一种具有定位功能的激光切割装置的制作方法
1.本发明涉及激光切割的技术领域,特别涉及一种具有定位功能的激光切割装置。
背景技术:
2.激光切割是利用高功率密度激光束照射被切割材料,使材料很快被加热至汽化温度,蒸发形成孔洞,随着光束对材料的移动,再借助与光束同轴的高速气流吹除熔融物质,从而实现对工件进行切割的技术,激光切割由于切口细窄、工件变形小以及切缝表面粗糙程度小等特点广泛应用于汽车制造、航空航天等领域,其中本发明针对的工件内部为均匀分布有空槽,且工件外部为弧形结构,其立体结构如图10所示。
3.在上述的工件切割过程中,若要在切割后得到完整的工件,需要在工件上空槽之间的位置进行切割,但是在工件切割过程中切割设备与工件之间由于工件码放、切割过程中的移动等因素导致二者之间存在对齐误差,进而切割设备在切割过程中对工件的空槽部分进行切割,导致工件切面的完整性,影响工件的切割效果。
4.传统的激光切割设备在移动过程中与弧形工件待切割处的距离不一,若激光切割设备与工件距离太近,气流与工件之间产生强烈的折返压力,影响气流对切割后产生的熔融物质吹散能力;若激光切割设备与工件距离太远,也会造成不必要的动能损失。
技术实现要素:
5.为了解决上述问题,本发明采用以下技术方案:一种具有定位功能的激光切割装置,包括放置基台、承托架、切割架、定位机构以及切割机构,所述的放置基台上端面左右两侧中部安装有匚型结构的承托架,两个承托架上端面共同安装有匚型结构的切割架,切割架水平段下端面安装有切割机构,放置基台上端面且位于两个承托架内部均安装有定位机构。
6.所述的定位机构包括双向螺杆、定位机架、双向丝杠、定位板以及固定部,其中所述的放置基台中部开设有自左向右走向的滑动槽,定位机架下端设置有滑动凸起,定位机架通过滑动凸起滑动设置在滑动槽左右两侧,两个滑动凸起之间通过螺纹安装有双向螺杆,每个定位机架上端面开设有前后对称的定位滑槽,前后相邻的两个定位滑槽内部设置有l型结构的定位板,定位板的竖直段滑动设置在定位滑槽内部,且定位板的水平段沿水平方向放置基台中部延伸,双向丝杠通过轴承安装在定位机架且位于前后两个定位滑槽之间的部分上,双向丝杠前后两端与定位板竖直段螺接,定位机架上端面且位于前后两个定位板之间安装有固定部。
7.所述的切割机构包括升降气缸、弧形板、电动滑块、连接架、调节部以及激光切割仪,其中所述的升降气缸通过气缸座安装在切割架水平段下端面中部,升降气缸伸缩端下端面安装有弧形板,弧形板下端面安装有安装有电动滑块,电动滑块下端面自上而下依次安装有连接架、调节部以及激光切割仪。
8.优选的,所述的固定部包括复位弹簧杆、固定板、升降机架、连接气缸以及张合板,
其中所述的定位机架上端面中部设置有固定凸起,前后两个定位板与固定凸起之间均滑动设置有固定板,前后两个固定板与固定凸起之间安装有复位弹簧杆,固定凸起上端面安装有升降机架,升降机架水平段下端面通过气缸座安装有连接气缸,连接气缸伸缩端下端面安装有张合板,其中所述的张合板下端面开设有张合槽,且张合槽为等腰梯形结构,张合槽前后两侧壁分别抵靠在前后两个固定板上。
9.优选的,所述的调节部包括张合弹簧杆、调节架以及移动轮,其中所述的张合弹簧杆安装在连接架下端面,张合弹簧杆下端安装有调节架,调节架前后两端通过轴承安装有移动轮。
10.优选的,所述的弧形板下端面左右两端均安装有压板,两个承托架水平段下端面且压板下端面左右两侧均安装有压紧弹簧杆,两个压紧弹簧杆下端均安装有限位板,弧形板向下移动过程中通过压板带动限位板抵靠在工件表面上,进而限位板可以在工件切割过程中对工件进行进一步限位压紧,避免工件在切割过程中发生晃动,其中压紧弹簧杆对工件起复位与连接作用。
11.优选的,所述的放置基台上端面设置有限位凸起,限位凸起上端面开设有卡接凹槽,卡接凹槽内部卡接有支撑连杆,且位于支撑连杆上方安装有弧形支撑板,弧形支撑板上端面开设有收料槽,弧形支撑板上端面且位于收料槽前后两侧安装有缓冲垫,限位凸起可以对工件进行左右方向的限位,避免工件在切割过程中发生左右方向的位移,弧形支撑板在工件切割过程中可以对工件起支撑分力作用,避免工件在切割过程中受力过大造成工件的断裂,收料槽可以对切割过程中产生的熔融物质进行收集,缓冲垫可以减少工件在弧形支撑板上的刚性冲击,对工件起缓冲作用。
12.优选的,所述的调节架内部开设有集气腔,调节架下端面均匀开设有多个与集气腔相贯通的进气口,调节架左端面安装有与集气腔相贯通的气泵,气泵启动通过进气口可以将切割过程产生的废气吸入集气腔内部,避免切割过程中产生的废气排放至空气中,影响环境卫生。
13.优选的,前后相邻所述的固定板相对面安装有夹持橡胶垫,夹持橡胶垫既可以增加固定板与工件之间的接触面积,使得工件在切割过程中更加稳定,又可以对工件起保护作用。
14.优选的,所述的切割架水平段上端面贯穿滑动设置有限位架,且限位架下端固定在弧形板上端面,限位架在切割过程中可以对弧形板起限位作用,避免电动滑块移动过程中由于弧形板跨度过大造成弧形板的晃动,提高弧形板在切割过程中的稳定性。
15.本发明有益效果在于:1.本发明设计的定位机构中,当工件自后向前移动到定位板附近时,转动双向螺杆通过定位机架带动定位板向空槽内部移动,再转动双向丝杠带动定位板前后移动,进而定位板根据工件的偏移程度在空槽内部移动可以带动工件前后移动,使得前后相邻两空槽之间的部分正好位于激光切割仪正下方,从而保证激光切割仪在对工件切割时不会对工件空槽部分进行切割,使得工件切割面保持完整,提高工件的切割效果。
16.2.本发明设计的切割机构中,弧形板在工件切割过程中与工件相互配合可以保证激光切割仪与工件弧形面之间的距离保持一定,从而既可以保证激光切割仪在切割过程中高速气流的不会发生动能损失,又可以保证保证高速气流不会产生折返压力使得高速气流
可以有效将切割产生的熔融物质吹散。
17.3.本发明设计的固定部中,当定位机构对工件定位结束后,连接气缸启动通过张合板上的张合槽带动固定板相向移动,进而两个固定板可以对两空槽之间的部分进行夹持,从而固定板可以对定位后的工件进行固定,避免工件在切割过程中发生晃动,提高工件的稳定性。
附图说明
18.下面结合附图和实施例对本发明进一步说明。
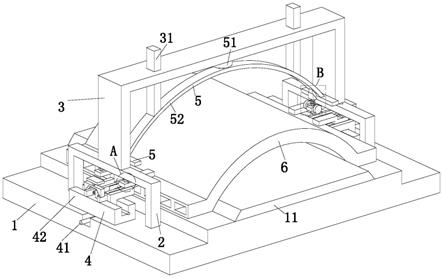
19.图1是本发明立体结构示意图。
20.图2是本发明图1的a处局部放大图。
21.图3是本发明图1的b处局部放大图。
22.图4是本发明定位机构部分立体结构示意图。
23.图5是本发明定位机构部分俯视图。
24.图6是本发明主视图。
25.图7是本发明图6的c处局部放大图。
26.图8是本发明支撑连杆、弧形支撑板以及缓冲垫之间安装立体结构示意图。
27.图9是本发明调节架内部结构示意图。
28.图10是本发明工件立体结构示意图。
29.图中:1、放置基台;11、限位凸起;12、支撑连杆;13、弧形支撑板;14、收料槽;15、缓冲垫;2、承托架;3、切割架;31、限位架;4、定位机构;41、双向螺杆;42、定位机架;421、滑动凸起;43、双向丝杠;44、定位板;45、固定部;451、复位弹簧杆;452、固定板;4521、夹持橡胶垫;453、升降机架;454、连接气缸;455、张合板;5、切割机构;51、升降气缸;52、弧形板;521、压板;522、压紧弹簧杆;523、限位板;53、电动滑块;54、连接架;55、调节部;551、张合弹簧杆;552、调节架;5521、集气腔;5522、进气口;5523、气泵;554、移动轮;56、激光切割仪;6、工件;61、空槽。
具体实施方式
30.以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
31.参阅图1以及图6,一种具有定位功能的激光切割装置,包括放置基台1、承托架2、切割架3、定位机构4以及切割机构5,所述的放置基台1上端面左右两侧中部安装有匚型结构的承托架2,两个承托架2上端面共同安装有匚型结构的切割架3,切割架3水平段下端面安装有切割机构5,放置基台1上端面且位于两个承托架2内部均安装有定位机构4。
32.参阅图6以及图8,所述的放置基台1上端面设置有限位凸起11,限位凸起11上端面开设有卡接凹槽,卡接凹槽内部卡接有支撑连杆12,且位于支撑连杆12上方安装有弧形支撑板13,弧形支撑板13上端面开设有收料槽14,弧形支撑板13上端面且位于收料槽14前后两侧安装有缓冲垫15,限位凸起11可以对工件6进行左右方向的限位,避免工件6在切割过程中发生左右方向的位移,弧形支撑板13在工件6切割过程中可以对工件6起支撑分力作用,避免工件6在切割过程中受力过大造成工件6的断裂,收料槽14可以对切割过程中产生
的熔融物质进行收集,缓冲垫15可以减少工件6在弧形支撑板13上的刚性冲击,对工件6起缓冲作用。
33.参阅图1,所述的切割架3水平段上端面贯穿滑动设置有限位架31,且限位架31下端固定在弧形板52上端面,限位架31在切割过程中可以对弧形板52起限位作用,避免电动滑块53移动过程中由于弧形板52跨度过大造成弧形板52的晃动,提高弧形板52在切割过程中的稳定性。
34.参阅图1、图4以及图5,所述的定位机构4包括双向螺杆41、定位机架42、双向丝杠43、定位板44以及固定部45,其中所述的放置基台1中部开设有自左向右走向的滑动槽,定位机架42下端设置有滑动凸起421,定位机架42通过滑动凸起421滑动设置在滑动槽左右两侧,两个滑动凸起421之间通过螺纹安装有双向螺杆41,每个定位机架42上端面开设有前后对称的定位滑槽,前后相邻的两个定位滑槽内部设置有l型结构的定位板44,定位板44的竖直段滑动设置在定位滑槽内部,且定位板44的水平段沿水平方向放置基台1中部延伸,双向丝杠43通过轴承安装在定位机架42且位于前后两个定位滑槽之间,双向丝杠43前后两端与定位板44竖直段螺接,定位机架42上端面且位于前后两个定位板44之间安装有固定部45。
35.参阅图1、图3以及图7,所述的切割机构5包括升降气缸51、弧形板52、电动滑块53、连接架54、调节部55以及激光切割仪56,其中所述的升降气缸51通过气缸座安装在切割架3水平段下端面中部,升降气缸51伸缩端下端面安装有弧形板52,弧形板52下端面安装有安装有电动滑块53,电动滑块53下端面自上而下依次安装有连接架54、调节部55以及激光切割仪56。
36.具体工作时,将待切割的工件6放置在放置基台1上,再根据实际切割需要确定工件6的待切割处,人工推动工件6自后向前移动使得工件6待切割处移动到弧形板52下方,此时定位板44位于空槽61侧边,此时转动双向螺杆41通过定位机架42带动定位板44相向移动使得定位板44插入空槽61内部,当定位板44移动到空槽61内部后,再转动双向丝杠43带动定位板44前后移动,当相邻两空槽61之间的部分位于激光切割仪56后侧时,前方的定位板44向前移动通过推动空槽61内壁带动工件6前移,从而使得相邻两空槽61之间的部分与激光切割仪56位于同一竖直面上,当相邻两空槽61之间的部分位于激光切割仪56前侧时,后方的定位板44向后移动通过推动空槽61内壁带动工件6后移,从而使得相邻两空槽61之间的部分与激光切割仪56位于同一竖直面上,其中前后两个相邻的定位板44之间连线的中点与激光切割仪56位于同一竖直面上,当工件6定位结束后,升降气缸51启动带动弧形板52下移,进而弧形板52通过调节部55带动激光切割仪56移动到工件6表面上方,电动滑块53启动通过连接架54与调节部55相互配合带动激光切割仪56对工件6进行切割,其中弧形板52可以保证激光切割仪56与工件6的距离保持基本一致。
37.参阅图4,所述的固定部45包括复位弹簧杆451、固定板452、升降机架453、连接气缸454以及张合板455,其中所述的定位机架42上端面中部设置有固定凸起,前后两个定位板44与固定凸起之间均滑动设置有固定板452,前后两个固定板452与固定凸起之间安装有复位弹簧杆451,固定凸起上端面安装有升降机架453,升降机架453水平段下端面通过气缸座安装有连接气缸454,连接气缸454伸缩端下端面安装有张合板455,其中所述的张合板455下端面开设有张合槽,且张合槽为等腰梯形结构,张合槽前后两侧壁分别抵靠在前后两个固定板452上,具体工作时,当定位板44向空槽61内部移动时固定板452同步向空槽61内
部移动,当工件6通过定位板44定位结束后,连接气缸454启动带动张合板455下移,进而张合板455通过等腰梯形结构的张合槽带动固定板452相向移动,进而两个固定板452可以对两空槽61之间的部分进行夹持,从而固定板452可以对定位后的工件6进行固定,避免工件6在切割过程中发生晃动,提高工件6的稳定性,其中复位弹簧杆451可以对固定板452起复位导向作用。
38.参阅图4以及图5,前后相邻所述的固定板452相对面安装有夹持橡胶垫4521,夹持橡胶垫4521既可以增加固定板452与工件6之间的接触面积,使得工件6在切割过程中更加稳定,又可以对工件6起保护作用。
39.参阅图1、图2以及图6,所述的弧形板52下端面左右两端均安装有压板521,两个承托架2水平段下端面且压板521下端面左右两侧均安装有压紧弹簧杆522,两个压紧弹簧杆522下端均安装有限位板523,弧形板52向下移动过程中通过压板521带动限位板523抵靠在工件6表面上,进而限位板523可以在工件6切割过程中对工件6进行进一步限位压紧,避免工件6在切割过程中发生晃动,其中压紧弹簧杆522对工件6起复位与连接作用。
40.参阅图3,所述的调节部55包括张合弹簧杆551、调节架552以及移动轮554,其中所述的张合弹簧杆551安装在连接架54下端面,张合弹簧杆551下端安装有调节架552,调节架552前后两端通过轴承安装有移动轮554,张合弹簧杆551通过调节架552与移动轮554相互配合可以带动激光切割仪56始终与工件6表面距离一定,进而既可以保证激光切割仪56在切割过程中高速气流的不会发生动能损失,又可以保证保证高速气流不会产生折返压力使得高速气流可以有效将切割产生的熔融物质吹散。
41.参阅图9,所述的调节架552内部开设有集气腔5521,调节架552下端面均匀开设有多个与集气腔5521相贯通的进气口5522,调节架552左端面安装有与集气腔5521相贯通的气泵5523,气泵5523启动通过进气口5522可以将切割过程产生的废气吸入集气腔5521内部,避免切割过程中产生的废气排放至空气中,影响环境卫生。
42.本发明提供的种具有定位功能的激光切割装置对工件的方法,包括以下步骤:第一步:放置移动:将待切割的工件6放置在放置基台1上,再根据实际切割需要确定工件6的待切割处,人工推动工件6自后向前移动使得工件6待切割处移动到弧形板52下方,此时定位板44位于空槽61侧边。
43.第二步:定位调节:转动双向螺杆41通过定位机架42带动定位板44相向移动使得定位板44插入空槽61内部,当定位板44移动到空槽61内部后,再转动双向丝杠43带动定位板44前后移动,进而定位板44根据工件6的偏移程度在空槽61内部移动可以带动工件6前后移动,使得前后相邻两空槽61之间的部分正好位于激光切割仪56正下方。
44.第三步:切割处理:当工件6定位结束后,升降气缸51启动带动弧形板52下移,进而弧形板52通过调节部55带动激光切割仪56移动到工件6表面上方,电动滑块53启动通过连接架54与调节部55相互配合带动激光切割仪56对工件6进行切割。
45.第四步:收集处理:当工件6切割结束对工件6进行收集处理。
46.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1