一种油箱金属导流嘴的加工工艺的制作方法
1.本发明涉及汽车零件生产技术领域,尤其涉及汽车油箱加油口金属导流嘴的专门加工工艺的改进。
背景技术:
2.汽车油箱的加油管均设有导流嘴,作为加油时的油枪接口。导流嘴一般呈偏心的喇叭口形,喇叭口内设有内螺纹,用于连接油箱盖,密封油箱。作为司空见惯的汽车零部件,其生产工艺一直以来按照以下工艺步骤来实现:先拉伸,再热处理,接着旋压螺牙,最后再整形。具体的有以下两种主要工艺流程:一、传统工艺,在拉伸步骤,有些厂商是通过一道一道工序加工,每道工序都需要配备一台机器和人工,这样的加工方式,浪费人力,效率低;人工放置产品一致性不能保证,可能导致出现质量问题;此外,操作员工频繁将手伸入模腔取、放产品存在安全隐患。
3.二、改良的分段式工艺,即:拉伸成型通过连续生产,螺纹成型采用单工序制作。但由于拉伸成型会导致产品内应力大,所以需要中途退火消除内应力再进行螺纹成型。这又带来二次加工(螺纹成型)后产品又形成残余应力,经常引发后道焊接工序时工件开裂,且二次加工后产品会带有磁性,会吸附杂质。同时,二次加工后,工件表面会出现“压痕”等表面瑕疵。
4.按照以上分段式加工理念,即在中途(拉伸成型与螺纹成型之间)去做光亮退火处理,会导致生产不够连续,厂内半成品积压,现场产品状态多,管理难度大,存在质量风险;中途退回后再进行加工,产品外观加工痕迹明细,外观整体的光亮度不均。
5.中途退火会增加工序,退火前需要进行清洗处理,二次加工后还需要进行再次清洗,两次清洗不够环保且成本增加。
6.此外,对于螺纹成型处理,目前有些厂商是旋压扣螺牙,这种方式会导致应力集中易开裂,且装夹定位一致性不够精确,取件需人工拧出,存在质量风险,且操作繁琐。
7.因此,如何对传统产品的习惯工艺进行有效改进,进而促进生产效率与产品品质的提高,降低生产成本,成为亟待解决的技术问题。
技术实现要素:
8.本发明针对以上技术问题,提供了一种在确保品质的前提下能够连续进行金属材料塑形加工,工艺连续性强、工艺成本降低、节省人力、提高生产效率的一种油箱金属导流嘴的加工工艺。
9.本发明的技术方案是:包括落料工序,制取圆形片坯,还包括以下工序,1)、至少二次拉伸工序,将所述圆形片坯拉伸为锥筒状导流嘴坯形;2)、切飞边工序,将所述锥筒状导流嘴坯形外沿的多余边缘切除,制得锥筒状导流嘴坯体;3)、至少一次内外表面同步螺纹塑形工序,采用导流嘴外壁螺纹成型模具单元对
所述锥筒状导流嘴坯体进行同步内表面涨形、外表面扣合作业,使得所述锥筒状导流嘴坯体在面接触情况下完成螺纹成型,得带螺纹的导流嘴坯体;4)、嘴孔处理工序,将所述导流嘴坯体进行冲孔、孔缘翻边加工;5)、整形,完成金属塑形加工;6)、最后进行光亮退火处理,完毕。
10.所述步骤1~5)在同一台压力机上依次进行连续作业;在所述压力机的工作台与滑块上依次连续性设置有:至少二组拉伸模具单元、切飞边模具单元、至少一组导流嘴外壁螺纹成型模具单元、冲孔模具单元、翻边模具单元和整形模具单元;在所述压力机的工作台的前侧和后侧,对应所述至少二组拉伸模具单元、切飞边模具单元、至少一组导流嘴外壁螺纹成型模具单元、冲孔模具单元、翻边模具单元和整形模具单元分别设有同步机械手。
11.所述至少二组拉伸模具单元、切飞边模具单元、至少一组导流嘴外壁螺纹成型模具单元、冲孔模具单元、翻边模具单元和整形模具单元在所述工作台上依次等距设置;在所述压力机的工作台的前侧和后侧分别设有前移梁和后移梁,若干的所述同步机械手等距设置在所述前移梁和后移梁上,实现与模具单元的对应。
12.所述的导流嘴外壁螺纹成型模具单元包括:上模组件和下模组件,所述下模组件固定连接在工作台表面,其特征在于,还包括涨形机构;所述上模组件包括上模基板、上模垫块、垫块底板、顶针安装封板、顶针安装板和若干顶针,以及限位导向板、悬吊连接环、托板和若干向心滑瓣;所述上模垫块、垫块底板依次固定连接在所述上模基板的底面;在所述顶针安装板上均匀开设有若干顶针安装孔,所述若干顶针设在所述顶针安装孔内,所述顶针安装封板固定连接于所述顶针安装板的顶面,所述顶针安装封板、顶针安装板和若干顶针构成的组件再固定连接于所述垫块底板的底面;所述顶针的下端设有斜楔;所述托板上均布有若干滑瓣导槽,所述向心滑瓣活动设置在所述滑瓣导槽内;所述向心滑瓣向心方向的表面设有扣牙成型面、朝外方向的表面设有滑瓣斜楔槽,所述顶针下端的斜楔与所述滑瓣斜楔槽适配;所述悬吊连接环和限位导向板依次固定在所述托板的上表面,使得所述限位导向板、悬吊连接环、托板和若干滑瓣构成一整体部件,所述整体部件通过悬吊杆组件连接于所述垫块底板上,且所述限位导向板的顶面与所述顶针安装板之间保留有行程间隙h;所述下模组件包括托料板组件、下模面板、下模体、下模芯定位板、下模芯座板、下模结构板一、下模结构板二、下模结构板三和下模底板,所述涨形机构包括驱动缸、滑动驱动块、升降块、升降驱动体、下模芯、一对涨形瓣一和一对涨形瓣二;所述托料板组件包括托料板、托料板顶杆、复位板和弹性件,在所述工作台上设有通孔,所述复位板设在所述下模底板的底面、且位于所述通孔内,在所述工作台下方还固定设有弹性体,所述弹性体撑抵所述复位板;所述托板顶杆贯穿所述下模芯定位板、下模芯座板、下模结构板一、下模结构板二、下模结构板三和下模底板,所述托料板顶杆的顶端固定连接所述托料板底面、底端固定连接所述复位板的顶面;
所述下模体的顶面固定连接有所述的下模面板,在所述下模体底面依次固定连接所述的下模结构板二、下模结构板三和下模底板,所述下模结构板一设于所述下模体内部且固定连接在所述下模结构板二的顶面,在所述下模结构板一顶面由下至上还固定连接有下模芯座板和下模芯定位板,所述下模芯定位板上开设有容置槽,所述下模芯安置在所述容置槽内、且贯穿所述容置槽后固定连接于所述下模芯座板上;所述下模芯具有一柱状本体和设于柱状本体底部的一对肋板,在所述柱状本体朝向所述肋板的方向设有一对倾斜的涨形瓣一安装面,在所述柱状本体的顶面利用销柱和弹性件活动连接有内型模顶块,一对所述的涨形瓣设有与所述倾斜的涨形瓣一安装面的斜度适配的斜面,在一对所述涨形瓣一的底部分别设置有涨形瓣一的复位装置,所述柱状本体的另两侧面由底面分别开设有插舌导槽,所述升降驱动体成u型、形成一对插舌,所述插舌的顶部设有锥形面,所述升降驱动体伸入插舌导槽;在所述插舌的两侧分别设有凸块,所述凸块固定设于所述下模芯定位板上,在所述凸块与所述插舌之间设置所述的涨形瓣二,所述涨形瓣二与所述凸块之间设有复位弹簧;在所述下模结构板二上开设有滑槽,所述滑动驱动块设在所述滑槽内,所述滑动驱动块连接设置在外部的所述驱动缸,在所述滑动驱动块顶面开设有斜槽,在所述斜槽与所述升降驱动体之间设所述的升降块。
13.所述上模组件还设有导柱,所述下模组件设有导柱孔。
14.所述涨形瓣一的复位装置包括顶段、中段和底端,所述顶端为矩形杆,中段为直杆,底端为压缩弹簧;所述涨形瓣一的复位装置倾斜设置,且贯穿所述下模芯、下模芯定位板、下模芯座板、下模结构板一、下模结构板二和下模结构板三,底端撑抵设置在所述下模底板上。
15.所述限位导向板上设有一对导向定位凸耳,所述下模面板上设有一对导向定位槽。
16.所述上模组件还开设有顶杆组件贯穿孔,在所述顶杆组件贯穿孔内贯穿设置有压料杆组件,所述压料杆组件包括压料杆和气缸,所述压料杆底端用于撑抵定位工件的顶面。
17.本发明在一台压力机上将圆形片状坯料加工为深筒形工件时,进行连续塑形变形,且能避免其开裂。在全面成型后,再将其进行光亮退火处理。这样一来节省了中途退火产生的工序繁复,二来保证了成品最终完全的“光亮”状态。
18.本发明的技术方案中,相对于现有技术一是在一台压力机上设置连续工位进行自动化连续板料成型加工,二是在关键的螺纹成型工序,采用了导流嘴外壁螺纹成型模具单元对锥筒状导流嘴坯体进行同步内表面涨形、外表面扣合作业,使得锥筒状导流嘴坯体在“面”接触情况下完成螺纹成型,在
ꢀ“
全面接触”金属板材塑形加工作业工况下,即便半成品工件存在一定的内应力及晶相缺陷,也不会导致工件出现开裂现象(当然不能排除极少比例的残次品)。本发明的加工工艺,生产效率高,可以在连续加工作业完成成品塑形后再行热处理,节约了工序,大大提高了工作效率。同时由于热处理后置,热处理后不存在任何板材塑形工序,使得成品外形美观均一,内在品质提升。
附图说明
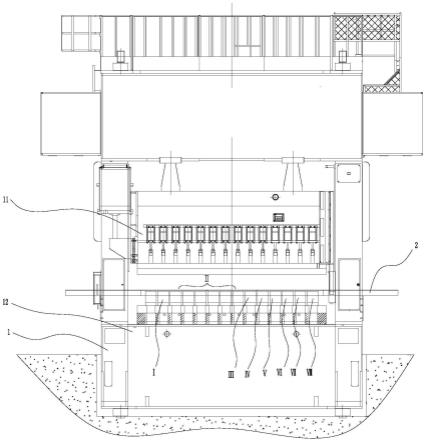
19.图1是实现本发明加工工艺的专门设备的结构示意图,图2是图1的左视图,图3是本发明加工工艺制成品的立体示意图,图4是本发明专门设备中同步机械手的结构示意图,图5是图4的右视图,图6是本发明本成品坯料在专门设备上各模具单元流转的工作示意图,图7是本发明中落料工序的示意图,图8是本发明实施方式中一次拉伸工序的示意图,图9是本发明实施方式中二次拉伸工序的示意图,图10是本发明实施方式中三次拉伸工序的示意图,图11是本发明实施方式中四次拉伸工序的示意图,图12是本发明实施方式中五次拉伸工序的示意图,图13是本发明实施方式中六次拉伸工序的示意图,图14是本发明实施方式中切飞边工序的示意图,图15是本发明中导流嘴外壁螺纹成型模具单元的立体外形图,图16是本发明中导流嘴外壁螺纹成型模具单元的结构示意图,图17是图16中a-a剖视图,图18是图17中b-b剖视图,图19是导流嘴外壁螺纹成型模具单元中上模组件的立体拆分图一,图20是导流嘴外壁螺纹成型模具单元中上模组件的立体拆分图二,图21是上模组件中向心滑瓣的立体图,图22是上模组件中向心滑瓣与托板的装配关系示意图,图23是上模组件中顶针的立体图,图24是上模组件中顶针、向心滑瓣与托板的装配关系示意图,图25是上模组件中限位导向板的立体示意图,图26是导流嘴外壁螺纹成型模具单元中下模组件的立体拆分图一,图27是导流嘴外壁螺纹成型模具单元中下模组件的立体拆分图二,图28是导流嘴外壁螺纹成型模具单元中下模与涨形机构的立体示意图,图29是导流嘴外壁螺纹成型模具单元中涨形机构的立体拆分图一,图30是导流嘴外壁螺纹成型模具单元中涨形机构的立体拆分图二,图31是下模芯的立体示意图。
20.图中:1是压力机,11是滑块,12是工作台(原6),121是弹性件,2是前移梁,3是后移梁, 4是同步机械手,41是v形夹块;5是工件,50是工件圆形片坯,51是螺纹,52是嘴孔,ⅰ是排料工位,ⅱ是拉伸工位,ⅲ是切飞边工位,ⅳ是外壁螺纹成型工位,
ⅴ
是冲嘴孔工位,ⅵ是嘴孔一次翻边工位,ⅶ是嘴孔二次翻边工位,
ⅷ
是整形工位;ⅳ1是上模组件,ⅳ11是上模基板,ⅳ111是顶杆组件贯穿孔,ⅳ12是上模垫块,ⅳ121是垫块悬吊件安置孔,ⅳ13是垫块底板,ⅳ131是垫块底板悬吊件安置孔,ⅳ14是向心成
型机构,ⅳ141是顶针安装封板,ⅳ142是顶针安装板,ⅳ143是顶针,ⅳ1431是燕尾斜楔,ⅳ144是限位导向板,ⅳ1441是导向定位凸耳,ⅳ1442是顶针导槽,ⅳ145是向心滑瓣,ⅳ1451是滑瓣斜楔槽,ⅳ1452是滑瓣径向运动导块,ⅳ1453是扣牙成型面,ⅳ146是悬吊连接环,ⅳ147是垫环,ⅳ148是托板,ⅳ1481是滑瓣导槽,ⅳ2是下模组件,ⅳ21是托料板,ⅳ211是托料板顶杆,ⅳ212是复位板,ⅳ22是下模面板,ⅳ221是导向定位槽,ⅳ222是导柱孔,ⅳ23是下模体,ⅳ24是下模芯定位板,ⅳ241是凸块,ⅳ242是容置槽,ⅳ25是下模芯座板,ⅳ26是下模结构板一,ⅳ27是下模结构板二,ⅳ28是下模结构板三,ⅳ29是下模底板,ⅳ3是压料杆组件,ⅳ31是压料杆,ⅳ4是涨形机构,ⅳ41是驱动缸,ⅳ42是滑动驱动块,ⅳ43是升降块,ⅳ44是升降驱动体,ⅳ441是插舌,ⅳ45是下模芯,ⅳ451是内型模顶块,ⅳ452是涨形瓣一安装面,ⅳ453是插舌导槽,ⅳ454是下模芯顶面,ⅳ46是涨形瓣一,ⅳ461是涨形瓣一的复位装置,ⅳ47是涨形瓣二,ⅳ471是涨形瓣二复位弹簧,ⅳ472是内锥面;h是实现上模向心运动的行程间隙;图6中实心箭头表示前移梁与后移梁运动方向;图29、30中,空心箭头表示涨形瓣二的扩径运动方向,线箭头表示涨形瓣一的扩径运动方向,双点划线箭头表示涨形瓣一的复位装置运动方向。
具体实施方式
21.以下结合附图1-31进一步说明本发明,本发明所要加工的工件5导流嘴如图3所示,工件5整体呈锥筒形,顶端锥形的顶面开设有嘴孔52,在中下部筒身上需加工出凹陷的螺纹形状,以配合油箱盖的旋合。该结构工件加工的难点在于进行深筒形拉伸后,需进行退火处理,再加工筒身上的螺纹结构,否则会导致工件出现大比例开裂的情况。而本发明为克服现有技术的这一弊端,提出了以下连续加工塑形的工艺,将“退火”处理后置,以提升成品外观的一致性,避免退火后续再塑形,导致成品存在的二次内应力。
22.本发明的工艺,包括落料工序,即先行在机台前设置落料设备,制取圆形片坯,再送入压力机1上的排料工位ⅰ(如图7),然后按以下工序进行连续化加工,1)、至少二次拉伸工序,同步机械手4将圆形片坯50送入拉伸工位ⅱ,将圆形片坯50拉伸为锥筒状导流嘴坯形;本案中如图8-13采用六次拉伸工序,采用变形量逐次加大的多个拉伸模具来实现这一步序,将平板状圆形片坯50逐次拉伸为偏心深锥筒形状;2)、同步机械手4再将偏心深锥筒形状的半成品送入切飞边工位ⅲ,进行切飞边工序,如图14,将锥筒状导流嘴坯形外沿的多余边缘切除,制得锥筒状导流嘴坯体;3)、锥筒状导流嘴坯体再被送入外壁螺纹成型工位ⅳ,至少进行一次内外表面同步螺纹塑形工序,采用导流嘴外壁螺纹成型模具单元对锥筒状导流嘴坯体进行同步内表面涨形、外表面扣合作业,使得锥筒状导流嘴坯体在面接触情况下完成螺纹成型,得带螺纹的导流嘴坯体;4)、嘴孔处理工序,将导流嘴坯体送入冲嘴孔工位
ⅴ
、嘴孔一次翻边工位ⅵ和嘴孔二次翻边工位ⅶ进行冲孔、孔缘翻边加工;
5)、再将冲孔、翻边后的工件送入整形工位
ⅷ
,完成金属塑形加工;此时,成型的工件残存较大的内应力,且表面具有冲压、拉伸加工后的表面痕迹等缺陷;6)、最后进行光亮退火处理,消除工件5的内应力,表面光亮,强度均匀,完毕。
23.步骤1~5)在同一台压力机1上依次进行连续作业;在压力机1的工作台12与滑块11上依次连续性设置有:至少二组拉伸模具单元、切飞边模具单元、至少一组导流嘴外壁螺纹成型模具单元、冲孔模具单元、翻边模具单元和整形模具单元;即图1、6中的排料工位ⅰ、拉伸工位ⅱ、切飞边工位ⅲ、外壁螺纹成型工位ⅳ、冲嘴孔工位
ⅴ
、嘴孔一次翻边工位ⅵ、嘴孔二次翻边工位ⅶ和整形工位
ⅷ
。
24.在压力机1的工作台12的前侧和后侧,对应至少二组拉伸模具单元、切飞边模具单元、至少一组导流嘴外壁螺纹成型模具单元、冲孔模具单元、翻边模具单元和整形模具单元分别设有同步机械手4。至少二组拉伸模具单元、切飞边模具单元、至少一组导流嘴外壁螺纹成型模具单元、冲孔模具单元、翻边模具单元和整形模具单元在工作台12上依次等距设置;在压力机的工作台12的前侧和后侧分别设有前移梁2和后移梁3,若干同步机械手4等距设置在前移梁2和后移梁3上,实现与各模具单元的对应。如图6所示,前移梁2和后移梁3由往复运动机构进行往复运行驱动,带动其上的机械手4同步运动。前移梁2和后移梁3由往复运动实现工件5在x方向递次运行,机械手4在y方向对工件5进行取、放。
25.在压力机滑块11上升后,机械手4夹取对应模具上的半成品坯件,前移梁2、后移梁3再由驱动机构平移至下一模具工位,放置半成品坯件,再复位,等待滑块11下一次的下压作业。鉴于机械手4利用v形夹块41夹取不同直径的变形工件,以及前移梁2和后移梁3的往复运动在本领域属于常规的技术手段,在本案中不再赘述。
26.需要着重结合附图15-31说明本发明导流嘴外壁螺纹成型模具单元,包括上模组件ⅳ1和下模组件ⅳ2,下模组件ⅳ2固定连接在压力机设备工作台12的表面,上模组件ⅳ1则连接在压力机滑块12上;本发明导流嘴外壁螺纹成型模具单元的创新之处在于:还包括涨形机构ⅳ4,以及上模组件ⅳ1和下模组件ⅳ2的具体构造上。
27.上模组件ⅳ1包括上模基板ⅳ11、上模垫块ⅳ12、垫块底板ⅳ13、顶针安装封板ⅳ141、顶针安装板ⅳ142和若干顶针ⅳ143,以及限位导向板ⅳ144、悬吊连接环ⅳ146、托板ⅳ148和若干向心滑瓣ⅳ145;需要说明的是:如图18、19中,顶针安装封板ⅳ141、顶针安装板ⅳ142顶针ⅳ143、限位导向板ⅳ144、向心滑瓣ⅳ145、悬吊连接环ⅳ146、垫环ⅳ147和托板ⅳ148构成了上模组件ⅳ1中的向心成型机构ⅳ14,向心成型机构ⅳ14在本发明中是实现对工件5外表面螺纹塑形的任务。
28.具体构造为:上模垫块ⅳ12、垫块底板ⅳ13依次固定连接在上模基板ⅳ11的底面;在顶针安装板ⅳ142上均匀开设有若干顶针安装孔,若干顶针ⅳ143设在顶针安装孔内,顶针安装封板ⅳ141固定连接于顶针安装板ⅳ142的顶面,用于将顶针ⅳ143的顶端面进行限位固定。顶针安装封板ⅳ141、顶针安装板ⅳ142和若干顶针ⅳ143构成的组件再固定连接于垫块底板ⅳ13的底面;顶针ⅳ143的下端设有朝向外侧斜楔,具体结构设置为燕尾斜楔ⅳ1431;
23内部且固定连接在下模结构板二ⅳ27的顶面,在下模结构板一ⅳ26顶面由下至上还固定连接有下模芯座板ⅳ25和下模芯定位板ⅳ26,下模芯定位板ⅳ26上开设有容置槽ⅳ242,下模芯ⅳ45安置在容置槽ⅳ242内、且贯穿容置槽ⅳ242后固定连接于下模芯座板ⅳ25上;下模芯ⅳ45具有一柱状本体和设于柱状本体底部的一对肋板,在柱状本体朝向肋板的方向设有一对倾斜的涨形瓣一安装面ⅳ452,在柱状本体的顶面利用销柱和弹性件活动连接有内型模顶块ⅳ451,一对涨形瓣一ⅳ46设有与倾斜的涨形瓣一安装面ⅳ452的斜度适配的斜面,在一对所述涨形瓣一ⅳ46的底部分别设置有涨形瓣一的复位装置ⅳ461,在上模下压驱动工件5内顶面接触内型模顶块ⅳ451后,内型模顶块ⅳ451向下再驱动一对涨形瓣一ⅳ46沿斜面下行,同时实现扩径。该动作完成了对工件5内部表面的局部撑抵支撑、塑形。
34.柱状本体的另两侧面由底面分别开设有插舌导槽ⅳ453,升降驱动体ⅳ44成u型、形成一对插舌ⅳ441,插舌ⅳ441的顶部设有锥形面,升降驱动体ⅳ44伸入插舌导槽ⅳ453;在插舌ⅳ441的两侧分别设有凸块ⅳ241,凸块ⅳ241固定设于下模芯定位板ⅳ24上,在凸块ⅳ241与插舌ⅳ441之间设置涨形瓣二ⅳ47,涨形瓣二ⅳ47与凸块ⅳ241之间设有涨形瓣二复位弹簧ⅳ471;该动作完成了对工件5内部表面另一局部的撑抵支撑、塑形。
35.在下模结构板二ⅳ27上开设有滑槽,滑动驱动块ⅳ42设在滑槽内,滑动驱动块ⅳ42连接设置在外部的驱动缸ⅳ41,在滑动驱动块ⅳ42顶面开设有斜槽,在斜槽与升降驱动体ⅳ44之间设升降块ⅳ43。鉴于将平面运动动作转化为垂直方向运动动作也属于本领域常规技术措施,在此处对于其具体构造不再赘述。
36.为了保证上、下模运行的精度,上模组件ⅳ1还设有导柱ⅳ15,下模组件ⅳ2设有导柱孔ⅳ222。
37.涨形瓣一的复位装置ⅳ461包括顶段、中段和底端,顶端为矩形杆,中段为直杆,底端为压缩弹簧;涨形瓣一的复位装置ⅳ461倾斜设置,且贯穿下模芯ⅳ45、下模芯定位板ⅳ24、下模芯座板ⅳ25、下模结构板一ⅳ26、下模结构板二ⅳ27和下模结构板三ⅳ28,底端撑抵设置在下模底板ⅳ29上。保证在完成一次扩径动作后,一对涨形瓣一ⅳ46有效复位。
38.限位导向板ⅳ144上设有一对导向定位凸耳ⅳ1441,下模面板ⅳ22上设有一对导向定位槽ⅳ221。该结构主要是为了保证上模下行时,对上模的下部构件进行定位。
39.上模组件ⅳ1还开设有顶杆组件贯穿孔ⅳ111,在顶杆组件贯穿孔ⅳ111内贯穿设置有压料杆组件ⅳ3,压料杆组件ⅳ3包括压料杆ⅳ31和气缸,压料杆ⅳ31底端用于撑抵定位工件5的顶面。气缸可以设置在压力机上部,气缸驱动压料杆ⅳ31在工作过程中随动,保持对工件5顶面的压持状态。
40.本发明的模具在扣牙成型过程中分二步进行动作,第一步工件置于下模托料板后,上模组件下行,“柔性”地推动工件下行,直至工件内顶面接触内型模顶块;第二步达到推动行程后,开始进行扣牙行程,即上模继续下行、同时涨形机构动作,是通过三个动作实现扣牙作业完成:一是上模的向心滑瓣内缩对工件外表面塑形;二是涨紧机构动作,驱动涨形瓣二在高度不变的情况下做扩径运动,实现对工件内表面的局部塑形撑抵;三是工件在被下压的同时,下模芯顶面的内型模顶块下行、同时驱动涨紧瓣一在下行的同时扩径,实现对工件内表面的局部塑形撑抵。其中步骤二、三是由涨紧瓣一、涨紧瓣二合成为对工件完整内表面的撑抵。在该种“全面接触”金属板材塑形加工作业工况下,即便半成品工件存在一
定的内应力及晶相缺陷,也不会导致工件出现开裂现象(当然不能排除极少比例的残次品)。
41.本发明的加油嘴外壁螺纹成型模具构思精巧,生产效率高。可以在连续加工作业完成成品塑形后再行热处理,节约了工序,大大提高了工作效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1