一种弧形铝型材用多点夹持的切割装置的制作方法
1.本发明涉及铝型材加工技术领域,具体为一种弧形铝型材用多点夹持的切割装置。
背景技术:
2.铝型材镀钛金工艺,属于镀膜技术它是在常规镀钛工艺基础上增加预镀和电镀工艺步骤,预镀工艺是将活化后的镀件置于食盐和盐酸的水溶液中进行化学处理。
3.而铝型材作为一种新型建筑材料,它是铝合金建筑型材制成的具有隔热、隔音功能的复合材料,它除了具有作为建筑型材所具有的结构强度特性外,还具有优良的保温性能和隔声性能,其兼顾了塑料和铝合金两种材料的优势,同时满足装饰效果和门窗强度及耐老性能的多种要求,则为了满足产品的安装与制作要求,需要用到切割装置对其进行切割成相对应的规则。
4.但是目前的铝型材切割装置在进行切割时,由于铝型材有着较高的硬度,切割的刀具在加工后,刀具较易破损,而产品无法完成有效切割的同时,产品的切割表面会有较大的瑕疵,工作人员后期会对其进行打磨,有些毛刺过多的情况下,需要重新加工,则操作步骤较多,因此,我们提出了一种弧形铝型材用多点夹持的切割装置。
技术实现要素:
5.为了解决上述技术问题,本发明提供一种弧形铝型材用多点夹持的切割装置,由以下具体技术手段所达成:
6.一种弧形铝型材用多点夹持的切割装置,包括切割调距滑板和多点夹持机架,所述切割调距滑板设置在多点夹持机架的外侧,所述切割调距滑板包括伸缩滑杆架,所述伸缩滑杆架的一侧转动连接有第一卡位滑板架,所述第一卡位滑板架的底端设置有用于减缓冲击的曲形气囊,所述伸缩滑杆架远离第一卡位滑板架的一侧设置有第二卡位滑板架,所述第二卡位滑板架的内侧滑动连接有具有限位功能的滑杆块,所述滑杆块的底端端口转动连接有用于提供旋转力的主控转轮架,所述主控转轮架的两侧转动连接有辅助转轮,所述主控转轮架的底端端口转动连接有气囊缓冲接收架,所述气囊缓冲接收架的内侧开设有滑槽,所述第一卡位滑板架的外侧卡接有辅助支撑缓冲底杆,所述多点夹持机架包括中央卡位夹板,所述中央卡位夹板的两侧设置有用于固定曲形铝型材的曲形安装夹板,所述中央卡位夹板转动连接在辅助转轮的外侧端口。
7.采用上述方案,通过主控转轮架旋转带动伸缩滑杆架向下移动,而工作人员通过调整滑动板块带动电机架进行位置调换至规定位置,则电机架通过防脱卡环带动夹持板进行位置移动,防脱卡环通过固定防护滑杆带动定位切割安装板移动至加工位置,则伸缩滑杆架带动定位切割安装板向下移动,伸缩滑杆架带动曲形气囊向下侧移动,致使曲形气囊内部的气流排出,曲形气囊内部形成气压差,致使第一卡位滑板架与曲形气囊之间产生较大的吸附性,保证加工前,则加工机构与整体机构处于稳定连接状态。
8.优选的,所述切割调距滑板的外侧焊接有装置外框架,所述切割调距滑板的顶端设置有用于切割材料的切割加工支架,所述装置外框架的底端焊接有用于稳固设备的支架,所述多点夹持机架设置在装置外框架的上表面,所述切割加工支架的内侧设置有限位驱动卡板。
9.采用上述方案,通过限位驱动卡板的卡槽与伸缩滑杆架的底端相契合,通过感应器,单侧的切割加工结束,若刀具受损,则切割面会有缺口,则中央卡位夹板受到的切割压力会渐渐减小,则主控转轮架受到气囊缓冲接收架的限位,限位驱动卡板的卡槽不与其契合,定位切割安装板保持空转状态,工作人员可及时过来查看,换取刀具。
10.优选的,所述多点夹持机架还包括双向支撑板,曲形安装夹板的外侧转动连接有具有卡固作用的螺纹推杆架,所述曲形安装夹板的一侧设置有曲形转杆架,所述曲形安装夹板的曲形转杆架与曲形安装夹板呈偏转状态设置,所述双向支撑板的一侧活动连接有具有伸缩作用的气囊杆,所述曲形安装夹板的底端卡接有固定底板,所述曲形安装夹板的固定底板开设有多组定位安装孔,所述中央卡位夹板的两侧开设有多组安装孔,所述中央卡位夹板的安装孔的横直中心轴线与定位安装孔的横直中心轴线处于同一水平线上,所述曲形安装夹板的数量为多组,多组所述曲形安装夹板关于中央卡位夹板呈线性阵列设置。
11.采用上述方案,通过定位切割安装板对中央卡位夹板表面的铝型材进行加工时,中央卡位夹板会将上方传导的压力通过双向支撑板挤压气囊杆向内侧移动,随着定位切割安装板对铝型材的持续切割,气囊杆会逐渐向内部移动,气囊杆内部装有活动开关,气囊杆在移动过程中,活动开关是持续被挤压的,电磁定位夹板处于通电状态,电磁定位夹板的上下两磁极为同极,两者相斥,其会产生磁斥状态。
12.优选的,所述中央卡位夹板的一侧转动连接有正向螺纹架,所述中央卡位夹板的另一侧转动连接有逆向螺纹架,所述中央卡位夹板的正向螺纹架与中央卡位夹板的逆向螺纹架关于辅助转轮的横直中心轴线呈轴对称设置,且两者转动连接在辅助转轮的两侧,所述辅助转轮卡接在中央卡位夹板的中央。
13.采用上述方案,通过中央卡位夹板靠近辅助转轮的一侧安装有上下滑动板,中央卡位夹板可以通过上下滑动板进行上下移动,适配于不同弧形铝型材空心,避免空心位置不同而无法安装,同时通过滑动曲形安装夹板调整不同的切割位置,使曲形安装夹板贴近铝型材的弧形上表面,通过曲形安装夹板曲形的下表面与其接触,而通过旋转螺纹推杆架,使曲形安装夹板进一步弯曲夹紧致铝型材上表面,使铝型材上表面受到压力。
14.优选的,所述限位驱动卡板包括滑动推板,所述滑动推板的两侧设置有多组具有合并功能的电磁定位夹板,所述滑动推板通过电磁定位夹板磁性合并呈向下位移状态设置,所述滑动推板卡接在伸缩滑杆架的底端端口。
15.采用上述方案,通过电磁定位夹板处于通电状态,电磁定位夹板的上下两磁极为同极,两者相斥,其会产生磁斥状态,则电磁定位夹板带动滑动推板向上移动,若切割的刀具正常,则中央卡位夹板会受到恒定的压力。
16.优选的,所述切割加工支架包括电机架,所述电机架的外侧端口设置有防脱卡环,所述防脱卡环的外侧转动连接有具有稳定机构的夹持板,所述夹持板的外侧夹持有用于调整机构活动间距的卡扣板,所述卡扣板的两侧设置有具有夹持功能的固定防护滑杆,所述固定防护滑杆的外侧卡接有用于切割铝型材的定位切割安装板,所述夹持板的顶端端口焊
接有用于带动机构调位的滑动板块,所述滑动板块设置在伸缩滑杆架的顶端端部。
17.采用上述方案,通过弧形铝型材的中央空心处插进中央卡位夹板中,致使两者处于滑动卡接状态,中央卡位夹板靠近辅助转轮的一侧安装有上下滑动板,中央卡位夹板可以通过上下滑动板进行上下移动,适配于不同弧形铝型材空心,避免空心位置不同而无法安装。
18.优选的,所述中央卡位夹板的正向螺纹架与一侧的曲形安装夹板呈同步偏转状态设置,所述中央卡位夹板的逆向螺纹架与另一侧的曲形安装夹板呈同步偏转状态设置,所述曲形安装夹板通过辅助转轮的旋转力呈同步旋转状态设置。
19.采用上述方案,通过主控转轮架通过与辅助转轮的契合旋转带动中央卡位夹板的正向螺纹架与逆向螺纹架进行同步旋转,而由于两个螺纹架在接收同步旋转力而对立转向的特性,则两侧的曲形安装夹板向内侧移动挤压,其对铝型材的表面的挤压力为持续挤压。
20.优选的,所述滑杆块通过第一卡位滑板架的挤压呈下压状态设置,所述辅助支撑缓冲底杆通过滑杆块的下压呈偏转状态设置。
21.采用上述方案,通过提高了机构间的联动性。
22.本发明具备以下有益效果:
23.1、该弧形铝型材用多点夹持的切割装置,通过若刀具受损,则切割面会有缺口,则中央卡位夹板受到的切割压力会渐渐减小,则主控转轮架受到气囊缓冲接收架的限位,限位驱动卡板的卡槽不与其契合,定位切割安装板保持空转状态,工作人员可及时过来查看,换取刀具,从而实现了避免加工后,由于刀具问题,影响产品的品质,同时自动提醒工作人员更换刀具,提高了工作效率。
24.2、该弧形铝型材用多点夹持的切割装置,通过随着伸缩滑杆架向下移动,定位切割安装板对铝型材进行切割,则滑杆块带动辅助支撑缓冲底杆牢牢抓住伸缩支撑架的表面,随着伸缩滑杆架的下移辅助支撑缓冲底杆进行偏转,通过伸缩支撑架的表面对定位切割安装板切割与铝型材触碰的反向弹力进行缓冲,进而定位切割安装板处于稳定的状态进行加工,从而实现了提高了切割状态下,刀具加工的稳定性。
25.3、该弧形铝型材用多点夹持的切割装置,通过由于两个螺纹架在接收同步旋转力而对立转向的特性,则两侧的曲形安装夹板向内侧移动挤压,其对铝型材的表面的挤压力为持续挤压,力不变则铝型材在被切割的过程中,铝型材的表面固定机构不会松动,从而实现了铝型材在加工过程中,夹持力的稳定性高,避免由于抖动致使铝型材切割失败。
附图说明
26.图1为本发明装置外框架结构示意图;
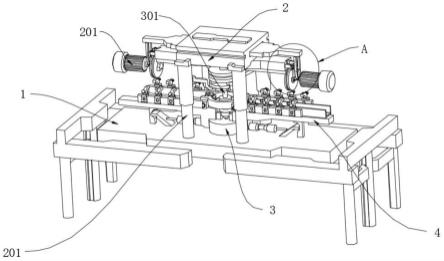
27.图2为本发明图1的a部局部放大示意图;
28.图3为本发明多点夹持机架结构示意图;
29.图4为本发明图3的b部局部放大示意图;
30.图5为本发明切割调距滑板结构示意图;
31.图6为本发明图5的c部局部放大示意图;
32.图7为本发明第二卡位滑板架结构示意图;
33.图8为本发明图7的d部局部放大示意图。
34.图中:1、装置外框架;101、伸缩支撑架;2、切割加工支架;201、电机架;202、卡扣板;203、固定防护滑杆;204、夹持板;205、滑动板块;206、定位切割安装板;207、防脱卡环;3、切割调距滑板;301、伸缩滑杆架;302、辅助转轮;303、辅助支撑缓冲底杆;304、主控转轮架;305、第一卡位滑板架;306、第二卡位滑板架;307、曲形气囊;308、滑杆块;309、气囊缓冲接收架;4、多点夹持机架;401、中央卡位夹板;402、双向支撑板;403、气囊杆;404、螺纹推杆架;405、曲形安装夹板;406、定位安装孔;5、限位驱动卡板;501、电磁定位夹板;502、滑动推板。
具体实施方式
35.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
36.请参阅图2-7,一种弧形铝型材用多点夹持的切割装置,包括切割调距滑板3和多点夹持机架4,切割调距滑板3设置在多点夹持机架4的外侧,切割调距滑板3包括伸缩滑杆架301,伸缩滑杆架301的一侧转动连接有第一卡位滑板架305,第一卡位滑板架305的底端设置有用于减缓冲击的曲形气囊307,伸缩滑杆架301远离第一卡位滑板架305的一侧设置有第二卡位滑板架306,第二卡位滑板架306的内侧滑动连接有具有限位功能的滑杆块308,滑杆块308的底端端口转动连接有用于提供旋转力的主控转轮架304,主控转轮架304的两侧转动连接有辅助转轮302,主控转轮架304的底端端口转动连接有气囊缓冲接收架309,气囊缓冲接收架309的内侧开设有滑槽,第一卡位滑板架305的外侧卡接有辅助支撑缓冲底杆303,多点夹持机架4包括中央卡位夹板401,中央卡位夹板401的两侧设置有用于固定曲形铝型材的曲形安装夹板405,中央卡位夹板401转动连接在辅助转轮302的外侧端口,切割加工支架2包括电机架201,其型号为ph533hg1-na,电机架201的外侧端口设置有防脱卡环207,防脱卡环207的外侧转动连接有具有稳定机构的夹持板204,夹持板204的外侧夹持有用于调整机构活动间距的卡扣板202,卡扣板202的两侧设置有具有夹持功能的固定防护滑杆203,固定防护滑杆203的外侧卡接有用于切割铝型材的定位切割安装板206,夹持板204的顶端端口焊接有用于带动机构调位的滑动板块205,滑动板块205设置在伸缩滑杆架301的顶端端部。
37.需要说明的是,主控转轮架304旋转带动伸缩滑杆架301向下移动,而工作人员通过调整滑动板块205带动电机架201进行位置调换至规定位置,则电机架201通过防脱卡环207带动夹持板204进行位置移动,防脱卡环207通过固定防护滑杆203带动定位切割安装板206移动至加工位置,则伸缩滑杆架301带动定位切割安装板206向下移动,伸缩滑杆架301带动曲形气囊307向下侧移动,致使曲形气囊307内部的气流排出,曲形气囊307内部形成气压差,致使第一卡位滑板架305与曲形气囊307之间产生较大的吸附性,保证加工前,则加工机构与整体机构处于稳定连接状态,随着伸缩滑杆架301向下移动,定位切割安装板206对铝型材进行切割,则滑杆块308带动辅助支撑缓冲底杆303牢牢抓住伸缩支撑架101的表面,随着伸缩滑杆架301的下移辅助支撑缓冲底杆303进行偏转,通过伸缩支撑架101的表面对定位切割安装板206切割与铝型材触碰的反向弹力进行缓冲,进而定位切割安装板206处于
稳定的状态进行加工,从而实现了提高了切割状态下,刀具加工的稳定性。
38.请参阅图7-8,切割调距滑板3的外侧焊接有装置外框架1,切割调距滑板3的顶端设置有用于切割材料的切割加工支架2,装置外框架1的底端焊接有用于稳固设备的支架,多点夹持机架4设置在装置外框架1的上表面,切割加工支架2的内侧设置有限位驱动卡板5,装置外框架1包括伸缩支撑架101,伸缩支撑架101,伸缩支撑架101卡接在辅助支撑缓冲底杆303的外侧,限位驱动卡板5包括滑动推板502,滑动推板502的两侧设置有多组具有合并功能的电磁定位夹板501,滑动推板502通过电磁定位夹板501磁性合并呈向下位移状态设置,滑动推板502卡接在伸缩滑杆架301的底端端口,滑杆块308通过第一卡位滑板架305的挤压呈下压状态设置,辅助支撑缓冲底杆303通过滑杆块308的下压呈偏转状态设置。
39.需要说明的是,主控转轮架304旋转带动伸缩滑杆架301向下移动,而工作人员通过调整滑动板块205带动电机架201进行位置调换至规定位置,则电机架201通过防脱卡环207带动夹持板204进行位置移动,防脱卡环207通过固定防护滑杆203带动定位切割安装板206移动至加工位置,则伸缩滑杆架301带动定位切割安装板206向下移动,伸缩滑杆架301带动曲形气囊307向下侧移动,致使曲形气囊307内部的气流排出,曲形气囊307内部形成气压差,致使第一卡位滑板架305与曲形气囊307之间产生较大的吸附性,保证加工前,则加工机构与整体机构处于稳定连接状态,随着伸缩滑杆架301向下移动,定位切割安装板206对铝型材进行切割,则滑杆块308带动辅助支撑缓冲底杆303牢牢抓住伸缩支撑架101的表面,随着伸缩滑杆架301的下移辅助支撑缓冲底杆303进行偏转,通过伸缩支撑架101的表面对定位切割安装板206切割与铝型材触碰的反向弹力进行缓冲,进而定位切割安装板206处于稳定的状态进行加工,从而实现了提高了切割状态下,刀具加工的稳定性。
40.请参阅图1-6,中央卡位夹板401的正向螺纹架与一侧的曲形安装夹板405呈同步偏转状态设置,中央卡位夹板401的逆向螺纹架与另一侧的曲形安装夹板405呈同步偏转状态设置,曲形安装夹板405通过辅助转轮302的旋转力呈同步旋转状态设置,中央卡位夹板401的一侧转动连接有正向螺纹架,中央卡位夹板401的另一侧转动连接有逆向螺纹架,中央卡位夹板401的正向螺纹架与中央卡位夹板401的逆向螺纹架关于辅助转轮302的横直中心轴线呈轴对称设置,且两者转动连接在辅助转轮302的两侧,辅助转轮302卡接在中央卡位夹板401的中央,多点夹持机架4还包括双向支撑板402,曲形安装夹板405的外侧转动连接有具有卡固作用的螺纹推杆架404,曲形安装夹板405的一侧设置有曲形转杆架,曲形安装夹板405的曲形转杆架与曲形安装夹板405呈偏转状态设置,双向支撑板402的一侧活动连接有具有伸缩作用的气囊杆403,曲形安装夹板405的底端卡接有固定底板,曲形安装夹板405的固定底板开设有多组定位安装孔406,中央卡位夹板401的两侧开设有多组安装孔,中央卡位夹板401的安装孔的横直中心轴线与定位安装孔406的横直中心轴线处于同一水平线上,曲形安装夹板405的数量为多组,多组曲形安装夹板405关于中央卡位夹板401呈线性阵列设置。
41.需要说明的是,定位切割安装板206对中央卡位夹板401表面的铝型材进行加工时,中央卡位夹板401会将上方传导的压力通过双向支撑板402挤压气囊杆403向内侧移动,随着定位切割安装板206对铝型材的持续切割,气囊杆403会逐渐向内部移动,气囊杆403内部装有活动开关,气囊杆403在移动过程中,活动开关是持续被挤压的,电磁定位夹板501处于通电状态,电磁定位夹板501的上下两磁极为同极,两者相斥,其会产生磁斥状态,则电磁
定位夹板501带动滑动推板502向上移动,若切割的刀具正常,则中央卡位夹板401会受到恒定的压力,气囊杆403保持受到挤压的状态,则限位驱动卡板5的卡槽与伸缩滑杆架301的底端相契合,通过感应器,单侧的切割加工结束,若刀具受损,则切割面会有缺口,则中央卡位夹板401受到的切割压力会渐渐减小,则主控转轮架304受到气囊缓冲接收架309的限位,限位驱动卡板5的卡槽不与其契合,定位切割安装板206保持空转状态,工作人员可及时过来查看,换取刀具,从而实现了避免加工后,由于刀具问题,影响产品的品质,同时自动提醒工作人员更换刀具,提高了工作效率。
42.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1