一种基于数字孪生的钣金件无痕修复装置及工作方法
1.本发明涉及钣金件修复与成型装置及方法,特别涉及一种基于数字孪生的钣金件无痕修复装置及工作方法。
背景技术:
2.随着汽车工业的发展和人民生活水平提高,家用电器和家庭汽车等具有钣金件的设备拥有量迅速增加,从而导致越来越多的钣金件修复问题。目前,钣金件维修技术主要侧重于人工参与的修正和喷刷等工艺,这些方法已逐渐落后于现代科技发展的脚步。
3.针对钣金件修复问题,多数研究人员提出了不同的发明专利和修复方法。如中国专利cn 1605403 a“一种汽车钣金件修复方法”,其特征在于,通过吸盘将钣金件凹陷部分吸出,然后敲打复原。在此维修过程中可能造成钣金件漆面的损坏,增加维修的难度。中国专利cn 113369337 a“一种钣金修复装置”,其特征在于将维修装置的支撑梁转动设置在底座上,减少工作人员维修过程的角度调整。此维修过程主要依靠人工参与,其维修精度取决于工作人员的个人经验和能力。
技术实现要素:
4.发明目的:本发明提供了一种自动化程度、修复精度高和柔韧性强的基于数字孪生的钣金件无痕修复装置。
5.本发明另一目的是提供所述自动化程度、修复精度高和柔韧性强的基于数字孪生的钣金件无痕修复装置的工作方法。
6.技术方案:所述基于数字孪生的钣金件无痕修复装置,包括机身体、上冲头模块、下冲头模块、距离传感器、传感器高度调整模块、可调节零件夹具模块和导轨定位模块;上冲头模块和下冲头模块安装在机身体上,待修复钣金件安装于上冲头模块和下冲头模块之间,通过距离传感器、传感器位置调整模块、可调节零件夹具模块和导轨定位模块实现距离、高度的调节和定位。
7.进一步地,上冲头模块由液压缸、液压推杆、弹簧、端盖、冲头和液压管接头构成;下冲头模块由液压缸、液压推杆、端盖、冲头和液压管接头构成;距离传感器安装于传感器高度调整模块上;可调节零件夹具模块由夹具水平位移调整模块、夹具模块、夹具高度调整模块和夹具高度调整模块构成;导轨定位模块由导轨限位模块和导轨移动模块构成。
8.进一步地,所述上冲头模块中的液压管接头与伺服阀相连,通过液体控制液压推杆和冲头的精确位移,当液压缸中无液体压力时,弹簧将液压推杆和冲头复位。
9.进一步地,所述下冲头模块中的液压管接头与伺服阀相连,通过液体控制液压推杆和冲头的精确位移,当液压缸中无液体压力时,液压推杆和冲头自动复位。
10.进一步地,距离传感器位于上冲头模块和下冲头模块之间,安装于传感器高度调整模块上,传感器高度调整模块用于调整传感器的竖直方向高度,距离传感器获取受损钣金件和受损钣金件原型与上下冲头之间的距离,建立其数字孪生的虚拟模型。
11.进一步地,夹具水平位移调整模块由小齿轮、大齿轮、小齿轮、齿条、上导轨、下导轨、滑块、滑块定位模块、底板和齿条构成,可实现夹具水平方向的移动与定位。
12.进一步地,夹具模块包含夹具水平轴旋转模块和夹具竖直轴旋转模块两部分;
13.夹具水平轴旋转模块由零件预紧支架、零件预紧模块、内齿轮定位支架、齿轮支架、调整手柄、连接块、内齿轮、小齿轮、齿轮轴、大齿轮、齿轮轴和内齿轮定位模块构成;
14.夹具竖直轴旋转模块由旋转轴、支撑挡圈、锥齿轮、轴挡圈、齿轮旋转手柄、轴承套、齿轮轴和支架构成。
15.进一步地,夹具高度调整模块和夹具高度调整模块可调整夹具竖直方向的高度,夹具高度调整模块和夹具高度调整模块安装在机身的不同位置,适用于不同尺寸钣金件的安装与夹紧。
16.进一步地,导轨限位模块实现导轨的导向和定位,导轨移动模块由滑块、调整圆手柄、丝杠、螺母、导向轴和预紧螺母构成。
17.上述夹具高度调整模块可调整夹具竖直方向的高度。两种夹具高度调整模块安装在机身的不同位置,可适用于不同尺寸钣金件的安装与夹紧。
18.上述导轨限位模块可实现导轨的导向和定位。导轨移动模块由滑块,调整圆手柄,丝杠,螺母,导向轴和预紧螺母组成,可实现夹具导轨的移动与定位。
19.所述基于数字孪生的钣金件无痕修复装置的工作方法,
20.(1)上冲头模块和下冲头模块安装在机身体上,将待修复钣金件的标准件,安装在上冲头模块和下冲头模块之间,通过距离传感器和传感器高度调整模块,获取待修复钣金件的标准件虚拟模型,不同标准钣金件的虚拟模型数据可存储到数据库中,便于后续维修时对相关数据的调用;
21.(2)上述待修复钣金件标准模型的虚拟模型建立完成后,将需要修复的钣金件安装在相同的位置,建立虚拟模型,对比分析标准件虚拟模型和需要修复钣金件的虚拟模型数据,通过得到的分析结果和钣金件变形数据,计算并控制上下冲头模块的移动距离。
22.有益效果:本发明与现有技术相比,具有如下优势:
23.本发明基于数字孪生技术获取不同形状钣金件的原型数据,利用距离传感器、传感器位置调整模块、可调节零件夹具模块和导轨定位模块获取待钣金件在相同坐标位置的虚拟模型数据,对两组数据进行比较分析,并将求解结果转换为上冲头模块和下冲头模块的行程数据,通过冲头的多点成型实现钣金件的无痕修复,其自动化程度和修复精度高、柔韧性强,大大降低了钣金件维修的复杂性、时间成本和人力成本。
附图说明
24.图1为基于数字孪生的钣金件无痕修复装置整体结构示意图;
25.图2为零件夹具水平位移调整模块结构示意图;
26.图3为夹具水平轴旋转模块结构示意图;
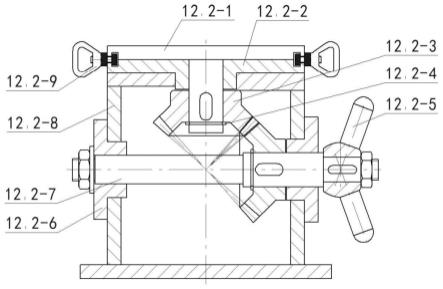
27.图4为夹具竖直轴旋转模块结构示意图;
28.图5为导轨移动模块结构示意图;
29.附图标记:1-机身体,2-液压缸,3-液压推杆,4-弹簧,5-端盖,6-冲头,7-距离传感器,8-传感器高度调整模块,9-液压缸,10-夹具水平位移调整模块,10-1-小齿轮,10-2-大
齿轮,10-3-小齿轮,10-4-齿条,10-5-上导轨,10-6-下导轨,10-7-滑块,10-8-滑块定位模块,10-9-底板,10-10-齿条,11-液压管接头,12-夹具模块,12.1-夹具水平轴旋转模块,12.1-1-零件预紧支架,12.1-2-零件预紧模块,12.1-3-内齿轮定位支架,12.1-4-齿轮支架,12.1-5-调整手柄,12.1-6-连接块,12.1-7-内齿轮,12.1-8-小齿轮,12.1-9-齿轮轴,12.1-10-大齿轮,12.1-11-齿轮轴,12.1-12-内齿轮定位模块,12.2-夹具竖直轴旋转模块,12.2-1-旋转轴,12.2-2-支撑挡圈,12.2-3-锥齿轮,12.2-4-轴挡圈,12.2-5-齿轮旋转手柄,12.2-6-轴承套,12.2-7-齿轮轴,12.2-8-支架,12.2-9-转动预紧模块,13-夹具高度调整模块,14-夹具高度调整模块,15-导轨限位模块,16-导轨移动模块,16-1-滑块,16-2-调整圆手柄,16-3-丝杆,16-4-螺母,16-5-导向轴,16-6-轴定位环,17-夹具水平位移调整模块。
具体实施方式
30.本实施例的基于数字孪生的钣金件无痕修复装置,包括机身体1、上冲头模块、下冲头模块、距离传感器7、传感器高度调整模块8、可调节零件夹具模块和导轨定位模块;上冲头模块和下冲头模块安装在机身体1上,待修复钣金件安装于上冲头模块和下冲头模块之间,通过距离传感器7、传感器位置调整模块8、可调节零件夹具模块和导轨定位模块实现距离、高度的调节和定位。
31.上冲头模块由液压缸2、液压推杆3、弹簧4、端盖5、冲头6和液压管接头11构成;下冲头模块由液压缸9、液压推杆3、端盖5、冲头6和液压管接头11构成;距离传感器7安装于传感器高度调整模块8上;可调节零件夹具模块由夹具水平位移调整模块10、夹具模块12、夹具高度调整模块13和夹具高度调整模块14构成;导轨定位模块由导轨限位模块15和导轨移动模块16构成。
32.上冲头模块中的液压管接头11与伺服阀相连,通过液体控制液压推杆3和冲头6的精确位移,当液压缸2中无液体压力时,弹簧4将液压推杆3和冲头6复位。
33.下冲头模块中的液压管接头11与伺服阀相连,通过液体控制液压推杆3和冲头6的精确位移,当液压缸9中无液体压力时,液压推杆3和冲头6自动复位。
34.距离传感器7位于上冲头模块和下冲头模块之间,安装于传感器高度调整模块8上,传感器高度调整模块8用于调整传感器的竖直方向高度,距离传感器7获取受损钣金件和受损钣金件原型与上下冲头之间的距离,建立其数字孪生的虚拟模型。
35.夹具水平位移调整模块10由小齿轮10-1、大齿轮10-2、小齿轮10-3、齿条10-4、上导轨10-5、下导轨10-6、滑块10-7、滑块定位模块10-8、底板10-9和齿条10-10构成,可实现夹具水平方向的移动与定位。
36.夹具模块12包含夹具水平轴旋转模块12.1和夹具竖直轴旋转模块12.2两部分;
37.夹具水平轴旋转模块12.1由零件预紧支架12.1-1、零件预紧模块12.1-2、内齿轮定位支架12.1-3、齿轮支架12.1-4、调整手柄12.1-5、连接块12.1-6、内齿轮12.1-7、小齿轮12.1-8、齿轮轴12.1-9、大齿轮12.1-10、齿轮轴12.1-11和内齿轮定位模块12.1-12构成;
38.夹具竖直轴旋转模块12.2由旋转轴12.2-1、支撑挡圈12.2-2、锥齿轮12.2-3、轴挡圈12.2-4、齿轮旋转手柄12.2-5、轴承套12.2-6、齿轮轴12.2-7和支架12.2-8构成。
39.夹具高度调整模块13和夹具高度调整模块14可调整夹具竖直方向的高度,夹具高
度调整模块13和夹具高度调整模块14安装在机身1的不同位置,适用于不同尺寸钣金件的安装与夹紧。
40.导轨限位模块15实现导轨的导向和定位,导轨移动模块16由滑块16-1、调整圆手柄16-2、丝杠16-3、螺母16-4、导向轴16-5和轴定位环16-6构成。
41.该基于数字孪生的钣金件无痕修复装置的上冲头模块和下冲头模块安装在机身体1上,将待修复钣金件的标准件,安装在上冲头模块和下冲头模块之间,通过传感器高度调整模块8将标准件安装在上下冲头之间适当的位置和距离传感器7反馈的标准件与上下冲头模块之间的距离,获取待修复钣金件的标准件虚拟模型。此外,不同标准钣金件的虚拟模型数据可存储到数据库中,便于后续维修时对相关数据的调用。
42.上述待修复钣金件标准模型的虚拟模型建立完成后,将需要修复的钣金件安装在相同的位置,建立虚拟模型,对比分析标准件虚拟模型和需要修复钣金件的虚拟模型数据,通过得到的分析结果和钣金件变形数据,计算并控制上下冲头模块的移动距离。
43.在上述工作过程中,可通过伺服阀控制液体经过液压缸2,根据待修复钣金件的虚拟模型数据和上下冲头的移动距离,推动液压推杆3和冲头6实现上冲头模块和下冲头模块的移动,从而进行钣金件的无痕修复。当修复完成后,上冲头模块通过弹簧4恢复初始状态,下冲头模块自动恢复到初始状态。冲头6的尺寸和材料可根据不同需求进行更换。
44.上述零件夹具水平位移调整模块10中的小齿轮10-1、大齿轮10-2和小齿轮10-3形成齿轮传动系统,小齿轮10-3和齿条10-4的配合运动可实现滑块10-7水平方向的移动,滑块10-7、上导轨10-5、下导轨10-6、滑块定位模块10-8和底板10-9相连接,通过调整滑块定位模块10-8可实现滑块10-7与底板10-9的定位,主要功能为适应不同形状和尺寸钣金件的安装与定位。
45.上述夹具模块12包含夹具水平轴旋转模块12.1和夹具竖直轴旋转模块12.2两个部分。夹具水平轴旋转模块12.1中的零件预紧支架12.1-1与连接块12.1-6连接,连接块12.1-6与内齿轮12.1-7连接,内齿轮12.1-7、小齿轮12.1-8和大齿轮12.1-10三个齿轮形成齿轮传动,大齿轮12.1-10、齿轮轴12.1-11和调整手柄12.1-5连接,通过调整手柄12.1-5可实现零件预紧支架12.1-1沿水平轴的转动;齿轮支架12.1-4与零件预紧模块12.1-2连接,通过调整零件预紧模块12.1-2可实现其与内齿轮12.1-7之间的预紧功能,从而对夹具进行定位。夹具竖直轴旋转模块12.2中的旋转轴12.2-1与锥齿轮12.2-3连接,通过调整齿轮旋转手柄12.2-5可调整锥齿轮12.2-3转动,从而实现夹具沿竖直轴的旋转;转动预紧模块12.2-9与旋转轴12.2-1、支撑挡圈12.2-2连接,通过调整转动预紧模块12.2-9可实现旋转轴12.2-1和支撑挡圈12.2-2的定位。两个部分组合安装可适用于空间中不同形状钣金件的定位。
46.上述夹具高度调整模块13和夹具高度调整模块14可调整夹具竖直方向的高度。导轨限位模块15通过导向轴和轴定位环实现夹具水平位移调整模块17的导向和定位功能。导轨移动模块16中的滑块16-1与螺母16-4连接,螺母16-4与丝杆16-3形成丝杆螺母配合,调整圆手柄16-2与螺母16-4连接,通过旋转调整圆手柄16-2可实现导轨的移动;导向轴16-5和轴定位环16-6连接实现导轨的定位。夹具水平位移调整模块17与滑块16-1连接,通过滑块滑块16-1的移动实现夹具一个方向的移动,夹具水平位移调整模块17可实现另一个方向的移动,从而增加了夹具的安装范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1