一种水平式电解电火花加工装置及方法
1.本发明属于特种加工技术领域,尤其涉及一种水平式电解电火花加工装置及方法。
背景技术:
2.近年来,随着现代工业的高速发展,新型难加工材料的不断发现,微型化和精密化成为现在先进制造业发展的一个重要方向,对复杂微小零件的加工要求也越来越高。同时,随着微机电系统、微流体系统、航空航天等领域的蓬勃发展,耐热玻璃、陶瓷等具有耐高温、耐腐蚀、强度高等性能的非导电硬脆材料的应用也越来越广泛。然而,绝大部分硬脆材料,由于加工难度大,加工精度、表面质量和损伤层深度都将会对器件的性能产生影响,所以难以用传统的微细机械切削方法和常规的电火花加工技术对其加工。电解加工是一种基于阳极电化学溶解原理去除金属材料的制造技术,具有表面质量好、不受材料限制、工具无损耗等优点,加工过程中不存在变形层和残余应力等问题。
3.电解电火花的加工过程大致为:阴极和阳极电解产生气泡,气泡经过聚集产生气膜,并包围在工件表面,气膜对电极产生绝缘作用,在工具电极和电解质溶液之间形成电势差,工具电极在气膜处产生电火花放电,工件材料就会在不断放电产生的热量作用下被蚀除。由上述加工过程可知,气膜是产生电火花效应的必要条件,气膜的厚度、形成速度、稳定性等都对加工过程有着非常重要的影响。但由于目前常采用的电解液的表面张力、粘度、密度等都比较小,因此,电解过程所产生的气泡会在浮力的作用下溢出电解液表面,使得只有小部分气泡可以参与气层的形成,从而使得气层的形成占据了比较长的时间,而这会大大缩短有效的放电时间,降低加工效率。
4.中国专利cn102528187a公开了一种倒置式电化学放电加工方法及装置,该申请提供一种特种加工领域的倒置电化学放电加工方法,具体是将工具电极安装在工件的下方,工具电极通过电极夹具固定在工作槽的底面并且浸没在电解质溶液中,工件与机床的进给装置相连接,通过工件的进给来实现加工过程中的进给运动。还提供相应的装置,通过改变工具电极和工件之间的相对位置,使加工过程中产生的加工屑在重力的作用下能够比较容易地排出,这就使得加工过程中加工孔内电解质的流动能力得到了增强,而且由于采用倒置布局,电解反应产生的气泡会富集在加工工件下方电极端部的周围,形成稳定的气膜,从而有效增加了电化学放电加工过程的稳定性并保证了加工深度。但是,该技术主要解决的是孔类或微槽类零件的微细电火花加工问题,更多的是实现了高效“点”式加工,运用在槽加工或缝加工过程中时,加工范围有限,存在明显地效率慢的问题。
技术实现要素:
5.本发明的目的在于解决现有技术中的不足,提供一种水平式电解电火花加工装置及方法。加工时,将工具电极水平放置,改变了工具电极和加工工件之间的相对位置,工具电极位于加工工件下方并浸没在电解质溶液之中,能够在较厚工件上进行槽的加工,根据
电极选择的不同,也可进行线切割加工,扩大微细电火花加工范围。
6.本发明的技术方案为:一种水平式电解电火花加工装置,包括电解箱、辅助电极、工具电极、电源、工件和进给调节系统,电解箱中盛有电解液,辅助电极与电源的正极相接,工具电极与电源的负极相接,工具电极和工件同时浸没在电解液中,工具电极水平置于工件下方,工件由进给调节系统控制进给,工具电极与电极水平旋转系统相连接并由电极水平旋转系统控制旋转。
7.进一步地,电极水平旋转系统包括第一伺服电机、旋转主轴和底座,第一伺服电机设在机箱侧壁上,第一伺服电机与旋转主轴间通过传动带传动连接,旋转主轴水平活动连接在机箱底部的轴承座上,在旋转主轴端部设有电极夹头,工具电极通过电极夹头固定在旋转主轴上,在旋转主轴上设有进电块,进电块与电源的负极相连接,进电块与工具电极之间电性连接。
8.进一步地,电解液平面与工具电极上表面之间的距离小于2 mm。
9.进一步地,在电解箱底部设有电极支撑装置,电极支撑装置包括支撑杆、活动块和丝杆,丝杆水平置于电解箱底部,丝杆两端可转动地连接在电解箱底部两侧设置的轴承块上且其一端穿出电解箱后与第二伺服电机相连,活动块通过其内设置的丝杆螺母活动穿套在丝杆上,支撑杆固定在活动块上,支撑杆端部为锥形且其尖端与工具电极端部相接触。
10.进一步地,工具电极为电极丝或者是柱形电极;柱形电极为圆柱体状工具电极时,加工过程中第一伺服电机工作,带动圆柱体状工具电极以0-2500 r/min的速度旋转加工;柱形电极为非圆柱体状电极时,工具电极在加工过程中不旋转。
11.进一步地,在电极夹头与电解箱的配合面间设有密封件。
12.进一步地,支撑杆由聚四氟乙烯材料制成。
13.进一步地,丝杆外层涂有玻璃钢涂层。
14.上述水平式电解电火花加工装置的工作方法如下:a.安装在旋转主轴上的工具电极处于待加工工件下方,工具电极长度<30 mm时,支撑杆尖端与工具电极不接触,工具电极长度≥30 mm时,启动第二伺服电机带动支撑杆以1-10 mm/s的速度水平移动直至支撑杆的尖端与工具电极自由端相接触支撑;b. 工件在机床自带的进给调节系统的带动下以一定速度做进给运动,与此同时启动电源,在电源控制下,浸入电解液中的工具电极表面发生电化学反应,在工具电极表面产生气泡,气泡经过聚集产生气膜,进而在工具电极表面和气泡外表面形成电势差,击穿电极表面的气泡发生放电,从而对非导电的工件进行电火花蚀除;c. 进给调节系统带动工件继续以稳定的速度做进给运动,直到完成对工件的加工。
15.本技术的有益效果为:1.本技术中工具电极采用水平方式布局,相较于常规采用单一纵向“点”加工方式进行微细电火花放电加工的装置而言,可进行“线”或“面”的加工以及较厚非导电材料的加工,根据电极的选择不同,也可进行线切割的加工,大幅度提高深径比,扩大加工范围,提高加工效率;2. 水平布局方式进行加工时,电解反应产生的气泡会富集在待加工工件下方的工具电极的周围,易于在电极表面形成稳定性的气膜,增大放电面积,从而保证了加工的顺
利进行;3. 采用水平布局,加工过程中产生的放电蚀除物在重力的作用下能够比较容易地排出,对电蚀屑的顺利排出起到更积极作用,这就使得电解质溶液的流动性增强,减少了短路和非正常放电现象的发生,放电加工状态更加稳定;4. 电蚀物的顺利排出,可减少非正常放电的发生,促进了热量的散失,减少了对工具电极的损坏,同时短路和拉弧现象减少,能有效提高加工精度。
附图说明
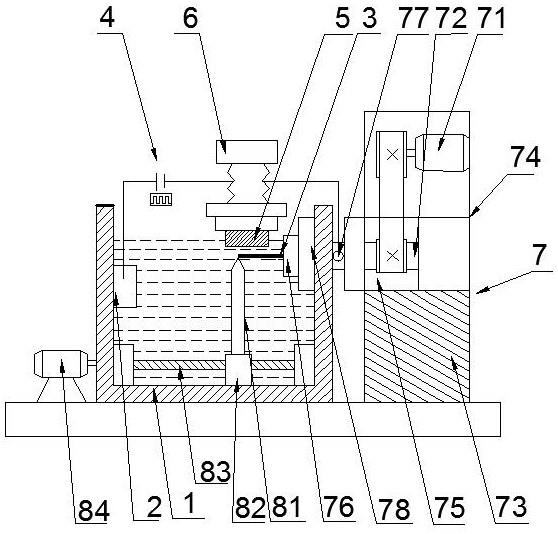
16.图1是一种水平式电解电火花加工装置的结构示意图;图2是工具电极为长度<30 mm的短圆柱体状电极时的加工示意图;图3是工具电极为长度≥30 mm的长圆柱体状电极时的加工示意图;其中,1-电解箱,2-辅助电极,3-工具电极,4-电源,5-工件,6-进给调节系统,7-电极水平旋转系统,8-电极支撑装置;71-第一伺服电机,72-旋转主轴,73-底座,74-机箱,75-轴承座,76-电极夹头,77-进电块,78-密封件;81-支撑杆,82-活动块,83-丝杆,84-第二伺服电机。
具体实施方式
17.以下实施例进一步说明本发明的内容,但不应理解为对本发明的限制。在不背离本发明实质的情况下,对本发明方法、步骤或条件所作的修改和替换,均属于本发明的范围。
18.实施例一 为了扩大加工范围,解决电解电火花加工过程中“线”、“面”高效加工的难题,以及实现对较厚非导电材料的加工,本实施例中公开一种水平式电解电火花加工装置。
19.该装置包括电解箱1、辅助电极2、工具电极3、电源4、工件5、进给调节系统6和电极水平旋转系统7;电解箱1中盛有电解液,辅助电极2与电源4的正极相接,工具电极3与电源4的负极相接,工具电极3和工件5同时浸没在电解液中,工具电极3水平置于工件5下方,工件5通过工件夹头连接在进给调节系统上并由进给调节系统控制进给,通过工件的进给来实现加工过程中的进给运动,工具电极3与电极水平旋转系统7相连接。
20.电极水平旋转系统7包括第一伺服电机71、旋转主轴72和底座73,第一伺服电机71设在机箱74侧壁上,第一伺服电机71与旋转主轴72间通过传动带传动的方式连接(以传动带实现的传动连接形式为现有技术中的常见结构,在此不多做赘述),旋转主轴72可转动地水平连接在机箱74底部的轴承座75上,在旋转主轴72端部设有电极夹头76,工具电极3通过电极夹头76固定在旋转主轴72上,在旋转主轴72上设有进电块77,进电块77与电源4的负极相连接,进电块77与工具电极3之间电性连接。
21.在电极夹头76与电解箱1的配合面间设有密封件78以增强连接处的密封效果,保证设备能抵御电解液的腐蚀、能够长期稳定运行。
22.为满足线、面加工要求,工具电极3可为电极丝或者是柱形电极,柱形电极可选圆柱体状工具电极或非圆柱体状工具电极(包括矩形体状工具电极或其他形状的工具电极,
具体形貌不做过多限制),当选择圆柱体状工具电极进行加工时,第一伺服电机71工作,带动圆柱体状工具电极3以0-2500 r/min的速度旋转加工,当选择的柱形电极为非圆柱体状电极时,工具电极3在加工过程中不旋转。
23.所述电源4为直流电源或脉冲电源,直流电源为可调节直流电源,直流脉冲电源为高电压、脉宽、脉间、峰值电流均独立可调的脉冲电源。
24.电解液选自氢氧化钠溶液、氢氧化钾溶液中的一种或多种,电解液平面与工具电极3上表面之间的距离小于2 mm。
25.对工具电极3进行侧面绝缘,绝缘部分位于工具电极3上靠近电极夹头76的一端,绝缘长度为1-3 mm。
26.辅助电极2由化学性质稳定且导电性良好的石墨材料制成。
27.当电源4在工具电极3和辅助电极2之间施加电压以后,工具电极3表面产生氢气泡,随着气泡的增多,气泡不断合并,在工具电极3表面形成气膜,由于气膜的绝缘作用使得在工具电极3和电解液之间形成电势差,当施加的电源电压超过临界电压值以后,在工具电极3和电解液之间发生火花放电,放电产生的能量将工件材料蚀除。此时,工件5在进给调节系统的带动下进给,保持工具电极3和工件5相邻端面之间的距离在30 μm以内,直到加工完成。
28.利用本实施例提供的装置进行水平式电解电火花放电加工过程时,由于采用水平加工方法,加工过程中产生的加工屑在重力的作用下能够比较容易地排出,对电蚀屑的顺利排出起到更积极作用,这就使得加工过程中电解质的流动能力得到了增强,减少了短路和非正常放电现象的发生;且由于采用水平布局,电解反应产生的气泡会富集在待加工工件下方电极的周围,增加了气膜的稳定性,从而有效增加了加工稳定性和加工深度;另外,水平布局能够弥补常规微细电火花放电加工采用单一纵向“点”加工方式的缺陷,可进行“线”或“面”的加工以及较厚非导电材料槽的加工,根据电极的选择不同,也可进行线切割的加工,增加放电加工深度,扩大加工范围,提高加工效率实施例二该实施例与实施例一的不同之处仅在于在电解箱底部设置了一套电极支撑装置8,其余结构均与实施例一中相同。
29.当工具电极3的长度较短时(<30 mm),加工过程中电极状态比较稳定,端部不会发生明显晃动,但是当工具电极3的长度较长时(≥30 mm),电解加工过程中会发生一定的抖动,进而可能会对加工过程稳定性和加工效果造成一定的影响,为了解决该问题,在电解箱1底部设置了电极支撑装置8,所述电极支撑装置8包括支撑杆81、活动块82和丝杆83,丝杆83水平置于电解箱1底部,丝杆83两端可转动地连接在电解箱1底部两侧设置的轴承块上且其一端穿出电解箱1后与第二伺服电机84相连,活动块82通过其内设置的丝杆螺母活动穿套在丝杆83上,支撑杆81固定在活动块82上,支撑杆81端部为锥形且其尖端与工具电极3端部相接触以起到支撑效果。当第二伺服电机84启动旋转,会带动丝杆83转动,在丝杆螺母的作用下,活动块82会将丝杆83的旋转运动转变为水平方向的移动,活动块82以1-10 mm/s的速度移动可带动支撑杆81灵活调节尖端位置以适应不同长度的长工具电极的支撑需要。
30.支撑杆81由耐强碱、耐腐蚀且不导电的聚四氟乙烯材料制成。
31.丝杆83外层涂有强度高、耐腐蚀、绝缘的玻璃钢涂层。
32.利用上述装置进行电解电火花加工的方法如下,其包括以下步骤:a.安装在旋转主轴上的工具电极3处于待加工工件5下方,工具电极3长度<30 mm时,支撑杆81尖端与工具电极3不接触,工具电极3长度≥30 mm时,启动第二伺服电机84带动支撑杆81水平移动直至支撑杆81的尖端与工具电极3自由端相接触支撑;b. 工件5在机床自带的进给调节系统6的带动下以一定速度做进给运动,与此同时启动电源4,在电源4控制下,浸入电解液中的工具电极3表面发生电化学反应,在工具电极3表面产生气泡,气泡经过聚集产生气膜,进而在工具电极3表面和气泡外表面形成电势差,击穿电极表面的气泡发生放电,从而对非导电的工件5进行电火花蚀除;c. 进给调节系统6带动工件5继续以稳定的速度做进给运动,直到完成对工件的加工。
33.图2是工具电极3为长度<30 mm的短圆柱体状电极时的加工示意图。在该情况下,不需要利用电极支撑装置8支撑电极,水平设置的工具电极3由第一伺服电机71带动旋转加工,直到加工完成。
34.图3是工具电极3为长度≥30 mm的长圆柱体状电极时的加工示意图。在该工况下需使用电极支撑装置8支撑电极,具体是启动第二伺服电机84带动支撑杆81水平移动直至支撑杆81的尖端与工具电极3自由端端部相抵后停止移动,接着,工具电极3由伺服电机带动旋转加工,直到加工完成。
35.以上显示和描述了本发明的基本原理、主要特征及优点。但是以上所述仅为本发明的具体实施例,本发明的技术特征并不局限于此,任何本领域的技术人员在不脱离本发明的技术方案下得出的其他实施方式均应涵盖在本发明的专利范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1