1.本发明涉及螺母加工技术领域,具体为一种航空航天用高锁螺母加工工艺。
背景技术:2.铝合金高锁螺母由于具备良好的锁紧性能,安装方便、重量轻等特点,在民用及军用飞机上得到了广泛应用。
3.目前在生产高锁螺母的过程中,通常采用车削加工的方式进行机械加工,这种方法具有以下弊端:车削对于尺寸的精度不是很精确,经常会产生微小的误差,导致加工出的产品一致性较差,对于安装尺寸的精确度要求非常高的场景,若是产品的一致性差,就会导致安装时的安装力距不好调整,造成安装的高锁螺母紧密性不一致,这样往往会带来一些安全隐患。
技术实现要素:4.本发明的目的是为了解决现有产品一致性较差的问题,而提出的一种航空航天用高锁螺母加工工艺。
5.为实现上述目的,本发明提供如下技术方案:一种航空航天用高锁螺母加工工艺,包括如下制作步骤:
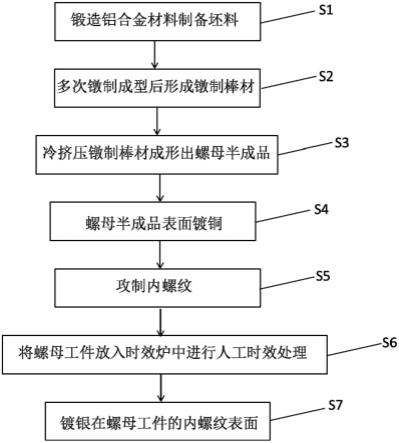
6.步骤s1,锻造铝合金材料制备坯料;
7.步骤s2,多次镦制成型后形成镦制棒材,再将镦制棒材截断成螺栓杆料所需的长度;
8.步骤s3,冷挤压镦制棒材成形出螺母半成品,螺母半成品中的工艺部分和工作部分均由冷挤压成形;
9.步骤s4,螺母半成品表面镀铜;
10.步骤s5,攻制内螺纹,
11.步骤s6,将螺母工件放入时效炉中进行人工时效处理;
12.步骤s7,镀银在螺母工件的内螺纹表面。
13.优选的,步骤s1中,锻造温度为600-700℃。
14.优选的,步骤s6中,时效温度680
±
10℃,时间14~16h。
15.优选的,步骤s3包括,将镦制棒材放入冷挤压模具内,通过液压压力机将镦制棒材冷挤压成形出抗拉型高锁螺母螺母半成品中的工艺部分和工作部分的外形。
16.优选的,所述的航空航天用高锁螺母还包括:步骤s8,将螺母成品工件进行除油、表面阳极化处理和涂覆十六醇润滑层处理操作,并将十六醇晾干。
17.与现有技术相比,本发明的有益效果是:不仅质量高并且加工良品率高,可显著降低成本。
附图说明
18.图1为本发明航空航天用高锁螺母加工工艺的框图;
具体实施方式
19.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
20.第一实施例
21.本发明为一种航空航天用高锁螺母加工工艺,包括如下制作步骤:
22.步骤s1,锻造铝合金材料制备坯料;具体的,选择铝合金材料并提前进行冷拉、固溶和磨光处理,之后在锻造机上开坯锻造,锻造温度为600-700℃,能够确保锻造坯料的力学性能。
23.步骤s2,将螺母工件放入时效炉中进行人工时效处理;具体的,时效温度 680
±
10℃,时间14~16h;
24.步骤s3,多次镦制成型后形成镦制棒材,再将镦制棒材截断成螺栓杆料所需的长度;具体的,先加热到900℃进行第一次镦制,然后加热到1200℃进行第二次镦制,最后加热到800℃进行第三次镦制,让金属结构更加稳定。
25.步骤s4,冷挤压镦制棒材成形出螺母半成品,螺母半成品中的工艺部分和工作部分均由冷挤压成形;具体的,将镦制棒材放入冷挤压模具内,通过液压压力机将镦制棒材冷挤压成形出抗拉型高锁螺母螺母半成品中的工艺部分和工作部分的外形。
26.步骤s5,螺母半成品表面镀铜;具体的,采用无氰镀铜工艺,在初车后的零件表面镀铜;
27.步骤s6,攻制内螺纹,具体的,将镀铜后的螺母放置在普通攻丝机上攻制内螺纹;
28.步骤s7,镀银在螺母工件的内螺纹表面;
29.步骤s8,将螺母成品工件进行除油、表面阳极化处理和涂覆十六醇润滑层处理操作,并将十六醇晾干;
30.步骤s9,根据加工完成的铝合金高锁螺母的批量,按标准随机抽取一定数量的铝合金螺母,在扭力试验机上对螺母进行锁紧力矩等机械性能测试试验,再在拉力试验机上对螺母进行破坏拉力试验,试验合格后,出具机械性能试验报告书,将该批螺母包装入库,即完成整批螺母的加工和验收工作。
31.第二实施例
32.本发明为一种航空航天用高锁螺母加工工艺,包括如下制作步骤:
33.步骤s1,锻造铝合金材料制备坯料;具体的,选择铝合金材料并提前进行冷拉、固溶和磨光处理,之后在锻造机上开坯锻造,锻造温度为600-700℃,能够确保锻造坯料的力学性能。
34.步骤s2,多次镦制成型后形成镦制棒材,再将镦制棒材截断成螺栓杆料所需的长度;具体的,先加热到900℃进行第一次镦制,然后加热到1200℃进行第二次镦制,最后加热到800℃进行第三次镦制,让金属结构更加稳定。
35.步骤s3,冷挤压镦制棒材成形出螺母半成品,螺母半成品中的工艺部分和工作部分均由冷挤压成形;具体的,将镦制棒材放入冷挤压模具内,通过液压压力机将镦制棒材冷挤压成形出抗拉型高锁螺母螺母半成品中的工艺部分和工作部分的外形。
36.步骤s4,螺母半成品表面镀铜;具体的,采用无氰镀铜工艺,在初车后的零件表面镀铜;
37.步骤s5,攻制内螺纹,具体的,将镀铜后的螺母放置在普通攻丝机上攻制内螺纹;
38.步骤s6,将螺母工件放入时效炉中进行人工时效处理;具体的,时效温度 680
±
10℃,时间14~16h;
39.步骤s7,镀银在螺母工件的内螺纹表面;
40.步骤s8,将螺母成品工件进行除油、表面阳极化处理和涂覆十六醇润滑层处理操作,并将十六醇晾干;
41.步骤s9,根据加工完成的铝合金高锁螺母的批量,按标准随机抽取一定数量的铝合金螺母,在扭力试验机上对螺母进行锁紧力矩等机械性能测试试验,再在拉力试验机上对螺母进行破坏拉力试验,试验合格后,出具机械性能试验报告书,将该批螺母包装入库,即完成整批螺母的加工和验收工作。
42.第三实施例
43.本发明为一种航空航天用高锁螺母加工工艺,包括如下制作步骤:
44.步骤s1,锻造铝合金材料制备坯料;具体的,选择铝合金材料并提前进行冷拉、固溶和磨光处理,之后在锻造机上开坯锻造,锻造温度为600-700℃,能够确保锻造坯料的力学性能。
45.步骤s2,多次镦制成型后形成镦制棒材,再将镦制棒材截断成螺栓杆料所需的长度;具体的,先加热到800℃进行第一次镦制,然后加热到1200℃进行第二次镦制,最后加热到900℃进行第三次镦制,让金属结构更加稳定。
46.步骤s3,冷挤压镦制棒材成形出螺母半成品,螺母半成品中的工艺部分和工作部分均由冷挤压成形;具体的,将镦制棒材放入冷挤压模具内,通过液压压力机将镦制棒材冷挤压成形出抗拉型高锁螺母螺母半成品中的工艺部分和工作部分的外形。
47.步骤s4,螺母半成品表面镀铜;具体的,采用无氰镀铜工艺,在初车后的零件表面镀铜;
48.步骤s5,攻制内螺纹,具体的,将镀铜后的螺母放置在普通攻丝机上攻制内螺纹;
49.步骤s6,将螺母工件放入时效炉中进行人工时效处理;具体的,时效温度 680
±
10℃,时间14~16h;
50.步骤s7,镀银在螺母工件的内螺纹表面;
51.步骤s8,将螺母成品工件进行除油、表面阳极化处理和涂覆十六醇润滑层处理操作,并将十六醇晾干;
52.步骤s9,根据加工完成的铝合金高锁螺母的批量,按标准随机抽取一定数量的铝合金螺母,在扭力试验机上对螺母进行锁紧力矩等机械性能测试试验,再在拉力试验机上对螺母进行破坏拉力试验,试验合格后,出具机械性能试验报告书,将该批螺母包装入库,即完成整批螺母的加工和验收工作。
53.本发明的第一实施例、第二实施例、第三实施例各加工20个高锁螺母,测试合格产
品的数量。数据如下:
54.实施例合格产品数量114220316
55.由表1的数据可知,采用第二实施例加工20个产品时,合格率达100%,因此本技术第二实施例加工的产品的一致性明显更好。
56.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之。