一种浸塑挂钩全自动成型碰焊机的制作方法
1.本发明涉及挂钩生产技术领域,具体涉及一种浸塑挂钩全自动成型碰焊机。
背景技术:
2.现有的浸塑挂钩与待浸塑挂钩的焊接组合工艺为,先采用独立的机台做好挂钩,然后将制作好的挂钩与浸塑工件通过另一机台碰焊焊接;传统的上述制作方式存在以下缺陷:1、挂钩生产出来后凌乱,难于分拆,且分拆时会变形;2、碰焊后挂钩与浸塑工件的角度不统一,导致在后续的浸塑流水线挂件时浸塑工件会碰到,影响浸塑效果;3、碰焊后挂钩头部突出的长度不同,形成浸塑后堆积的现象;4、效率低、周转繁琐,周转过程中挂钩磕碰变形。
技术实现要素:
3.针对现有技术中存在的缺陷,本发明的目的在于提供一种浸塑挂钩全自动成型碰焊机。
4.本技术提供了一种浸塑挂钩全自动成型碰焊机,所述全自动成型碰焊机包括机架,所述全自动成型碰焊机还包括:
5.线材输送组件,所述线材输送组件安装在所述机架上,用于输送校正线材;
6.线材长度计数装置,所述线材长度计数装置与所述线材输送组件相配合,用于计算线材输送到设定的材料长度;
7.压轧成型组件,所述压轧成型组件设置在所述线材输送组件的出料端,用于对经所述线材输送组件输出的线材进行挂钩压轧成型;
8.待浸塑工件输送组件,所述待浸塑工件输送组件安装在所述机架上,用于输送待浸塑工件;
9.焊接组件,所述焊接组件安装在所述机架上,所述焊接组件包括正电极和负电极,用于对所述待浸塑工件和经所述压轧成型组件压轧成型的挂钩进行焊接;
10.定位组件,所述定位组件设置在所述机架上,所述定位组件设置在所述正电极和负电极之间,所述待浸塑工件和经所述压轧成型组件压轧成型的挂钩通过所述定位组件进行定位,使得所述待浸塑工件的下部钩位与挂钩的头部处于同一位置且处于所述正电极和负电极之间。
11.进一步的,所述定位组件包括安装在所述机架上的挂料导料板,所述挂料导料板包括呈倾斜设置的倾斜部以及出料部,所述出料部设置在所述倾斜部的底端,所述出料部呈水平设置,所述出料部上设置有内凹的凹位部,其中当所述待浸塑工件通过所述倾斜部下落至所述凹位部时,所述待浸塑工件的下部钩位与挂钩的头部处于同一位置且处于所述正电极和负电极之间。
12.进一步的,所述正电极为处于固定状态的固定电极,所述负电极为可伸缩移动的活动电极,所述负电极与设置有的焊接驱动气缸固定相连。
13.进一步的,所述出料部还包括爬升部以及落料部,所述凹位部、爬升部以及落料部沿所述待浸塑工件输送方向依次布置,所述爬升部位于所述凹位部和落料部之间的凸起位置处,其中当所述待浸塑工件通过所述驱动气缸推动滑动至所述爬升部时,所述待浸塑工件跨过所述固定电极进行输送出料。
14.进一步的,所述压轧成型组件包括切刀滑座、轧型切刀、成型轴心、挂钩托料块、斜顶块、下顶块、轧型切刀气缸、下顶块气缸以及斜顶块气缸,所述轧型切刀竖直滑动安装在所述切刀滑座上,所述挂钩托料块邻近设置在所述切刀滑座一侧,用于水平放置切断后的挂钩线材,所述斜顶块与所述斜顶块气缸相连,所述下顶块与所述下顶块气缸相连,所述斜顶块和下顶块邻近设置在所述成型轴心附近,用于所述挂钩线材折弯成型。
15.进一步的,所述线材输送组件包括驱动电机、多个送线轮、横排调直轮组件以及竖排调直轮组件,所述送线轮与所述驱动电机相连,所述横排调直轮组件和竖排调直轮组件分别设置在所述线材的输入端,其中所述横排调直轮组件包括多个呈水平相对布置的转轮,用于对线材进行较直,所述竖排调直轮组件包括多个呈竖直上下相对布置的转轮,用于对线材进行较直。
16.进一步的,所述全自动碰焊成型机还包括插料组件,所述插料组件包括插料气缸、插料滑块以及一对活动托料块,一对所述活动托料块分别安装在所述挂料导料板两侧倾斜部的底端,所述活动托料块设置在所述凹位部的上方,所述活动托料块可上下翻转转动铰接安装在所述机架上,所述插料气缸与所述插料滑块相连,所述插料滑块与所述活动托料块相配合,驱动所述活动托料块向下翻转,使得位于所述活动托料块上的所述待浸塑工件下落至所述凹位部上。
17.本发明的有益效果为:
18.1、本技术中的全自动碰焊成型机通过设置有的定位组件,使得压轧成型后的挂钩的头部与浸塑工件的下部钩位处于同一位置,并且位于焊接组件的正电极和负电极之间,因而可以一次性地完成挂钩折弯成型以及其与待浸塑工件的焊接组合;
19.2、通过在挂料导料板的出口处设置有呈阶梯升高式的导料结构,即焊接完成的产品在经过呈阶梯式的爬升部时,工件直接跨过下方的固定电极进行滑动输出,巧妙地通过设置有的爬升部,可以有效避免工件滑动下落输出的过程中与下方的固定电极产生干涉;
20.3、通过将挂料导料板呈倾斜式设置,可以使得待浸塑工件依靠自身重力沿着挂料导料板进行滑落。
附图说明
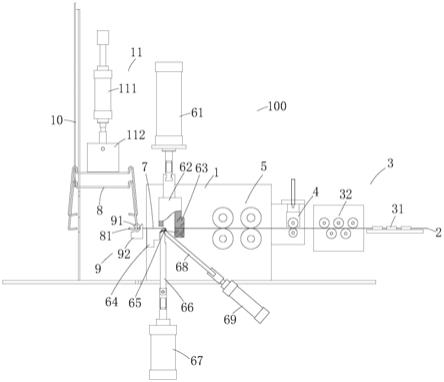
21.图1为本技术实施例中的全自动成型碰焊机主视方向结构示意图。
22.图2为本技术实施例中的全自动成型碰焊机侧视方向结构示意图。
23.图3为本技术实施例全自动成型碰焊机俯视方向结构示意图。
24.图中:
25.100-全自动成型碰焊机,1-机架,2-线材,3-线材输送组件,31-横排调直轮组件,32-竖排调直轮组件,4-线材长度计数装置,5-送线轮,6-压轧成型组件,61-轧型切刀气缸,62-轧型切刀,63-切刀滑座,64-挂钩托料块,65-成型轴心,66-下顶块,67-下顶块气缸,68-斜顶块,69-斜顶块气缸,7-线件,8-待浸塑工件,81-下部钩位,9-焊接组件,91-活动电极,
92-固定电极,10-挂料导料板,101-倾斜部,102-出料部,1021-凹位部,1022-爬升部,1023-落料部,11-插料组件,111-插料气缸,112-插料滑块,113-活动托料块。
具体实施方式
26.下面结合说明书附图与具体实施方式对本发明做进一步的详细说明。
27.参见附图1至图3所示,本实施例提供一种浸塑挂钩全自动成型碰焊机100,包括固定的机架1,在机架1的线材输入端布置有用于校正线材的线材2输送组件,线材2用于裁剪折弯成型为挂钩的形状。在本实施例中,线材输送组件3包括横排调直轮组件31以及竖排调直轮组件32。横排调直轮组件31包括呈左右两排对称布置的多个横向水平布置的转轮,横排调直轮组件31为用于对线材的左右两侧进行较直处理;竖排调直轮组件32包括呈上下两排对称布置的多个转轮,用于对线材的上下两侧进行较直处理。横排调直轮组件31和竖排调直轮组件32为用于对线材的外表面进行较直处理。
28.线材的输送为通过设置在机架1上的送线轮5进行带动输送,多个送线轮5呈上下对称布置在线材的两侧。送线电机通过减速箱带动送线轮传动轴转动,处于转动状态的送线轮传动轴进而带动送线轮5转动,从而实现线材的前移输送。
29.为了保证每一次线材的裁剪长度一致,在输送线材的一侧设置有线材长度计数装置4,即采用计数器传动轮,计数器传动轮用于计数线材输送前移的长度,即当输送线材的前移长度达到预设的长度时,送线电机停止转动,待上一段预设长度的线材完成裁剪折弯后,送线电机再进行转动输送线材,如此循环。
30.在线材的输出端设置有压轧成型组件6,压轧成型组件6用于对预设长度的线材进行裁剪折弯成型,为了便于描述,将裁剪后为预设长度的线材简称为线件7。压轧成型组件6包括轧型切刀62、成型轴心65、切刀滑座63、轧型切刀气缸61、挂钩托料块64、斜顶块68、下顶块66、成型轴心气缸、下顶块气缸67以及斜顶块气缸69。轧型切刀62竖直滑动安装在切刀滑座63上,挂钩托料块64邻近设置在切刀滑座63一侧,用于水平放置切断后的线件7,斜顶块68与斜顶块气缸69相连,成型轴心65与成型轴心气缸相连,下顶块66与下顶块气缸67相连,斜顶块68和下顶块66邻近设置在成型轴心65附近,成型轴心65、斜顶块68、下顶块66共同用于挂钩线材折弯成型。
31.达到预设长度的线材通过轧型切刀62进行裁剪,裁剪后的线件7邻近轧型切刀62的一端放置在成型轴心65上表面,并通过轧型切刀62将线件7裁剪的一端绕着成型轴心65向下弯折,经轧型切刀62初步压轧成型后的线件7,随后通过斜顶块气缸69驱动斜顶块68向上移动,对线件7进行二次轧型;最后再通过下顶块气缸67驱动下顶块66向上移动,对线件7压轧成型,形成挂钩形状。
32.待浸塑工件8通过待浸塑工件输送组件进行输送。待浸塑工件8下落到下方的定位组件中进行定位,使得待浸塑工件8的下部钩位81的位置与压轧成型后的挂钩线件7处于同一位置,为后续的工件的焊接奠定基础。
33.定位组件包括安装在机架1上的挂料导料板10,挂料导料板10包括呈倾斜设置的倾斜部101以及出料部102,出料部102设置在倾斜部101的底端,出料部102呈水平设置,出料部102上设置有内凹的凹位部1021,其中当待浸塑工件8通过倾斜部101下落至凹位部1021时,待浸塑工件8的下部钩位81与挂钩的头部处于同一位置且处于焊接组件9之间,即
位于焊接组件9的正电极和负电极之间。
34.正电极为处于固定状态的固定电极92,负电极为可伸缩移动的活动电极91,负电极与设置有的焊接驱动气缸固定相连。焊接时,线件挂钩的头部和待浸塑工件8的下部钩位81位于正电极和负电极之间。
35.为了便于焊接完成的工件顺利的滑落,不与固定电极92形成干涉,出料部102还包括爬升部1022以及落料部1023,凹位部1021、爬升部1022以及落料部1023沿待浸塑工件8输送方向依次布置,爬升部1022位于凹位部1021和落料部1023之间的凸起位置处,其中当待浸塑工件8滑动至爬升部1022时,待浸塑工件8跨过固定电极92进行输送出料。
36.在浸塑工件沿着挂料导料板10进行滑动下料的过程中,在挂料导料板10的底端处还设置有插料组件11,插料组件11包括插料气缸111、插料滑块112以及一对活动托料块113,一对活动托料块113分别安装在挂料导料板10两侧倾斜部101的底端,活动托料块113设置在凹位部1021的上方,活动托料块113可上下翻转转动铰接安装在机架1上,其中为了使得活动托料块113在翻转后可以自动复位,活动托料块113还安装有复位弹簧。插料气缸111与插料滑块112相连,插料滑块112与活动托料块113相配合,驱动活动托料块113向下翻转,使得位于活动托料块113上的待浸塑工件8下落至凹位部1021上。
37.下面对全自动成型碰焊机的工作过程做出简单的说明:
38.1、送线电机带动送线轮送料,送料过程中线材经过横竖两组调直轮时已被调直,计数器计算到设定材料长度,送料电机停止并制动;
39.2、气缸推动轧型切刀切断材料并初步轧型,气缸推动斜顶块进行二步轧型,再气缸推动下顶块将挂钩全部成型;
40.3、(下称母件)在挂料架上借助重力向下滑动,自动滑落到活动接料块上;
41.4、气缸推动插料滑块向下,推动母件脱出活动接料块,直至落到挂料导料板10的凹位处,此时,线件的下部钩位与挂钩的头部处同一位置,且均处在两电极之间;
42.5、气缸推动活动电极向前运动,压紧挂钩与母件,释放电流,把挂钩与母件焊接在一起;
43.6、气缸带动活动电极复位,成型抽心气缸带动成型轴心复位,轧型切刀气缸带动轧型切刀复位,插料气缸111带动插料滑块复位,这样使得焊接好的产品完全放松;
44.7、推料气缸推动推料滑块向前动作,从而推动焊好的产品,产品经过挂料导料板10前端设置的阶梯升高装置,使产品跨过固定电极,从而完全脱出挂料导料板10,并借助重力挂在设置在挂料导料板10前面的接料架上,
45.8、到此,完成产品加工过程,各部件、元件重新按设定动作工作,完成下一循环。
46.显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其同等技术的范围之内,则本发明也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1