一种新型内嵌型接续管挤压胀形液压系统的制作方法
1.本发明涉及接续管挤压胀形设备技术领域,尤其涉及一种新型内嵌型接续管挤压胀形液压系统。
背景技术:
2.现有钢芯铝绞线全张力接续管主要由钢压接管和铝压接管组成,压接时,先将铝绞线剥削一段露出钢绞线,用钢压接管将钢绞线压接,然后再用铝合金压接管将铝合金接续管、铝绞线、钢绞线压接在一起。这种传统的压接方法容易出现两方面问题:
3.(1)钢芯接续管压接对钢芯的损伤;
4.在传统的输变电工程架空导线的接续工艺中,钢芯铝绞线及地线的镀锌钢绞线(或铝包钢绞线)接头均用钢管直接套住钢绞线液压连接,如果钢管与钢绞线硬度不匹配、压接模具尺寸不合理、压接压力不足,容易出现欠压、松股、过压、钢丝表面损伤等缺陷,导致接头的握着力不满足标准要求。在造成钢芯铝绞线及地线的钢绞线压接缺陷因素中,钢管与钢绞线硬度不匹配是最不能避免的,在铝包钢绞线的生产工艺中,冷拉钢丝穿过液铝镀铝,相当做了一次回火,冷拉钢丝硬度降低,导致钢绞线硬度比钢管硬度低,压接时钢管内壁咬伤钢绞线钢丝,导致接头的握着力降低。
5.(2)铝接续管压接质量难以保证;
6.传统的输变电工程架空导线的接续工艺中,由于钢芯屈服强度远大于铝的屈服强度,铝绞线和铝合金接续管在压接处产生塑性变形硬化,单根铝绞线截面变细。
7.夏天,当温度增大时,钢芯向外膨胀挤压铝绞线,铝绞线和铝合金接续管也向内向外膨胀继续挤压钢芯,由于钢芯屈服强度远大于铝的屈服强度,铝绞线压接处继续产生塑性变形硬化、单根铝绞线截面继续变细。
8.冬天,当温度降低时,由于钢芯处于弹性范围内,钢芯截面变细,钢芯施加给铝绞线的压力降低,铝绞线的截面也收缩,但由于铝绞线已经发生屈服硬化,铝绞线的截面并未因为压力的降低而膨胀,这就导致铝绞线之间产生缝隙。雨水、大气、污物、腐蚀介质渗透到压接头铝绞线的缝隙中,导致铝绞线表面产生氧化,生成三氧化二铝,导致钢芯铝绞线接续管压接处接触电阻增大发热,最终失效。
9.为了解决传统的压接方法所导致的钢芯的损伤和铝接续管压接质量不稳定等问题,有必要设计一种新型内嵌型接续管挤压胀形液压工艺,使钢芯铝绞线一次成型,实现了高精度无切削加工,压接质量更高,降低劳动强度和减少工程费用。
技术实现要素:
10.本发明提供了一种解决上述问题,应用轴向挤压-高压内胀联合作用的一次成型技术,通过常温下材料的塑性变形,使钢芯铝绞线内嵌管型接续管结构一次成型的一种新型内嵌型接续管挤压胀形液压系统。
11.为了实现上述目的,本发明提供如下技术方案:
12.本发明的一种新型内嵌型接续管挤压胀形液压系统,该支架包括:
13.用于提供动力源的高压油控制系统,包括:电动机和增压器,所述电动机和增压器设置于电动机油箱上;
14.模具安装机构,所述模具安装机构的一端与增压器连接;
15.轴向挤压系统,所述轴向挤压系统与模具安装机构的另一连接;
16.所述第一电动机用于为第一液压泵提供动力,所述电动机油箱连接第一液压泵输入端,第一液压泵作为高压油控制系统的低压油源。
17.进一步的,所述第一液压泵通过液压管路分别连接二位二通电磁换向阀和第一单向阀,所述二位二通电磁换向阀通过液压管路与第一先导式溢流阀,第一先导式溢流阀用于设定第一液压泵的工作压力,二位二通电磁换向阀用于控制第一液压泵的升压与卸载。
18.进一步的,所述第一液压泵输出端通过液压管路与第一单向阀连接,第一单向阀通过液压管路二位四通电磁换向阀。
19.进一步的,所述增压器通过液压管路分别与第二单向阀第三单向阀、第四单向阀、第五单向阀及二位四通电磁换向阀构成双向增压回路,该双向增压回路一端连接第一单向阀、另一端连接第一压力继电器进油口,第一压力继电器连接二位二通电磁换向阀。
20.进一步的,所述模具安装机构包括:
21.对称设置的两个机架,两个所述机架设置于机座上,所述电动机油箱设置于机座的一侧;
22.压接模具,所述压接模具内设置有模具支撑架内,模具支撑架设置于两个机架之间,模具支撑架安装与机座上,所述模具支撑架内设置有密封接盘,工件位于模具支撑架和密封接盘之间,密封接盘的外表面与工件连接,密封接盘用于密封工件和模具支撑架之间的空隙工件,所述模具支撑架的挤压端设置有活塞杆。
23.进一步的,所述压接模具包括内外模具和附加模,所述附加模设置于内外模具内。
24.进一步的,所述轴向挤压系统,包括:
25.第二液压泵,所述第二液压泵连接液压泵油箱,所述液压泵油箱通过输油管连接挤压缸,所述第二液压泵位于输油管上,所述挤压缸与活塞杆连接;通过挤压缸的作用活塞杆能够接触工件,压接模具用于轴向挤压工件并固定工件。
26.换向阀,所述换向阀设置在机座油箱上,所述换向阀通过回油管连接挤压缸,所述换向阀通过回油管连接连接机座油箱,机座油箱用于回收回油管的油,机座油箱设置于机座的另一侧。
27.进一步的,所述第二液压泵通过液压管路连接二位二通电磁换向阀,所述二位二通电磁换向阀通过液压管路连接第二先导式溢流阀,所述第二先导式溢流阀用于设定第二液压泵的工作压力,二位二通电磁换向阀用于控制第二液压泵的升压与卸载。
28.进一步的,所述第二液压泵输出端通过液压管路与第六单向阀连接,所述第六单向阀通过液压管路分别与三位四通电磁换向阀、蓄能器和第二压力继电器连接。
29.进一步的,所述挤压缸与串联的第一节流阀和第二节流阀连接,挤压缸的两次工进的换接由二位二通电磁换向阀和二位二通电磁换向阀控制,三位四通电磁换向阀的通过液压管路分别连接第二液压泵、机座油箱、挤压缸、第一节流阀和二位二通电磁换向阀。
30.在上述技术方案中,本发明提供的一种新型内嵌型接续管挤压胀形液压系统,具
有以下有益效果:
31.1、应用轴向挤压-高压内胀联合作用的一次成型技术,使钢芯铝绞线内嵌管型接续管结构一次成型,实现了高精度无切削加工。
32.2、钢芯铝绞线内嵌管型接续管挤压胀形机采用液压传动和plc控制,实现了生产工艺流程的自动控制,提高了设备的自动化程度、效率和产品合格率。
33.3、高压油系统采用双向增压回路;挤压系统采用二节流阀串联二次工作进给回路,蓄能器保压,能够使压接质量更高,降低劳动强度和减少工程费用。
34.4、简单设计维修容易,搭配复动式液压泵作业,采用双回路结构设计,需配备双油路电动泵或机动泵即可工作。
35.5、复动式液压油缸可免除弹簧弹性疲乏复位慢的问题,可缩短活塞复位时间。
36.6、钢芯铝绞线内嵌管型压接面宽,压接次数少,可降低压接变形以及控制伸长率。
附图说明
37.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明中记载的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的附图。
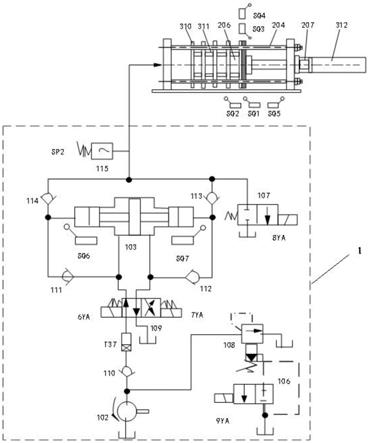
38.图1为本发明实施例提供的一种新型内嵌型接续管挤压胀形液压系统的结构示意图;
39.图2为图1中高压油控制系统的示意图;
40.图3为图1中轴向挤压系统示意图;
41.图4为本发明实施例提供的一种新型内嵌型接续管挤压胀形液压系统的工艺流程图;
42.图5为本发明实施例提供的一种新型内嵌型接续管挤压胀形液压系统的钢芯铝绞线嵌铝接续管压接简化模型示意图;
43.图6为本发明实施例提供的一种新型内嵌型接续管挤压胀形液压系统的plc电控系统接线图。
44.附图标记说明:
45.1、高压油控制系统;2、模具安装机构;3、轴向挤压系统;
46.101、电动机;102、第一液压泵;103、增压器;104、液压泵油箱;105、电动机油箱;106、第一先导式溢流阀;107、第二二位二通电磁换向阀;108、第一二位二通电磁换向阀;109、二位四通电磁换向阀;110、第一单向阀;111、第二单向阀;112、第三单向阀;113、第四单向阀;114、第五单向阀;115、第一压力继电器;
47.201、机架;202、机座;203、密封接盘;204、模具支撑架;205、压接模具;206、工件;207、活塞杆;
48.301、机座油箱;303、换向阀;304、输油管;305、回油管;306、蓄能器;307、三位四通电磁换向阀;308、第一节流阀;309、第二节流阀;310、内外模具;311、附加模;312、挤压缸;314、第二压力继电器;315、第三二位二通电磁换向阀;316、第二先导式溢流阀;317、第六单向阀;318、第二液压泵;319、第五二位二通电磁换向阀;320、第四二位二通电磁换向阀;
49.401、内嵌层管;402、包裹内嵌层管部;403、未包裹内嵌层管部;404、导线定型环;
405、第一铝接续管压接段;406、铝接续管未压接段;407、二铝接续管压接段。
具体实施方式
50.为了使本领域的技术人员更好地理解本发明的技术方案,下面将结合附图对本发明作进一步的详细介绍。
51.参见图1-6所示;
52.本发明实施例所述的一种新型内嵌型接续管挤压胀形液压系统,该支架包括:
53.用于提供动力源的高压油控制系统1,可通过高压油的注入和释放实现升压和卸载,包括:电动机101和增压器103,所述电动机101和增压器103设置于电动机油箱105上;
54.模具安装机构2,所述模具安装机构2的一端与增压器103连接;
55.轴向挤压系统3,所述轴向挤压系统3与模具安装机构2的另一连接;
56.所述第一电动机101用于为第一液压泵102提供动力,所述电动机油箱105连接第一液压泵102输入端,第一液压泵102作为高压油控制系统1的低压油源。
57.所述第一液压泵102通过液压管路分别连接第一二位二通电磁换向阀108和第一单向阀110,所述第一二位二通电磁换向阀108通过液压管路与第一先导式溢流阀106,第一先导式溢流阀106用于设定第一液压泵102的工作压力,第一二位二通电磁换向阀108用于控制第一液压泵102的升压与卸载。
58.所述第一液压泵102输出端通过液压管路与第一单向阀110连接,第一单向阀110通过液压管路二位四通电磁换向阀109。
59.所述增压器103通过液压管路分别与第二单向阀111、第三单向阀112、第四单向阀113、第五单向阀114及二位四通电磁换向阀109构成双向增压回路,该双向增压回路一端连接第一单向阀110、另一端连接第一压力继电器115进油口,第一压力继电器115连接第二二位二通电磁换向阀107。
60.双向增压回路可连续提供高压油的增压回路。其中增压器103采用增压缸,增压缸具有大活塞一个,小活塞两个,并由一根活塞杆连接在一起。
61.第一单向阀110导通时,液压泵油箱104的油经过第一液压泵102后能够流向二位四通电磁换向阀109,之后流入增压器103,也能够经过第二单向阀111和第五单向阀114能够流入第一压力继电器115;第一压力继电器115返回的油能够经第二二位二通电磁换向阀107流出高压油控制系统1,也能够依次经第四单向阀113、增压器103和二位四通电磁换向阀109流出高压油控制系统1,还能够依次经第四单向阀113、第三单向阀112和二位四通电磁换向阀109流出高压油控制系统1。
62.二位四通电磁换向阀109的工作由其上的电磁阀线圈6ya和电磁阀线圈7ya控制,二位四通电磁换向阀109的进油通路通过电磁阀线圈6ya控制、出油通路通过电磁阀线圈7ya控制;二位二通电磁换向阀108由其上的电磁阀线圈9ya控制动作;二位二通电磁换向阀107由其上的电磁阀线圈8ya控制动作;增压器103上设有sq6行程开关和sq7行程开关,sq6行程开关对应增压器103进气端作为增压器103进气端的行程开关,sq7行程开关对应增压器103排气端作为增压器103排气端的行程开关,sq6行程开关和sq7行程开关的作用为注入压力油交替限位(通过sq6行程开关和sq7行程开关为注入到模具安装机构2的内外模具310上的油进行交替限位)。第一压力继电器115上具有压力控制器sp2。
63.所述模具安装机构2包括:
64.对称设置的两个机架201,两个所述机架201设置于机座202上,所述电动机油箱105设置于机座202的一侧;
65.压接模具205,所述压接模具205内设置有模具支撑架204内,模具支撑架204设置于两个机架201之间,模具支撑架204安装与机座202上,所述模具支撑架204内设置有密封接盘203,工件206位于模具支撑架204和密封接盘203之间,密封接盘203的外表面与工件206连接,密封接盘203用于密封工件206和模具支撑架204之间的空隙工件,所述模具支撑架204的挤压端设置有活塞杆207。
66.所述压接模具205包括内外模具310和附加模311,所述附加模311设置于内外模具310内,附加模311与内外模具310一起构成完整的压接模具205,具体的,内外模具310用于轴向挤压工件206,附加模311用于固定工件206,附加模311固定在工件206接续管内管中,附加模311为工件206径向上提供由内向外的压力;所述内外模具310与第一压力继电器115的电信号输出端连接,第一压力继电器115用于控制输入到内外模具310的油的速度快慢,即控制内外模具310对工件206的轴向压接。
67.所述轴向挤压系统3,包括:
68.第二液压泵318,所述第二液压泵318连接液压泵油箱104,所述液压泵油箱104通过输油管304连接挤压缸312,所述第二液压泵318位于输油管304上,所述挤压缸312与活塞杆207连接;通过挤压缸312的作用活塞杆207能够接触工件206,压接模具205用于轴向挤压工件206并固定工件206。
69.换向阀303,所述换向阀303设置在机座油箱301上,所述换向阀303通过回油管305连接挤压缸312,所述换向阀303通过回油管305连接连接机座油箱301,机座油箱301用于回收回油管305的油,机座油箱301设置于机座202的另一侧。
70.所述第二液压泵318通过液压管路连接第三二位二通电磁换向阀315,所述第三二位二通电磁换向阀315通过液压管路连接第二先导式溢流阀316,所述第二先导式溢流阀316用于设定第二液压泵318的工作压力,第三二位二通电磁换向阀315用于控制第二液压泵318的升压与卸载。
71.所述第二液压泵318输出端通过液压管路与第六单向阀317连接,所述第六单向阀317通过液压管路分别与三位四通电磁换向阀307、蓄能器306和第二压力继电器314连接,蓄能器306用于挤压缸312保压,第二压力继电器314用于工况的转换,能够用于控制输入到挤压缸312的油的速度快慢,即控制活塞杆对工件206的挤压。
72.所述挤压缸312的工作进给采用第一节流阀308和第二节流阀309的串联调速方式,两次工进的换接由第四二位二通电磁换向阀320和第五二位二通电磁换向阀319控制,三位四通电磁换向阀307的进油口p连接第二液压泵318、回油口t连接机座油箱301、工作口a连接挤压缸312左腔(无杆腔),三位四通电磁换向阀307的工作口b连接第一节流阀308和第五二位二通电磁换向阀319,具体的,三位四通电磁换向阀307的工作口b连接第一节流阀308的a端和第五二位二通电磁换向阀319的a端,第一节流阀308的b端连接第二节流阀309的a端和第四二位二通电磁换向阀320的a端,第四二位二通电磁换向阀320的b端、第五二位二通电磁换向阀319的b端和第二节流阀309的b端均连接挤压缸312。
73.轴向挤压系统3对工件进行轴向挤压加工,其液压执行元件为挤压缸312,挤压缸
312可实现给出(快慢速进给)、保压与退回(快退)动作,挤压缸312的运动方向由三位四通电磁换向阀307控制,挤压缸312的工作进给采用第一节流阀308和第二节流阀309的串联调速方式,两次工进的换接由第五二位二通电磁换向阀320和第四二位二通电磁换向阀319控制,三位四通电磁换向阀307的进油口p连接第二液压泵318,回油口t连接机座油箱301,工作口a连接挤压缸312左腔(无杆腔),工作口b连接第一节流阀308和第五二位二通电磁换向阀319,三位四通电磁换向阀307的工作口b连接第一节流阀308的a端和二位二通电磁换向阀319的a端,第一节流阀308的b端连接第二节流阀309的a端和第四二位二通电磁换向阀320的a端,第四二位二通电磁换向阀320的b端、第五二位二通电磁换向阀319的b端和第二节流阀309的b端均连接挤压缸312。
74.第三二位二通电磁换向阀315的动作由上的电磁阀线圈5ya控制。第二压力继电器314上设有压力控制器sp1。三位四通电磁换向阀307的动作由以上的电磁阀线圈2ya和电磁阀线圈1ya控制,三位四通电磁换向阀307的工作口a与机座油箱301的连通以及工作口b与第二液压泵318的连通均通过电磁阀线圈1ya控制,三位四通电磁换向阀307的工作口a与第二液压泵318的连通以及工作口b与机座油箱301的连通均通过电磁阀线圈控制2ya。二位二通电磁换向阀319上具有电磁阀线圈3ya。二位二通电磁换向阀320上具有电磁阀线圈4ya。
75.所有行程开关位于总控制板上,行程开关sq1、行程开关sq2、行程开关sq3、行程开关sq4、行程开关sq5、行程开关sq6、行程开关sq7并联连接组成行程开关组,如图6所示,通过lk三位选转开关(带锁)进行手自动选择。各开关的具体工作情况如下:
76.sq1:当活塞杆207接近工件206时,行程开关sq1动作使电磁阀线圈3ya通电,电磁阀线圈1ya维续通电,液压泵102的压力油经第六单向阀317、三位四通电磁换向阀307、第一节流阀308和第五二位二通电磁换向阀320进入挤压缸312的右腔,挤压缸312左腔经三位四通电磁换向阀307向液压泵油箱105排油,活塞杆207由快进转为一次工进,使工件受到轴向预挤压,挤压速度由第一节流阀308调定。
77.sq2:当活塞杆207一次工进到位后,行程开关sq2动作使电磁阀线圈1ya、电磁阀线圈3ya断电,活塞杆207停止推进,挤压系统保压,同时继电器km1通电,使电动机101带动附加模311运转,附加模311退出工作位置,而内胀系统高压油继续保持输入工件206内腔。
78.sq3:按下启动按钮,电磁阀线圈1ya通电,使三位四通电磁换向阀307切换至中压位,第二液压泵318的压力油经第六单向阀317和三位四通电磁换向阀307进入挤压缸312的右腔,其左腔经三位四通换向阀307向机座油箱301排油,活塞杆207快速向左推进。行程开关sq3动作,使电磁阀线圈1ya断电,内外模具310和工件206到位。
79.sq4;当附加模311复位时,行程开关sq4动作,一方面使继电器km2断电,而使电动机101带动附加模311停止运转;另一方面使电磁阀线圈1ya、3ya及4ya通电,液压泵102的压力油顺次通过第六单向阀317、三位四通电磁换向阀307、第一节流阀308、第二节流阀309进入挤压缸312右腔,实现二次工进。
80.sq5:当活塞杆207快退到原位时,行程开关sq5动作使电磁铁2ya、8ya及9ya均断电。所有行程开关和电磁阀(即第一二位二通电磁换向阀108、第二二位二通电磁阀107、二位四通电磁换向阀109、三位四通电磁阀307、第三二位二通电磁换向阀315、第五二位二通电磁换向阀320和第四二位二通电磁混想法319)恢复初态,为新一轮加工做好准备。
81.sq6与sq7:电磁阀线圈3ya通电后,同时使高压油控制系统1的电磁阀线圈6ya通
电,二位四通电磁换向阀109切换至左位使进油路导通,依靠双向增压回路的增压器103、行程开关sq6和行程开关sq7,及电磁阀线圈6ya和电磁阀线圈7ya交替通电而使二位四通电磁换向阀109不断换向,连续向工件206内腔输入高压油。
82.图5为钢芯铝绞线嵌铝接续管压接简化模型,包括内嵌层管401、外嵌层变台阶铝管、铝接续管和导线定型环404,内嵌层管401嵌入到圆线同心绞架空导线19根绞钢绞线和圆线同心绞架空导线19根绞钢芯铝绞线之间,并包裹中央对接压接后的圆线同心绞架空导线19根绞钢绞线,外嵌层变台阶铝管402嵌入圆线同心绞架空导线19根绞钢芯铝绞线外,同时包裹插入内嵌层管和未插入的一段距离,外嵌层变台阶铝管包括包裹内嵌层管部402和未包裹内嵌层管部403,导线定型环404固定在19根绞钢芯铝绞线铝绞层接续端内嵌层管长度+20mm处,铝接续管套在外嵌层变台阶铝管外并压接铝接续管使得内嵌层管401紧密贴合圆线同心绞架空导线19根绞钢绞线、外嵌层变台阶铝管贴合圆线同心绞架空导线19根绞钢芯铝绞线形成铝接续管。铝接续管包括第一铝接续管压接段405、铝接续管未压接段406和第二铝接续管压接段407,第一铝接续管压接段、第二铝接续管压接段407和外嵌层变台阶铝管长度相同。
83.当挤压胀形机的挤压缸312活塞在原位时,将压接模具205置于模具支撑杆204内,并均匀地套在工件206上,也就是均匀地套在全张力铝接续管、内嵌层铝管以及导线定性环上的未压接段上,安装好工件206和压接模具205后,启动液压泵102和电动机101,电动机101输送液压油,提供液压,本技术结构即可进入自动加工过程,其工艺流程如图4所示。系统各工况的转换通过安装在挤压胀形机上各位置的行程开关sq1~sq7和第一压力继电器115(及第二压力继电器314来实现。
84.具体工艺包括以下步骤:
85.a.挤压缸312快进(推进)。按下按钮sb1,电磁阀线圈1ya通电使三位四通电磁换向阀307切换至右位(右位即中封、中泄、中压这三位中的中压),第二液压泵318的压力油经第六单向阀317和三位四通电磁换向阀307进入挤压缸312的右腔(有杆腔),其左腔经三位四通换向阀307向机座油箱301排油,活塞杆207快速向左推进。
86.b.一次工进。当活塞杆207接近工件206时,即活塞杆207即将接触工件206,行程开关sq1动作使电磁阀线圈3ya通电,此时第五二位二通电磁换向阀319关闭,电磁阀线圈1ya继续通电,第二液压泵318的压力油经第六单向阀317、三位四通电磁换向阀307、第一节流阀308和第四二位二通电磁换向阀320进入挤压缸312的右腔,此时第四二位二通电磁换向阀320关闭,挤压缸312左腔经三位四通电磁换向阀307向机座油箱301排油,活塞杆207由快进转为一次工进,使工件206受到内外模具310的轴向预挤压,挤压速度由第一节流阀308调定。
87.c.由高压油控制系统1通过二位四通电磁换向阀109向工件206内部注入高压油。电磁阀线圈3ya继续保持通电,同时使高压油控制系统1的电磁阀线圈6ya通电,即二位四通电磁换向阀109切换至图2示左位(即进油通路导通),依靠增压器103、行程开关sq6和行程开关sq7,依靠电磁阀线圈6ya和电磁阀线圈7ya交替通电而使二位四通电磁换向阀109不断换向,通过增压器103连续向工件206内腔输入高压油。
88.增压器103为双作用的增压器,行程开关sq6与增压器103左端线路串联,控制电磁换向阀6ya工作,行程开关sq7与增压器103右端线路连接,控制电磁换向阀7ya工作。
89.第二单向阀111、第三单向阀112、第四单向阀113和第五单向阀114与双作用的增压器103及二位二通电磁换向阀109构成双向增压回路。行程开关sq6与增压器103左端线路接通后,电磁换向阀6ya工作,液压泵102输出的压力油通过二位二通电磁换向阀109进入增压缸左端的大、小油腔,推动活塞向右运动;增压缸右端的大油腔的油液经二位二通电磁换向阀109流回油箱,增压缸右端小油腔的油液经第五单向阀114输出。此时第二单向阀112和第四单向阀114被封闭。
90.行程开关sq7与增压器103右端线路连接,电磁换向阀7ya工作,第一液压泵102输出的压力油通过二位二通电磁换向阀109进入增压缸右端的大、小油腔,推动活塞反向向左运动;增压缸左端的大油腔的油液经二位二通电磁换向阀109流回油箱,增压缸左端小油腔的油液经第五单向阀114输出。此时第二单向阀111和第四单向阀113被封闭。
91.当活塞杆207向左推进至内外模具310轴向挤压工件206到达理论位置时,即轴向挤压工件206满足要求时,行程开关sq3动作,使电磁阀线圈1ya断电,通过二位四通电磁换向阀109及增压器103向工件206内部注入高压油。
92.通过一次工进和注入设定压力的高压油同时进行,一方面使工件206受轴向预挤压逐渐缩短;另一方面高压油使工件206内部部分区域环向外膨胀变形,圆周尺寸增大,工件206在轴向预挤压及高压内胀联合作用下,形成初始波纹。
93.d.移去附加模311,即远离工件206)当活塞杆207一次工进到位后,行程开关sq2动作使电磁阀线圈1ya断电、电磁阀线圈3ya断电(sq2行程开关与电磁阀线圈1ya和3ya串联,行程开关sq2动作后电磁阀线圈1ya和3ya断电),二位二通电磁换向阀319由关闭状态进入连通状态,活塞杆207停止推进,挤压系统保压,同时plc电控系统中的继电器km1通电使电动机101带动附加模31运转,电动机101用于输送液压油,提供液压,附加模311退出工作位置,而高压油控制系统1高压油继续保持输入工件206内腔。
94.e.二次工进。通过开关km1、km2进行调节附加模311复位时,此时复位即附加模311又作用于工件206,启动行程开关sq4,一方面使继电器km2断电而使电动机101停止运转;另一方面使电磁阀线圈1ya、电磁阀线圈3ya、电磁阀线圈4ya通电,二位二通电磁换向阀32由连通状态进入关闭状态,第二液压泵318的压力油顺次通过第六单向阀317、三位四通电磁换向阀307、第一节流阀308、第二节流阀309进入挤压缸312右腔,实现二次工进。二次工进速度小于一次工进速度,且由第二节流阀309的开度决定。工件206继续受轴向挤压而变形缩短,同时,增加至定值的内胀高压油将使具有初始波纹的工件206继续胀形,直到工件206成为由压接模具205约束的波纹外形为止,即工件206内胀后将受到内外模具310约束,如图5所示。
95.f.保压。当二次工进到位,轴向挤压系统3压力达到第二压力继电器314的设定值时,第二压力继电器314动作,电磁阀线圈1ya、电磁阀线圈3ya、电磁阀线圈4ya断电使三位四通电磁换向阀307、第四二位二通电磁换向阀320、第五二位二通电磁换向阀319均复至图3所示位置(即三位四通电磁换向阀307恢复中间位置即中泄,第五二位二通电磁换向阀319和第四二位二通电磁换向阀320都处于连通位置)、电磁阀线圈5ya通电使第三二位二通换向阀315切换至上位(出油通道导通),液压泵102卸载,第六单向阀317自动关闭,挤压缸312由蓄能器306保压,稳定工件成型时的塑性变形,此时,内胀高压油继续输入工件206内腔,保持定值高压,时间继电器t37开始定时,时间继电器t37设置于连接第一单向阀110和二位
四通电磁换向阀109的液压管路上。
96.g.释放高压油。时间继电器t37的定时时间到后使电磁阀线圈6ya和电磁阀线圈7ya断电,同时使电磁阀线圈8ya和电磁阀线圈9ya通电,电磁阀线圈8ya通电使第二二位二通电磁换向阀107切换至右位(右位为第二二位二通电磁换向阀107的出油通路导通),电磁阀线圈9ya通电使第一二位二通电磁换向阀108切换至上位(上位为第一二位二通电磁换向阀108的出油通路导通)。第一液压泵102卸载、工件206孔内的高压油经第二二位二通电磁换向阀107释放排回至机座油箱301。
97.h.快退。高压油释放至油压为零时,第一压力继电器115使电磁阀线圈5ya断电、电磁阀线圈2ya通电,第三二通二位电磁换向阀315复位(进油通道导通),三位四通电磁换向阀307切换至左位(中封),第二液压泵318的压力油顺次通过第六单向阀317、三位四通电磁换向阀307进入挤压缸312左腔,右腔经第四二位二通电磁换向阀320和三位四通电磁换向阀307向机座油箱301排油,挤压缸312的活塞快退。
98.i.原位:活塞杆207快退到原位时,行程开关sq5动作使电磁铁电磁阀线圈2ya、电磁阀线圈8ya、电磁阀线圈9ya均断电。所有行程开关和电磁阀线圈恢复初态,即所有电磁阀线圈都不通电,所有行程开关均不启动,为新一轮加工做好准备。
99.参照图6,根据实际的i/o接口和其他的被控对象,系统采用了s72200系列可编程控制器,按系统的控制要求,需要13个输人点,13个输出点,故选用cpu226作为控制模块。使用现有的输入/输出点已能满足系统的要求,无需扩展,其中plc的输人/输出电源为直流24v,并且输入端开关器件选择其常开触点。包括行程开关sq1、行程开关sq2、行程开关sq3、行程开关sq4、行程开关sq5、行程开关sq6、行程开关sq7、按钮sb1、按钮sb2、三位选转开关lk(带锁)、压力控制器sp1、压力控制器sp2、交流接触器km1、交流接触器km2、电磁阀线圈1ya、电磁阀线圈2ya、电磁阀线圈3ya、电磁阀线圈4ya、电磁阀线圈5ya、电磁阀线圈6ya、电磁阀线圈7ya、电磁阀线圈8ya、电磁阀线圈9ya、中间继电器ka、指示灯a1、声光报警器a2、声光报警器a3。根据挤压胀形机的工艺特点,为保证机器正常运行,plc程序设计为3部分:手动运行程序,自动运行程序,应急中断程序。手动运行方式与自动运行方式通过转换开关lk切换,自动运行方式时整个加工过程自动完成;手动运行方式时每一工步前进一次需按一次启动按钮,按下停止按钮自动退回。在cpu226控制模块中,行程开关sq1、sq2、sq3、sq4、sq5、sq6、sq7并联连接组成总的行程开关,作用分别是快进限位、一次工进限位、工件模具到位、附加模复位、快退限位、注入压力油交替限位。按钮sb1和sb2按钮可分别控制plc接线电路的启动和停止,手动运行方式与自动运行方式通过转换三位选转开关lk切换。压力控制器sp1和sp2压力控制器可设定压力,到达压力设定点则可以实现触点闭合和零压控制。交流接触器km1、km2线圈得电时,其对应的常开触点闭合,使线路接通(220v-380v),从而附加模311被移去,然后使主电源接通。交流接触器km1、行程开关sq2和附加模电动机电源串联,行程开关sq2动作后,交流接触器km1常开触点闭合使得附加模电动机电源接通,电动机101运作使得附加模退出工作位置;交流接触器km2、行程开关sq4和附加模电动机电源串联,行程开关sq2动作后,交流接触器km1常开触闭触点闭合使得附加模电动机电源断开,电动机101停运,此时附加模退出工作位置。电磁阀线圈1ya、2ya、3ya、4ya、5ya、6ya、7ya、8ya、9ya并联组成的电磁阀线圈层,起着控制电磁阀通断,卸载挤压泵和高压泵、注入释放高压油的作用。中间继电器ka在线圈得电时触电闭合使线路接通(24v-220v)用于保护输出。a1
指示灯用于运行状态指示,a2和a3声光报警器可在系统运行出现故障时发出声音和灯光进行报警。
100.本技术部件优选情况如下:
101.电动机:ye2三相异步电动机
102.液压泵:赛力德dsq
103.增压器:新派xp01-08-10-15
104.行程开关:wkjdhk-2t
105.液压泵油箱:颍上力程wb418
106.电动机油箱:大泽动力motooyoo
107.先导式溢流阀:上海啸力dbds6k
108.控制电磁铁:waytopwcgd-102a
109.二位二通电磁换向阀:铭昌阀门2w
110.单向阀:丰泉阀门h61x/h62x/h64x
111.二位四通电磁换向阀:台鸣yc24d-15
112.机架:apcar201
113.机座:机座kx-tg32-4
114.密封接盘:赤泊环保yjd星型
115.模具支撑杆:祥乐yq-110
116.压接模具:日本压着端子制造jstad-955
117.活塞杆:宝博机械40cr
118.液压缸:君帆柱形液压油缸hc
119.换向阀:弘德昇4we6d61/ofcg24z5
120.输油管:优路6mm-203mm
121.回油管:cummins/康明斯ism/qsm
122.蓄能器:贺德克sb330-4a1/112u-330a
123.三位四通电磁换向阀:邦力bl4we06h
124.节流阀:est/伊斯特asc200-08
125.挤压缸:帕特力qf-500t
126.按钮:施耐德电气xb2bw33b1c
127.三位选转开关(带锁):施耐德电气k1d002ulhc
128.压力控制器:爱科(aisonic)vc-4000
129.交流接触器:施耐德电气lc1d38m7c
130.电磁阀线圈:费斯托电磁阀线圈msfg-24/42-50/604527
131.中间继电器:施耐德电气rxm2lb2ed
132.指示灯:施耐德电气xb4bvm4
133.声光报警器:悦欣yx02k-r
134.本发明的一种新型内嵌型接续管挤压胀形液压系统所用电元器件均为市售产品。
135.以上只通过说明的方式描述了本发明的某些示范性实施例,毋庸置疑,对于本领域的普通技术人员,在不偏离本发明的精神和范围的情况下,可以用各种不同的方式对所
描述的实施例进行修正。因此,上述附图和描述在本质上是说明性的,不应理解为对本发明权利要求保护范围的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1