一种钼坩埚及其旋压工艺的制作方法
1.本发明涉及坩埚生产领域,具体而言,涉及一种钼坩埚及其旋压工艺。
背景技术:
2.钼坩埚采用mo-1钼粉生产而成,使用温度在1100-1700℃。主要应用于冶金工业、单晶硅、太阳能、人造晶体和机械加工等行业。由于钼的熔点高达2610℃,因此钼坩埚被广泛应用于蓝宝石单晶生长炉、石英玻璃熔炼炉、稀土冶炼炉等工业炉内的核心容器,其使用的工作温度环境一般在2000℃以上,特别对于蓝宝石单晶生长炉来说,具有高纯度、高密度、无内裂纹、尺寸精准、内外壁光洁等特征的坩埚炉对蓝宝石晶体生长过程中的种晶成功率、拉晶质量控制、脱晶粘锅以及使用寿命起到了关键性的作用。目前常采用的生产工艺压制烧结成型再经过工艺成型钼坩埚,所得到的钼坩埚质量较差。
技术实现要素:
3.本发明提供了一种钼坩埚及其旋压工艺,能够有效解决常规工艺制得的钼坩埚质量差的问题。
4.本发明提供了一种钼坩埚的旋压工艺,包括如下步骤:
5.s1、选料,选用金属元素杂质含量低于250ppm的钼板;
6.s2、将步骤s1的钼板进行加热;
7.s3、对钼板进行底部旋压成型,得到第一半成品;
8.s4、对第一半成品进行圆边整形,得到第二半成品;
9.s5、对第二半成品进行侧壁旋压,得到第三半成品;
10.s6、对第三半成品进行在线调质处理,降温至室温,即得钼坩埚。
11.本发明实施例的技术方案至少具有如下优点和有益效果:
12.本发明所提供的旋压工艺所生产出来的钼坩埚,具备材料损失少、致密性高、组织均匀、无烧结空洞缺陷的特点,适用于作为蓝宝石单晶生长炉、石英玻璃熔炼炉、稀土冶炼炉等工业炉内的核心容器。
附图说明
13.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
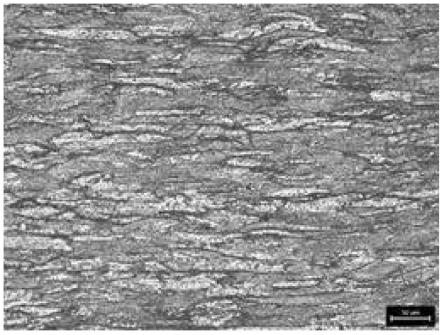
14.图1为实施例1在步骤s1中所选用钼板的组织状态图;
15.图2为对比例1在步骤s1中所选用钼板的组织状态图;
16.图3为实施例1中的半成品的展示图;
17.图4为对比例2中的半成品的展示图。
具体实施方式
18.为使本发明实施例的目的、技术方案和优点更加清楚,下面将对本发明实施例中的技术方案进行清楚、完整地描述。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
19.本具体实施方式提供了一种钼坩埚的旋压工艺,包括如下步骤:
20.s1、选料,选用金属元素杂质含量低于250ppm的钼板;
21.当金属杂质元素含量大于250ppm时,钼板中会出现组织不均匀的现象,由于旋压加工为点接触,对组织均匀性要求高,局部的组织不均匀会导致不同位置延展性不一,反映到产品上会在边部产生波浪,甚至开裂,因此,在选料时应当选用金属元素杂质含量低于250ppm的钼板。
22.s2、将步骤s1的钼板进行加热,将钼板加热至850-900℃;
23.s3、对钼板进行底部旋压成型,得到第一半成品;
24.其中,在底部旋压成型中,材料变形量为5-15%,控制底圆直径为100-130mm,底部斜面锥度为5-15
°
;在底部旋压成型完成后,在线对半成品外表面进行退火、消除加工硬化,退火温度为400℃-800℃。
25.s4、对第一半成品进行圆边整形,得到第二半成品;
26.其中,采用双面倒角,端面车削,双面倒角的角度为30-60
°
,倒角尺寸为1-5mm,端面车削的进尺为5-10mm;
27.如此可以控制第一半成品圆度在1-10mm,可有效改善旋压过程中的抖动,进而降低缺陷产生的概率;而进行圆边整形,将边缘分层、起皮修磨干净,同时尖角倒钝,可解决旋压边缘开裂问题。
28.s5、对第二半成品进行侧壁旋压,得到第三半成品;
29.其中,在侧壁旋压中,旋压机尾座跳动≤0.5-5mm,如不满足,则停止加工,车削制耳,至距离模具20-50mm;
30.s6、对第三半成品进行在线调质处理,降温至室温,即得钼坩埚;
31.其中,降温速率为3-15℃/min。
32.实施例1
33.本实施例用于制备钼坩埚,具体包括如下步骤:
34.s1、选料,选用金属元素杂质含量为200ppm的钼板;
35.s2、将步骤s1的钼板进行加热,将钼板加热至880℃;
36.s3、对钼板进行底部旋压成型,材料变形量为10%,控制底圆直径为115mm,底部斜面锥度为10
°
;在底部旋压成型完成后,在线对半成品外表面进行退火、消除加工硬化,退火温度为600℃,得到第一半成品;
37.s4、对第一半成品进行圆边整形,采用双面倒角,端面车削,双面倒角的角度为45
°
,倒角尺寸为3mm,端面车削的进尺为7mm,得到第二半成品;
38.s5、对第二半成品进行侧壁旋压,旋压机尾座跳动≤3mm,如不满足,则停止加工,车削制耳,至距离模具30mm,得到第三半成品;
39.s6、对第三半成品进行在线调质处理,以速率10℃/min降温至室温,即得钼坩埚
a1。
40.实施例2
41.本实施例用于制备钼坩埚,具体包括如下步骤:
42.s1、选料,选用金属元素杂质含量为150ppm的钼板;
43.s2、将步骤s1的钼板进行加热,将钼板加热至850℃;
44.s3、对钼板进行底部旋压成型,材料变形量为5%,控制底圆直径为100mm,底部斜面锥度为5
°
;在底部旋压成型完成后,在线对半成品外表面进行退火、消除加工硬化,退火温度为400℃,得到第一半成品;
45.s4、对第一半成品进行圆边整形,采用双面倒角,端面车削,双面倒角的角度为30
°
,倒角尺寸为1mm,端面车削的进尺为5mm,得到第二半成品;
46.s5、对第二半成品进行侧壁旋压,旋压机尾座跳动≤0.5mm,如不满足,则停止加工,车削制耳,至距离模具20mm,得到第三半成品;
47.s6、对第三半成品进行在线调质处理,以速率3℃/min降温至室温,即得钼坩埚a2。
48.实施例3
49.本实施例用于制备钼坩埚,具体包括如下步骤:
50.s1、选料,选用金属元素杂质含量为100ppm的钼板;
51.s2、将步骤s1的钼板进行加热,将钼板加热至900℃;
52.s3、对钼板进行底部旋压成型,材料变形量为15%,控制底圆直径为130mm,底部斜面锥度为15
°
;在底部旋压成型完成后,在线对半成品外表面进行退火、消除加工硬化,退火温度为800℃,得到第一半成品;
53.s4、对第一半成品进行圆边整形,采用双面倒角,端面车削,双面倒角的角度为60
°
,倒角尺寸为5mm,端面车削的进尺为10mm,得到第二半成品;
54.s5、对第二半成品进行侧壁旋压,旋压机尾座跳动≤5mm,如不满足,则停止加工,车削制耳,至距离模具50mm,得到第三半成品;
55.s6、对第三半成品进行在线调质处理,以速率15℃/min降温至室温,即得钼坩埚a3。
56.对比例1
57.其余特征与实施例1相同,所不同之处在于,在步骤s1中选用金属元素杂质含量为300ppm的钼板;
58.对比例2
59.其余特征与实施例1相同,所不同之处在于,无步骤s4。
60.实验例1
61.如图1、2所示,分别对实施例1和对比例1在各自步骤s1所选用的钼板进行观察。
62.实施例1所得到的产品组织均匀,加工过程顺畅;而对比例1所得到的产品存在孔洞和组织不均匀现象,在后续旋压加工过程中会出现开裂和漏液等问题。
63.对比例1由于杂质元素含量大于250ppm,其组织形态存在孔洞和组织不均匀现象,在后续旋压加工过程中会出现开裂和漏液等问题。
64.实验例2
65.如图3、4所示,分别对实施例1和对比例2中各自的半成品进行观察。
66.实施例1所得半成品的边部位置平整,延伸较为均匀开裂等风险低。
67.对比例2所得半成品的边部位置存在起皱、凹凸等现象,继续加工会在凹陷位置开裂,造成报废。
68.以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1