整,从而实现对热轧h型钢轧制过程中翼缘尺寸均匀性的监控,为改善热轧h型钢的条形提供一种有效控制方法。
[0039]
现场轧钢人员可以调取h型钢任一时间点或全部翼缘尺寸进行数据分析,以便管理者掌握和了解该条产线h型钢尺寸控制的真实水平。同时对特殊订单尺寸进行提前干预,并对干预后产生的效果再次进行检测并反馈给控制系统,循序改进,以提升h型钢尺寸控制的精度,可有效指导现场生产,意义重大。
[0040]
如图2所示,提供了本发明轧边机控制h型钢翼缘尺寸均匀性控制的方法,其技术方案是:所述控制方法是通过型钢轮廓仪在轧制过程中对热轧h型钢的翼缘尺寸bi值进行检测,并将相关尺寸信息传递给远程计算机,并与型钢翼缘高度目标值进行比对。利用热轧h型钢翼缘尺寸均匀性控制软件分析h型钢在轧制过程中通条尺寸波动情况,控制轧边机上的压下装置对轧边机辊缝进行控制,从而实现热轧h型钢翼缘尺寸均匀性控制。
[0041]
图3所示,热轧h型钢翼缘尺寸均匀性控制方法工作流程包括以下步骤:
[0042]
s1:通过型钢轮廓仪,对h型钢轧件的翼缘宽度方向通条尺寸测量的数据进行采集,并上传给远程计算机,该步骤利用型钢轮廓仪作为h型钢轧件翼缘尺寸均匀性测量工具,对从出ur、uf轧机的h型钢轧件实时在线进行尺寸测量,并将测量得到的数据上传至控制系统的数据库。
[0043]
s2:对h型钢轧件的生产过程中的生产特性参数上传至控制系统数据库,其中h型钢轧件生产参数包括h型钢的钢种、规格、轧制道次、轧制压力及扭矩等信息。
[0044]
s3:控制系统对数据库中大数据进行分析并与目标值比对,该比对是根据型钢轮廓仪测量的数据进行分析,可以绘制出型钢翼缘宽度方向尺寸曲线及其分布规律。
[0045]
s4:根据大数据分析结果提出预干预解决方案,该预干预解决方案是利用步骤3中提供的型钢翼缘宽度方向尺寸曲线及其分布规律以及对应h型钢轧件位置,结合该规格的轧制规程表制订干预方案。
[0046]
s5:控制系统根据预干预解决方案进行预干预,控制参与h型钢翼缘宽度轧制的轧机及所对应的压下装置,对轧边机的辊缝进行在线实时修正;
[0047]
具体为在ur、uf轧机咬钢后,对e轧边机辊缝补偿系数进行修正,修正后辊缝补偿系数值的计算公式为:
[0048]
δc=k1(cm+δbi+cn);
[0049]
其中:δc为修正后的e轧边机辊缝补偿值;
[0050]cm
:e轧边机弹跳补偿系数,有现有控制系统计算出,已知值;
[0051]
δbi:为第n道次,出uf、ur轧机后轧件头尾方向第i个测量点翼缘宽度的变化值,可由计算机根据反馈回来的测量数据计算出,已知值;
[0052]cn
:ur轧机或uf轧机在第(n+1)道次轧制过程中轧件头部翼缘宽度方向的变化值,可由相关计算公式由计算机算出,已知值;
[0053]
k1:轧机辊缝补偿系数修正值,由轧件头尾翼缘宽度超差方向、以及轧机弹跳补偿值和实际辊缝的关系决定,取值范围为[-1,1]
[0054]
s6:控制过程的再跟踪及反馈循环,即采用新的解决方案实施的h型钢轧件进行标记,对标记的h型钢轧件翼缘通条尺寸再次进行测量并数据上传,并进行新的数据分析,不断改进,直至达到尺寸均匀性预设区间要求。
[0055]
上面结合附图对本发明进行了示例性描述,显然本发明具体实现并不受上述方式的限制,只要采用了本发明的方法构思和技术方案进行的各种非实质性的改进,或未经改
进将本发明的构思和技术方案直接应用于其它场合的,均在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1