一种2的制作方法
一种2
×
3结构蓄电池汇流排焊接模具及其焊接方法
【技术领域】
1.本发明涉及蓄电池焊接的技术领域,特别是一种2
×
3结构蓄电池汇流排焊接模具及其焊接方法。
背景技术:
2.铅酸蓄电池一般由多个单格串联成,一般为相邻6个单格串联较多,称为1x6结构,也有3个相邻单格串联,再将两组3个单格串接一起组成一个电池,称为2
×
3结构电池。
3.其中,1x6结构电池采用大电流放电焊接方法,市场已有开始应用。2
×
3结构电池因其结构特殊性,采用大电流焊接还没有具体表现,现提出一种2
×
3结构蓄电池汇流排焊接模具及其焊接方法。
技术实现要素:
4.本发明的目的就是解决现有技术中的问题,提出一种2
×
3结构蓄电池汇流排焊接模具及其焊接方法,用分步焊接的方式,能够实现复杂结构汇流排的焊接。
5.为实现上述目的,本发明提出了一种2
×
3结构蓄电池汇流排焊接模具,包括第一焊接模组、第二焊接模组,所述第一焊接模组包括a梳模、两个b梳模,以及可分别与a梳模、两个b梳模合模的三个顶模,所述第二焊接模组包括c梳模、两个b梳模,以及可分别与c梳模、两个b梳模合模的三个顶模;所述a梳模上设有两个第一型腔槽,所述第一型腔槽的一侧具有用以容置端子的端子定位槽;所述b梳模上设有两个第二型腔槽;所述c梳模上设有一个第三型腔槽,各顶模用于封堵第一型腔槽、第二型腔槽、第三型腔槽的开口以形成封闭的焊接型腔。
6.作为优选,所述第一焊接模组的两个b梳模、a梳模与顶模合模时,分别在电池的第二排、第三排、第六排极耳所对应的位置形成焊接型腔,所述第二焊接模组的c梳模、两个b梳模与顶模合模时,分别在电池的第一排、第四排、第五排极耳所对应的位置形成焊接型腔。
7.作为优选,所述第一焊接模组的两个b梳模、a梳模与顶模合模时,分别在电池的第二排、第四排、第六排极耳所对应的位置形成焊接型腔,所述第二焊接模组的c梳模、两个b梳模与顶模合模时,分别在电池的第一排、第三排、第五排极耳所对应的位置形成焊接型腔。
8.本发明还提出了一种采用上述焊接模具实现2
×
3结构蓄电池汇流排焊接的方法,包括以下步骤:
9.s1.电池在第一工位由两个b梳模与顶模、a梳模与顶模合模形成多个一次焊接型腔,通过焊枪将部分极耳焊接成汇流排;
10.s2.电池转换到第二工位,由c梳模与顶模、两个b梳模与顶模合模形成多个二次焊接型腔,再由焊枪将电池的剩余的极耳焊接成汇流排;
11.其中,在步骤s1、s2焊接时,或仅在步骤s2焊接时,同时将汇流排过桥与汇流排焊
一体,联接电池的第二排、第三排极耳对应的两组汇流排、以及第四排、第五排极耳对应的两组汇流排。
12.作为优选,所述多个一次焊接型腔对应电池的第二排、第三排、第六排的极耳,并且在焊接汇流排时,将电池的第二排、第三排极耳对应的两组汇流排用汇流排过桥焊接;所述多个二次焊接型腔对应电池的第一排、第四排、第五排的极耳,并且在焊接汇流排时,将电池的第四排、第五排极耳对应的两组汇流排用汇流排过桥焊接。
13.作为优选,所述多个一次焊接型腔对应电池的第二排、第四排、第六排的极耳;所述多个二次焊接型腔对应电池的第一排、第三排、第五排的极耳,并且在焊接汇流排时,将电池的第二排、第三排极耳对应的两组汇流排、以及第四排、第五排极耳对应的两组汇流排分别用汇流排过桥焊接。
14.作为优选,所述汇流排过桥为导电体,两端与两个汇流排焊接,在本实施例中,所述汇流排过桥为铜排材料。
15.作为优选,所述顶模进出电池方向与开合模方向垂直。
16.本发明的有益效果:
17.1、采用分步焊接以及增加汇流排过桥,实现了复杂结构汇流排的焊接。
18.2、可布置流水自动化作业,作业空间相对独立,占用空间小,可以实现无人自动化焊接、大大降低了人工成本。
19.3、操作工只需监控焊接过程,可以远离作业区,劳动强度大大降低,保障操作工身体健康。
20.本发明的特征及优点将通过实施例结合附图进行详细说明。
【附图说明】
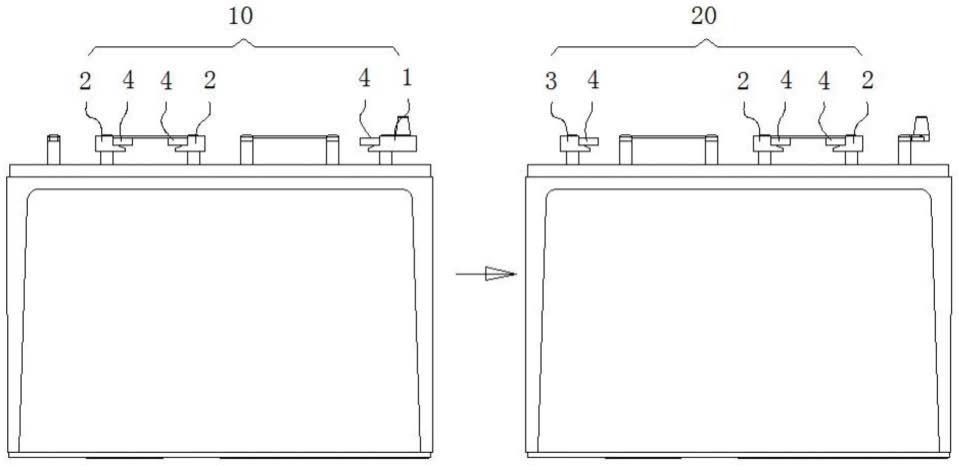
21.图1是本发明的焊接方法实施例1在两个工位处于合模状态的示意图;
22.图2是图1中的第一工位的合模状态的结构示意图;
23.图3是图1中的第二工位的合模状态的结构示意图;
24.图4是本发明的焊接方法实施例2在两个工位处于合模状态的示意图;
25.图5是图4中的第一工位的合模状态的结构示意图;
26.图6是图4中的第二工位的合模状态的结构示意图;
27.图7是本发明的焊接模具的a梳模的结构示意图;
28.图8是本发明的焊接模具的b梳模的结构示意图;
29.图9是本发明的焊接模具的c梳模的结构示意图;
30.图10是采用本发明的模具完成焊接后的2
×
3结构蓄电池的结构示意图。
【具体实施方式】
31.实施例1
32.参阅图1至图3、图7至图9,本发明一种2
×
3结构蓄电池汇流排焊接模具,包括第一焊接模组10、第二焊接模组20,所述第一焊接模组10包括a梳模1、两个b梳模2,以及可分别与a梳模1、两个b梳模2合模的三个顶模4,所述第二焊接模组20包括c梳模3、两个b梳模2,以及可分别与c梳模3、两个b梳模2合模的三个顶模4;所述a梳模1上设有两个第一型腔槽11,
两个第一型腔槽11之间设有第一隔挡凸台,所述第一型腔槽11的一侧具有用以容置端子的端子定位槽12;所述b梳模2上设有两个第二型腔槽21,两个第二型腔槽21之间设有第二隔挡凸台;所述c梳模3上设有一个第三型腔槽31,各顶模4用于封堵第一型腔槽11、第二型腔槽21、第三型腔槽31的开口以形成封闭的焊接型腔。
33.进一步地,所述第一焊接模组10的两个b梳模2、a梳模1与顶模4合模时,分别在电池的第二排、第三排、第六排极耳所对应的位置形成焊接型腔(对应图2中200、300、600标注的位置),所述第二焊接模组20的c梳模3、两个b梳模2与顶模4合模时,分别在电池的第一排、第四排、第五排极耳所对应的位置形成焊接型腔(对应图3中100、400、500标注的位置)。
34.利用上述模具实现电池焊接的方法,包括以下步骤:
35.s1.电池在第一工位由两个b梳模2与顶模4、a梳模1与顶模4合模形成多个一次焊接型腔,通过焊枪将部分极耳焊接成汇流排;所述多个一次焊接型腔对应电池的第二排、第三排、第六排的极耳,并且在焊接汇流排时,将电池的第二排、第三排极耳对应的两组汇流排用汇流排过桥焊接;
36.s2.电池转换到第二工位,由c梳模3与顶模、两个b梳模2与顶模4合模形成多个二次焊接型腔,再由焊枪将电池的剩余的极耳焊接成汇流排;所述多个二次焊接型腔对应电池的第一排、第四排、第五排的极耳,并且在焊接汇流排时,将电池的第四排、第五排极耳对应的两组汇流排用汇流排过桥焊接,完成焊接后,得到2
×
3结构的蓄电池,如图10所示。
37.进一步地,所述汇流排过桥为导电体,两端与两个汇流排焊接,在本实施例中,所述汇流排过桥为铜排材料。
38.进一步地,所述顶模4进出电池方向与开合模方向垂直,避免与汇流排过桥发生干涉。
39.进一步地,在所述第一工位、第二工位上的各b梳模2的第二型腔槽21,其开口朝向与该第二型腔槽21内的汇流排相焊接的汇流排过桥的所在侧。
40.实施例2
41.参阅图4至图6,本实施例与实施例1的区别在于:所述第一焊接模组10的两个b梳模2、a梳模1与顶模4合模时,分别在电池的第二排、第四排、第六排极耳所对应的位置形成焊接型腔(对应图5中200、400、600标注的位置),所述第二焊接模组20的c梳模3、两个b梳模2与顶模4合模时,分别在电池的第一排、第三排、第五排极耳所对应的位置形成焊接型腔(对应图6中100、300、500标注的位置)。
42.利用上述模具实现电池焊接的方法,包括以下步骤:
43.s1.电池在第一工位由两个b梳模2与顶模4、a梳模1与顶模4合模形成多个一次焊接型腔,通过焊枪将部分极耳焊接成汇流排;所述多个一次焊接型腔对应电池的第二排、第四排、第六排的极耳;
44.s2.电池转换到第二工位,由c梳模3与顶模、两个b梳模2与顶模4合模形成多个二次焊接型腔,再由焊枪将电池的剩余的极耳焊接成汇流排;所述多个二次焊接型腔对应电池的第一排、第三排、第五排的极耳,并且在焊接汇流排时,将电池的第二排、第三排极耳对应的两组汇流排、以及第四排、第五排极耳对应的两组汇流排分别用汇流排过桥焊接,完成焊接后,得到2
×
3结构的蓄电池,如图10所示。
45.进一步地,所述汇流排过桥为导电体,两端与两个汇流排焊接,在本实施例中,所
述汇流排过桥为铜排材料。
46.进一步地,所述顶模4进出电池方向与开合模方向垂直,避免与汇流排过桥发生干涉。
47.进一步地,所述第一工位、第二工位上的各b梳模2的第二型腔槽21,其开口朝向与该第二型腔槽21内的汇流排相焊接的汇流排过桥的所在侧。
48.上述实施例是对本发明的说明,不是对本发明的限定,任何对本发明简单变换后的方案均属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1