热水器内胆的制造方法、制造设备及热水器与流程
本技术涉及热水器,特别涉及一种热水器内胆的制造方法、制造设备及热水器。
背景技术:
1、在相关技术中,热水器包括内胆,内胆可用于储存热水。内胆通常是利用板材卷成筒状,然后再焊接形成有相对密封的内部空间。具体地,现有内胆的焊接,均需要采用2道工序,分别为等离子弧焊和t形口焊接。因为等离子弧焊的起弧和收弧处,由于焊接不良造成漏水,必须使用co2气体保护焊在等离子弧焊的两端进行t形口补焊,以确保内胆使用过程中不漏水。
2、然而这造成工序复杂,而且等离子弧焊和co2气体保护焊的焊接热输入较大,对于内胆这种薄壁结构,容易产生显著的焊接变形,等离子弧焊和co2气体保护焊搭接处的重复焊接,也会造成焊丝浪费。
技术实现思路
1、本技术实施方式提供了一种热水器内胆的制造方法、制造设备及热水器。
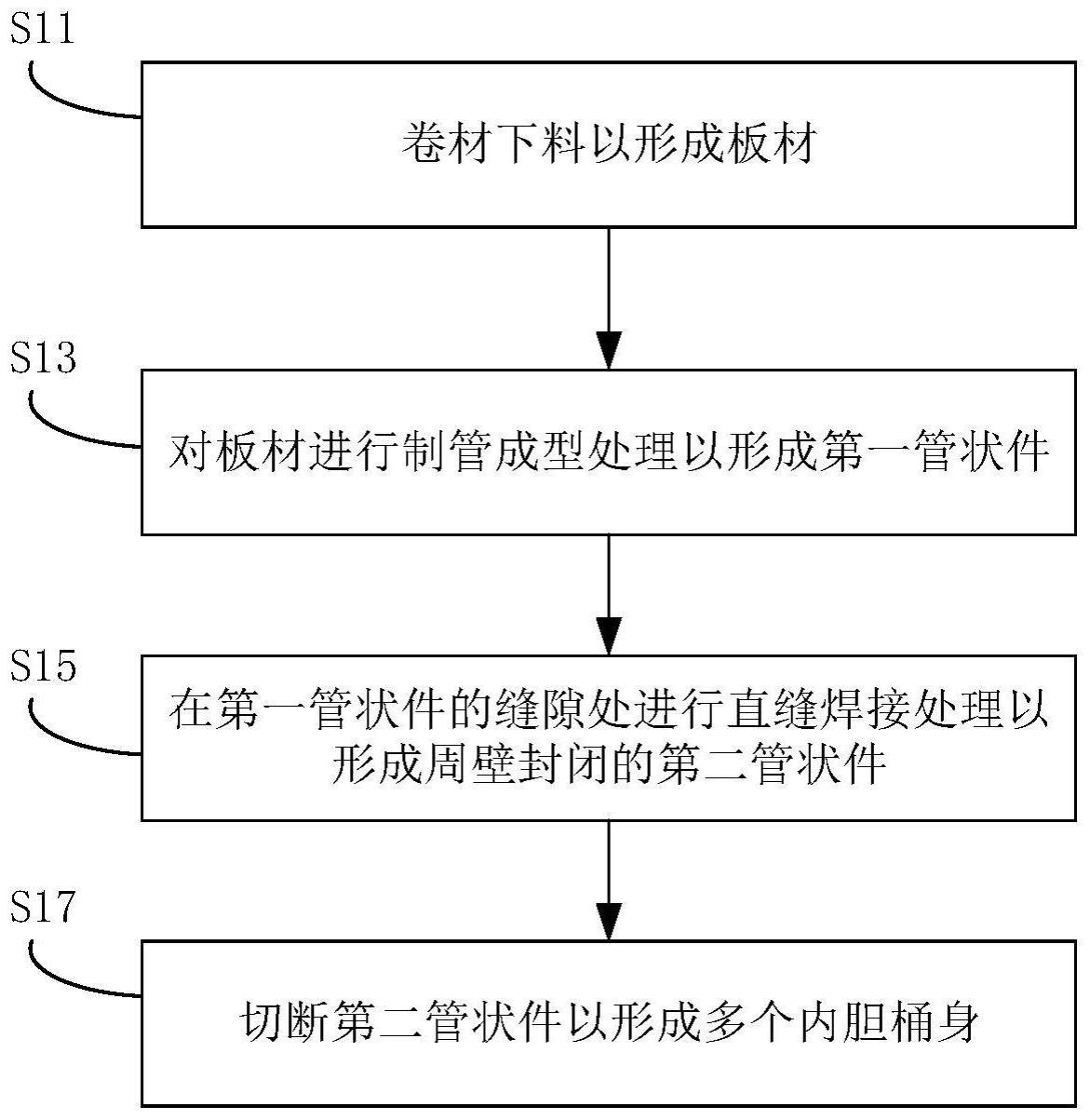
2、本技术实施方式的一种热水器内胆的制造方法,包括:
3、卷材下料以形成板材;
4、对所述板材进行制管成型处理以形成第一管状件,所述第一管状件的周壁具有一缝隙;
5、在所述第一管状件的缝隙处进行直缝焊接处理以形成周壁封闭的第二管状件;
6、切断所述第二管状件以形成多个内胆桶身。
7、上述热水器内胆的制造方法,在直缝焊接前,先将板材形成第一管状件,再利用直缝缝管工艺进行第一管状件的直缝焊接,长直缝焊接完成后,切断第二管状件后作为内胆桶身,如此,内胆桶身无需二次焊接,简化了工艺,减少内胆桶身变形,也节省了焊料。
8、本技术实施方式的一种热水器内胆的制造方法,包括:
9、卷材下料以形成板材;
10、在所述板材上形成多个开孔;
11、对带有所述开孔的板材进行制管成型处理以形成第一管状件,所述第一管状件的管壁具有一缝隙;
12、在所述第一管状件的缝隙处进行直缝焊接处理以形成管壁带孔的第二管状件;
13、切断所述第二管状件以形成多个内胆桶身,每个内胆桶身具有至少一个开孔。
14、上述热水器内胆的制造方法,在形成第一管状件前,先在板材上形成多个开孔,这样,切断下来的每个内胆桶身已带有开孔,因而无需对每个内胆桶身对应的板材单独地形成开孔,提升了内胆的制造效率。
15、本技术实施方式的一种热水器内胆的制造方法,包括:
16、卷材下料以形成板材;
17、处理所述板材以形成第一管状件,所述第一管状件的管壁具有一缝隙;
18、在所述第一管状件的缝隙处进行直缝焊接处理以形成管壁封闭的第二管状件;
19、利用激光在所述第二管状件的管壁形成开孔;
20、在所述开孔的数量满足一个内胆桶身所需开孔数量的情况下,切断所述第二管状件以形成一个内胆桶身,所述内胆桶身具有至少一个所述开孔。
21、上述热水器内胆的制造方法,利用激光在第二管状件的管壁形成开孔,不易造成内胆桶身的变形,而且也能够提升内胆桶身的尺寸精度。
22、本技术实施方式的一种热水器内胆的制造方法,包括:
23、卷材下料以形成板材;
24、处理所述板材以形成第一管状件,所述第一管状件的管壁具有一缝隙;
25、在所述第一管状件的缝隙处进行直缝焊接处理以形成管壁封闭的第二管状件;
26、利用激光在所述第二管状件的管壁形成开孔,切断所述第二管状件以形成一个内胆桶身,并基本上同步地完成一个内胆桶身所需开孔的形成及一个内胆桶身的切断,所述内胆桶身具有至少一个所述开孔。
27、上述热水器内胆的制造方法,利用激光在第二管状件的管壁形成开孔,不易造成内胆桶身的变形,而且也能够提升内胆桶身的尺寸精度。同时,激光形成开孔与切断第二管状件基本上同步地完成,可以提升制造效率。
28、在某些实施方式中,所述制造方法还包括:
29、在形成所述第一管状件前,对所述板材进行在线清洗。
30、在某些实施方式中,在所述板材上形成多个开孔,包括:
31、利用冲床或激光在所述板材上形成所述开孔。
32、在某些实施方式中,所述制造方法还包括:
33、在所述板材上形成多个开孔前,对所述板材进行在线清洗。
34、在某些实施方式中,所述制造方法还包括以下至少一种:
35、对所述第二管状件进行内压延处理;
36、对所述第二管状件进行制管定径处理;
37、对所述第二管状件进行涡流探伤处理。
38、在某些实施方式中,所述制造方法还包括以下至少一种:
39、在利用激光在所述第二管状件的管壁形成开孔前,对所述第二管状件进行内压延处理;
40、在利用激光在所述第二管状件的管壁形成开孔前,对所述第二管状件进行制管定径处理;
41、在利用激光在所述第二管状件的管壁形成开孔前,对所述第二管状件进行涡流探伤处理。
42、在某些实施方式中,切断所述第二管状件包括:
43、利用激光环切所述第二管状件。
44、在某些实施方式中,所述激光功率不大于10kw。
45、在某些实施方式中,直缝焊接的焊接速度不低于0.4m/min。
46、在某些实施方式中,所述制造方法还包括:
47、在所述内胆桶身的管壁上形成至少两个开孔。
48、在某些实施方式中,所述制造方法还包括:
49、在所述内胆桶身的开孔处焊接连接管。
50、本技术实施方式的一种热水器,包括由上述任一实施方式的制造方法所制得的内胆桶身。
51、上述热水器,可以节约成本,减少内胆桶身变形。
52、本技术实施方式的一种热水器内胆的制造设备,包括:
53、料架,用于放置卷材并使所述卷材下料以形成板材。
54、成型段,用于对所述板材进行制管成型处理以形成第一管状件,所述第一管状件的周壁具有一缝隙;
55、焊接段,用于在所述第一管状件的缝隙处进行直缝焊接处理以形成周壁封闭的第二管状件;
56、切管机,用于切断所述第二管状件以形成多个内胆桶身。
57、上述热水器内胆的制造设备,在直缝焊接前,先将板材形成第一管状件,再利用直缝缝管工艺进行第一管状件的直缝焊接,长直缝焊接完成后,切断第二管状件后作为内胆桶身,如此,内胆桶身无需二次焊接,简化了工艺,减少内胆桶身变形,也节省了焊料。
58、本技术实施方式的一种热水器内胆的制造设备,包括:
59、料架,用于放置卷材并使所述卷材下料以形成板材;
60、开孔段,用于在所述板材上形成多个开孔;
61、成型段,用于对带有所述开孔的板材进行制管成型处理以形成第一管状件,所述第一管状件的管壁具有一缝隙;
62、焊接段,用于在所述第一管状件的缝隙处进行直缝焊接处理以形成管壁带孔的第二管状件;
63、切管机,用于切断所述第二管状件以形成多个内胆桶身,每个内胆桶身具有至少一个开孔。
64、上述热水器内胆的制造设备,在形成第一管状件前,先在板材上形成多个开孔,这样,切断下来的每个内胆桶身已带有开孔,因而无需对每个内胆桶身对应的板材单独地形成开孔,提升了内胆的制造效率。
65、本技术实施方式的一种热水器内胆的制造设备,包括:
66、料架,用于放置卷材并使所述卷材下料以形成板材;
67、成型段,用于处理所述板材以形成第一管状件,所述第一管状件的管壁具有一缝隙;
68、焊接段,用于在所述第一管状件的缝隙处进行直缝焊接处理以形成管壁封闭的第二管状件;
69、开孔机,用于利用激光在所述第二管状件的管壁形成开孔;
70、切管机,用于在所述开孔的数量满足一个内胆桶身所需开孔数量的情况下,切断所述第二管状件以形成一个内胆桶身,所述内胆桶身具有至少一个所述开孔。
71、上述热水器内胆的制造设备,利用激光在第二管状件的管壁形成开孔,不易造成内胆桶身的变形,而且也能够提升内胆桶身的尺寸精度。
72、本技术实施方式的一种热水器内胆的制造设备,包括:
73、料架,用于放置卷材并使所述卷材下料以形成板材;
74、成型段,用于处理所述板材以形成第一管状件,所述第一管状件的管壁具有一缝隙;
75、焊接段,用于在所述第一管状件的缝隙处进行直缝焊接处理以形成管壁封闭的第二管状件;
76、开孔机,用于利用激光在所述第二管状件的管壁形成开孔;
77、切管机,用于在所述开孔的数量满足一个内胆桶身所需开孔数量的情况下,切断所述第二管状件以形成一个内胆桶身,所述内胆桶身具有至少一个所述开孔;
78、其中,一个内胆桶身所需开孔的形成及一个内胆桶身的切断是基本上同步地完成。
79、上述热水器内胆的制造设备,利用激光在第二管状件的管壁形成开孔,不易造成内胆桶身的变形,而且也能够提升内胆桶身的尺寸精度。同时,激光形成开孔与切断第二管状件基本上同步地完成,可以提升制造效率。
80、本技术的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本技术的实践了解到。
- 还没有人留言评论。精彩留言会获得点赞!