一种T形焊接车的制作方法
一种t形焊接车
技术领域
1.本发明涉及螺柱焊接设备技术领域,尤其涉及一种t形焊接车。
背景技术:
2.钢结构的不断发展,在金属建筑,高楼、机械、大型桥梁,高速公路丶高架桥上大量焊接栓钉和螺柱,焊接人员焊接栓钉短的手不好拿,不好装,栓钉长的又太笨重,人员需要弯着腰进行焊接,电弧和废气引起身体不健康,很累、引起腰肌劳损。
3.而目前一些焊接用的小车虽然能够焊接,但焊接速度效益低,取代不了一个工人速度,使用不方便。
技术实现要素:
4.本发明针对背景技术中存在的问题,提出一种自动上料的t形焊接车,焊接效益高,车上能多焊枪并联焊接。
5.本发明的技术方案:一种t形焊接车,包括车架和移动架,所述移动架设置在车架上,车架底部设置有车轮,所述车架上设置有移动件,所述移动架设置在移动件上,使移动架能够在车架上任意移动;所述移动架上设置有枪杆电机,枪杆电机的输出端设置有枪杆,枪杆的中部设置有焊枪及栓钉瓷环夹头,所述移动架上设置有弹夹轨道,所述弹夹轨道用于放置焊钉。
6.优选的,所述移动架的端部通过支撑夹与所述弹夹轨道相连。
7.优选的,所述移动架上设置有位移电机,位移电机的输出端通过丝杆连接有移动块,所述移动块上设置有轨道夹,轨道夹端部与弹夹轨道相连。
8.优选的,所述轨道夹与所述移动块之间设置有振动电机。
9.优选的,所述移动件包括横轴和竖轴,所述横轴设置在竖轴上;所述横轴的端部设置有横向电机,竖轴的端部设置有竖向电机。
10.优选的,所述升降电机的端部设置有升降板;移动架的端部设置中有用于承托焊钉瓷环的瓷环夹。
11.优选的,所述弹夹轨道的端部设置有弹夹栓钉夹板。
12.优选的,所述弹夹轨道的端部设置有弹夹落钉开关。
13.与现有技术相比,本发明具有如下有益的技术效果:
14.1、本发明通过将移动架设置在移动件上,能够实现移动架在车架上的移动,从而能够对移动架上的焊钉位置进行调整。实现精准定位焊接位置;并在工地边缘也能施焊。
15.2、本发明通过在移动架上设置有弹夹轨道,能够将焊钉设置在弹夹轨道内,通过在移动架上设置有振动电机,能够使焊钉在弹夹轨道内移动,从而实现自动上料。
附图说明
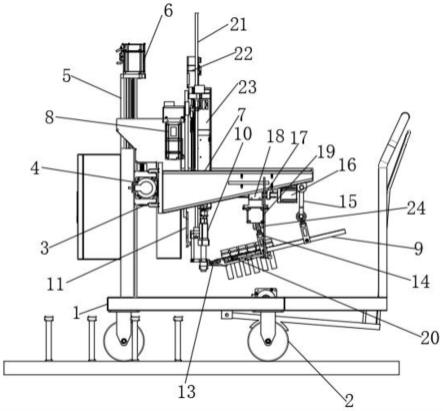
16.图1为本发明一种实施例立体示意图;
17.图2为图1的左视图;
18.图3为图1的a处局部放大结构示意图;
19.图4为图3中瓷环夹结构示意图;
20.图5为图2落钉开关结构示意图;
21.图6为图5中落钉开关结构局部示意图;
22.图7为图5中落钉开关结构局部示意图
23.图8为图5中落钉开关结构局部示意图。
24.附图标记:1、车架;2、车轮;3、横轴;4、横向电机;5、竖轴;6、竖向电机;7、移动架;8、升降电机;9、弹夹轨道;10、焊枪栓钉夹头;11、升降板;12、瓷环夹;1201、固定件;1202、连接件;1203、连接杆;1204、连接臂;1205、弹簧;1206、轴承;1207、瓷环夹头;13、弹夹栓钉夹板;14、轨道夹;15、支撑夹;16、位移电机;17、丝杆;18、移动块;19、振动电机; 20、弹夹落钉开关;201、主动臂;201a、主动臂轴承;202、固定臂;203、从动臂;204、顶针;2021、弧形腰孔;2011、轴承槽;21、枪杆;22、枪杆电机; 23、焊枪;24、落钉开关顶杆。
具体实施方式
25.实施例一
26.如图1至图8所示,本发明提出的一种t形焊接车1,包括车架1和移动架 7,车架1底部设置有车轮2,所述移动架7设置在车架1上,所述车架1上设置有移动件,所述移动架7设置在移动件上,使移动架7能够在车架1上任意移动;所述移动架7上设置有升降电机8。
27.参考图2,所述移动架上设置有枪杆电机22,枪杆电机22的输出端设置有枪杆21,枪杆21的中部设置有焊枪23及栓钉瓷环夹头10。
28.参照图3所示,所述移动架7上设置有弹夹轨道9。
29.具体的,本实施例中的弹夹轨道9用于放置焊钉;
30.更具体的,弹夹轨道9,共两条,平行设置在移动架7上。本实施例中提及的焊钉为金属结构,呈圆柱形,其顶部的直径大于其圆柱体的直径。并且,在焊钉的外侧还设置有瓷环,在将焊钉装入弹夹轨道9内时,需要将焊钉套在瓷环内,此时将瓷环放置在弹夹轨道9内。
31.因此,弹夹轨道9的缝隙大于焊钉的直径,并小于瓷环的内壁直径。这样才能保证瓷环放置在弹夹轨道9上,且能够使焊钉在弹夹轨道9内移动。
32.由于焊枪栓钉夹头10安装在枪杆21的中部焊枪头部,而枪杆21由枪杆电机22驱动;
33.以长度为250mm的焊钉为例,在焊接时,焊钉卡接在焊枪栓钉夹头10内,升降电机8驱动升降板11移动20mm;
34.以长度为50mm的焊钉为例,在焊接时,焊钉卡接在焊枪栓钉夹头10内,升降电机8驱动升降板11移动220mm;
35.因此竖轴5由竖向电机6能起到调节焊枪23、栓钉瓷环夹头10去符合不同长度的焊钉,使焊接时,由升降电机8驱动的升降板11行程低,焊接效率高。
36.横轴两端超出车身可以将焊枪23移到两端,可以车身与工边边缘平行,焊枪23可在边缘焊接增加焊接范围。
37.而车架1采用t形结构,可以实现一个焊枪栓钉夹头10至多个焊枪栓钉夹头10的并联焊接,可以在工地的边缘侧面进行焊接,解决了自动焊不能在楼层的边缘焊接问题,小车采用电机驱动轮子转弯的时候,控制两个电机的速度即可进行左右转弯,有手扶把手,方便人员操作机器,手把有刹车,在小车禁止和焊接的时候有刹车,不会乱跑,保证了焊接的位置和质量。
38.参照图2所示,本实施例中,所述移动架7的端部通过支撑夹15与所述弹夹轨道9相连。
39.具体的,支撑夹15的两端分别与弹夹轨道9、移动架7铰接,使得在弹夹轨道9在移动时移动架7依然通过支撑夹15对弹夹轨道9起到支撑的作用。
40.继续参照图2所示,本实施例中,移动架7上设置有位移电机16,位移电机16的输出端通过丝杆17连接有移动块18,所述移动块18上设置有轨道夹 14,轨道夹14端部与弹夹轨道9相连,弹夹轨道9的端部设置有弹夹栓钉夹板 13。
41.进一步地,当位移电机16启动时,位移电机16将带动丝杆17转动,丝杆 17转动时,将带动移动块18的移动,由于移动块18与轨道夹14相连,从而能够使移动块18带动弹夹轨道9的移动,从而控制弹夹轨道9的位置,以此调节弹夹轨道9中的焊钉的移动,可以缩回焊钉和送钉。
42.每个焊枪栓钉夹头10与弹夹轨道9之间进行直接送钉,结构简单可靠,多枪进行并排,每把焊枪栓钉夹头10均设置有各自相对应的送料系统(即弹夹轨道9),也避免了此装置在使用时坏掉一个不能运行时,其他相并联的焊枪栓钉夹头10能够正常运行,不会停工,保证了焊接的工期。
43.本实施例中,通过调节轨道夹14的间距即可调节弹夹轨道9的间距,弹夹轨道9之间的间距能够调节,从而具有焊钉调大调小的功能。通过将两个弹夹轨道9之间的间距可以从8mm调到32mm的焊钉。
44.所述移动件包括横轴3和竖轴5,所述横轴3设置在竖轴5上;所述横轴3 的端部设置有横向电机4,竖轴5的端部设置有竖向电机6。
45.横向电机4带动横轴3移动,竖向电机6带动竖轴5移动,通过横轴3与竖轴5的垂直与水平移动,能够调节移动架7所在的位置。
46.升降电机8的端部设置有升降板11,枪杆21的端部设置有用于承托焊钉瓷环的瓷环夹12。
47.如图5至图8所示,弹夹轨道9的端部设置有弹夹落钉开关20。
48.所述弹夹落钉开关20包括主动臂201和从动臂203,所述主动臂201和从动臂203的端部设置有顶针204,且中间设置有固定臂202,所述固定臂202与弹夹轨道9固定。
49.所述主动臂201和从动臂203上还设置有轴承槽2011,分别通过轴承槽2011 内固定的轴承与固定臂202连接,所述固定臂202上设置有弧形腰孔2021。
50.进一步的从动臂203上也设置有腰孔,并与弧形腰孔2021部分重叠,其重叠部分贯穿主动臂201、固定臂202和从动臂203,且弧形腰孔2021内贯穿设置有滑动轴承。
51.从动臂203的端部设置有调节块,所述调节块上设置有顶针204。
52.顶针204位于弹夹轨道9的槽口内。
53.本实施例中,通过在弹夹轨道9的侧面设置放料组件,通过顶针204的相互配合达
到每次精准自动输送单个t型焊钉,当需要输送t型焊钉时,落钉开关顶杆24顶着主动臂201围绕轴承槽2011内设置的轴承向弹夹轨道9的方向移动,此时主动臂201端部上设置的顶针204远离弹夹轨道9,从而使得位于两个顶针204之间的t型焊钉运输到接料组件上,等待瓷环夹12的夹取;当主动臂201与落钉开关顶杆24相运动时,从动臂203也随之围绕从动臂203上轴承槽2011内设置的轴承向弹夹轨道9的方向移动,其动力为主动臂201移动时弧形腰孔2021内的轴承随之移动,并带动从动臂203反向移动,使得两个顶针204 运动方向相反,从而相互配合每次精准自动输送单个t型焊钉。
54.作为优选方案,从动臂203的端部设置有调节块,顶针204位于调节块上,所述调节块上设置有槽口,通过螺钉与从动臂203固定。可以t型焊钉的尺寸进行调节,避免两个顶针204之间一次输送多个t型焊钉,进一步确保每次的精准输送。
55.实施例二
56.如图1和图3所示,本发明提出的一种t形焊接车,相较于实施例一本实施例中,轨道夹14与所述移动块18之间设置有振动电机19。
57.振动电机19启动时,能够通过轨道夹14向弹夹轨道9实现传动振动,当弹夹轨道9进行振动时,能够加快承托的瓷环以及焊钉向弹夹栓钉夹板13的方向移动。
58.实施例三
59.如图1至图8所示,本发明提出的一种t形焊接车,相较于实施例一,本实施例中,瓷环夹12包括固定件1201、连接件1202、连接臂1204和瓷环夹头 1207;连接件1202安装在固定件1201上,连接臂1204和瓷环夹头1207之间可拆卸式连接;其中固定件1201通过连接件1202和传动设备连接去控制该装置对瓷环进行夹持;连接臂1204和瓷环夹头1207之间可拆卸更换,连接臂1204 和瓷环夹头1207之间可以通过螺钉连接,也可以采用卡件锁定的方式连接,更换不同的连接臂1204便可以更大程度上扩大该装置的适用范围,可以夹持更多不同型号的瓷环。固定件1201的底部铰接有两个连接杆1203,连接杆1203和连接臂1204之间可拆卸式连接,连接杆1203上设置有开合组件;开合组件和升降板11的配合操作用于控制两个连接杆1203的张合程度,从而去控制相对连接的两个瓷环夹头1207之间的张合程度,进而达到夹持控制的目的。
60.瓷环夹头1207的内侧设有凸台;凸台位于两个瓷环夹头1207的内侧,凸台用于保证瓷环的位置,瓷环保护好了,焊接的质量才会增加,且焊接的也会更加的牢固。
61.固定件1201的底部安装的两个连接杆1203为对称设计;固定件1201底部铰接的两个连接杆1203为相同的结构,且连接杆1203均连接了连接臂1204和瓷环夹头1207,连接杆1203主要起到连接和支撑控制的作用。
62.开合组件包括弹簧1205,弹簧1205设置在两个连接杆1203之间,两个连接杆1203上均设有轴承1206。轴承1206连接在连接杆1203上,当升降板11 抵触在轴承1206上时,轴承1206便会转动,从而随着升降板11向下移动,两个连接杆1203也会跟着张合,从而带动连接臂1204和瓷环夹头1207张合,进而起到张合夹持的目的。当连接杆1203在张合时,弹簧1205处于拉伸的状态,因此当瓷环夹头1207包裹在瓷环外,且升降板11向上回移时,连接杆1203在弹簧1205在会弹作用下闭合,此时便可以带动瓷环夹头1207闭合,从而使得瓷环夹头1207能够夹持在瓷环的外壁。连接杆1203张合也可以选用气缸或者弹性带去代替,升降板11在两个轴承1206上滑动配合去控制两个连接杆1203 的张合状态。
63.升降板11的端部为倒三角设计。升降板11的底部为倒三角设计,其目的是为了使得倒三角的两边能够更顺滑的在轴承1206上摩擦,从而使得升降板11 移动时更加的方便简单,阻力降低;但升降板11的底部为倒三角设计仅为本发明的一种优选方案,对于其他的实施例而言,升降板11的底部也可以采用弧形设计或半球型设计。
64.瓷环夹头1207的底部内侧为由外至内向上倾斜。瓷环夹头1207的底部内侧为由外至内向上倾斜可以使得瓷环在进入瓷环夹头1207内时的阻力降低,更快捷简单。
65.本设备的工作原理:将套入瓷环中的焊钉放在弹夹轨道9中,启动电源,位移电机16、升降电机8、枪杆电机22都会复位,弹夹处于最外面,焊枪23 升到最高,枪杆21升到最高,瓷环夹12就与升降板11产生顶力使瓷环张开与栓钉夹头10高一点。位移电机16启动,将使得丝杆17能够带动移动块18移动。而移动块18移动时将带动振动电机19及底部的轨道夹14移动。轨道夹14 与支撑夹15的位置移动时,弹夹轨道9靠近弹夹栓钉夹板13的一端移动,弹夹落钉开关20的主动臂201顶着落钉开关顶杆24,从而使弹夹轨道9内的焊钉滑落至弹夹栓钉夹板13上。
66.此时升降电机8运行将带动升降板11向下移动,枪杆电机22不动,瓷环夹12仍在焊枪栓钉夹头10上面,焊枪23向下移动。焊枪栓钉夹头10卡住栓钉,此时升降电机8运行使升降板11向上移动,焊枪栓钉夹头10卡住栓钉,栓钉被焊枪栓钉夹头10向上移,瓷环夹持距离约28mm,枪杆电机22反转,枪杆向下由于升降板11不动,三角形变小,轴承1206收缩。
67.此时由于弹簧1205的弹力作用,使瓷环夹头1207的内部空间变小,将瓷环夹住。
68.升降电机8向上约5mm,弹夹栓钉夹板13、位移电机16翻转退回弹夹,此时升降电机8向下运动,焊钉与工件接触,枪杆电机22把瓷环向下,瓷环与工件接触保护好焊接位置,开动焊机大电流,进行焊接。焊接完成后,枪杆电机 22、上下电机8都回到初始位置,使车轮移动至另一焊接位焊接,重复以上动作,进行焊接施工。
69.上面结合附图对本发明的实施方式作了详细说明,但是本发明并不限于此,在所属技术领域的技术人员所具备的知识范围内,在不脱离本发明宗旨的前提下还可以作出各种变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1