一种金属板材冲压成型工艺的制作方法
1.本发明涉及冲压成型技术领域,更具体的说是一种金属板材冲压成型工艺。
背景技术:
2.冲压成型是指靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件的加工成型方法,冲压的坯料主要是热轧和冷轧的钢板和钢带,全世界的钢材中,汽车的车身、底盘、油箱、散热器片,锅炉的汽包,容器的壳体,电机、电器的铁芯硅钢片等都是冲压加工的,但是现有的技术只能加工出单一尺寸的板材,不能调整加工板材的规格,导致设备的适用性不强。
技术实现要素:
3.本发明的目的是提供一种金属板材冲压成型工艺,其有益效果为可冲压出不同尺寸的板材,进一步增强其适用性。
4.本发明的目的通过以下技术方案来实现:
5.一种金属板材冲压成型工艺,该工艺包括以下步骤:
6.步骤一、对板材的加工原料进行筛选并将合格的原料添加至热熔机内进行热熔处理;
7.步骤二、将固定的原料加工成液体金属液;
8.步骤三、对液体金属液进行模具成型加工处理,得到单层板材;
9.步骤四、将单层板材添加至冲压装置内,即可完成金属板材冲压成型处理。
10.所述模具成型是通过将金属液添加至模具内,待金属液冷却后,即可完成板材的加工。
11.优选的,所述步骤四内使用冲压装置每次只能对一张的单层板材进行冲压处理。
12.优选的,所述冲压装置包括底撑桌、冲压桌、多个凸槽板i、冲压板和多个凸槽板ii,底撑桌上固定连接有冲压桌,多个凸槽板i均活动连接在冲压桌上,冲压板通过升降构件连接在底撑桌上,多个凸槽板ii均活动连接在冲压板上。
13.优选的,所述升降构件包括两个限位滑道和伸缩杆i,两个限位滑道均固定连接在底撑桌上,伸缩杆i固定连接在底撑桌上,冲压板与两个限位滑道滑动连接并与伸缩杆i固定连接。
14.优选的,所述冲压装置还包括横托板和两个调整丝杠,横托板固定连接在多个凸槽板i的下方,两个调整丝杠均通过螺纹连接在横托板上,冲压桌与两个调整丝杠转动连接。
15.优选的,所述冲压装置还包括轴承座、传动蜗杆和锁固构件,轴承座固定连接在冲压桌的下方,传动蜗杆转动连接在轴承座上,两个调整丝杠与传动蜗杆传动连接,锁固构件连接在传动蜗杆上,轴承座与锁固构件滑动连接,冲压桌与锁固构件转动连接。
16.优选的,所述冲压装置还包括顶托板、四个直齿板和四个挤压构件,顶托板固定连
接在多个凸槽板ii上,四个直齿板均固定连接在顶托板上,四个挤压构件均固定连接在冲压板上,四个挤压构件分别与四个直齿板滑动连接。
17.优选的,所述冲压装置还包括四个限位滑腔、四个限位滑柱和放置滑框,四个限位滑腔均固定连接在底撑桌上,四个限位滑柱分别滑动连接在四个限位滑腔内,放置滑框固定连接在四个限位滑柱上,冲压桌与放置滑框滑动连接。
18.优选的,所述冲压装置还包括两个限位构件,两个限位构件均固定连接在底撑桌上,放置滑框与两个限位构件接触。
19.优选的,所述锁固构件包括制动轮、制动板、移动丝杠和限位曲板,传动蜗杆上固定连接有两个制动轮,制动板滑动连接在轴承座上,轴承座上转动连接有移动丝杠,移动丝杠与冲压桌转动连接并与制动板通过螺纹连接,冲压桌的下方固定连接有两个限位曲板。
20.优选的,所述挤压构件包括竖立板、齿插板和插移丝杠,竖立板上滑动连接有齿插板,竖立板上通过螺纹连接有插移丝杠,插移丝杠与齿插板转动连接,冲压板上固定连接有四个竖立板,四个齿插板分别与四个直齿板滑动连接。
21.优选的,所述限位构件包括曲支板、横滑腔、伸缩触板和接触丝杠,曲支板上固定连接有横滑腔,横滑腔内滑动连接有伸缩触板,横滑腔上转动连接有接触丝杠,接触丝杠与伸缩触板通过螺纹传动连接,底撑桌上固定连接有两个曲支板,两个伸缩触板均与放置滑框接触。
附图说明
22.下面结合附图和具体实施方法对本发明做进一步详细的说明。
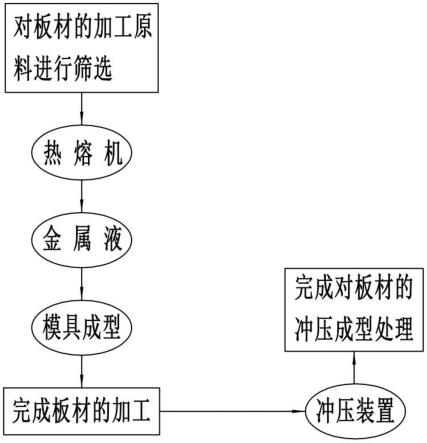
23.图1是本发明一种金属板材冲压成型工艺的流程示意图;
24.图2是对单层板材进行冲压实施例的结构示意图;
25.图3是对单层板材进行冲压实施例的部分结构示意图;
26.图4是对单层板材进行冲压实施例的部分另一面结构示意图;
27.图5是调整冲压深度实施例的结构示意图;
28.图6是调整冲压深度实施例的具体结构示意图;
29.图7是调整冲压深度实施例的具体的部分结构示意图;
30.图8是对对板材进行升降冲压实施例的结构示意图;
31.图9是对冲压的高度进行固定实施例的结构示意图;
32.图10是为单层板材提供放置空间实施例的结构示意图;
33.图11是对放置滑框进行限制实施例结构示意图。
具体实施方式
34.下面结合附图对本发明作进一步详细说明。
35.下面结合附图1详细说明,一种金属板材冲压成型工艺,该工艺包括以下步骤:
36.步骤一、对板材的加工原料进行筛选并将合格的原料添加至热熔机内进行热熔处理;
37.步骤二、将固定的原料加工成液体金属液;
38.步骤三、对液体金属液进行模具成型加工处理,得到单层板材;
39.步骤四、将单层板材添加至冲压装置内,即可完成金属板材冲压成型处理。
40.下面结合附图1详细说明,所述模具成型是通过将金属液添加至模具内,待金属液冷却后,即可完成板材的加工。
41.下面结合附图1详细说明,所述步骤四内使用冲压装置每次只能对一张的单层板材进行冲压处理。
42.根据说明书附图2-6和8细说明,所述冲压装置包括底撑桌101、冲压桌102、多个凸槽板i103、冲压板104和多个凸槽板ii105,底撑桌101上固定连接有冲压桌102,多个凸槽板i103均活动连接在冲压桌102上,冲压板104通过升降构件连接在底撑桌101上,多个凸槽板ii105均活动连接在冲压板104上。
43.进一步的,底撑桌101起到支撑固定的作用,可为整个装置提供固定的空间,让装置平稳的放置到地面上,底撑桌101的四角处均设置有空心支撑腿,冲压桌102可为板材提供放置的空间,利用升降构件可带动冲压板104上下移动,多个凸槽板i103和多个凸槽板ii105的位置相互错开,可将单层的板材放置到多个凸槽板i103上,利用升降构件带动冲压板104向下移动,这时多个凸槽板ii105将会移动到多个凸槽板i103之间,实现对单层板擦的冲压处理。
44.根据说明书附图2-4和8详细说明,所述升降构件包括两个限位滑道201和伸缩杆i202,两个限位滑道201均固定连接在底撑桌101上,伸缩杆i202固定连接在底撑桌101上,冲压板104与两个限位滑道201滑动连接并与伸缩杆i202固定连接。
45.进一步的,两个限位滑道201可为冲压板104提供滑动的空间,并对其进行限位处理,让冲压板104只能上下滑动,而且两个限位滑道201内均设置有竖立圆柱,两个竖立圆柱均与冲压板104滑动连接,利用两个竖立圆柱可进一步实现对冲压板104的限位处理,进一步的防止冲压板104在上下移动时发生窜位的限位,两个限位滑道201的上方均设置有拆卸盖板,当将冲压板104安装到两个限位滑道201内后,可将两个拆卸盖板安装好,实现对冲压板104的固定处理方,防止冲压板104滑离两个限位滑道201,而利用伸缩杆i202的伸缩可带动冲压板104上下移动,当冲压板104向下移动时通过多个凸槽板ii105,即可实现对放置到多个凸槽板i103上的一张单层板材进行冲压处理。
46.根据说明书附图2-7细说明,所述冲压装置还包括横托板301和两个调整丝杠302,横托板301固定连接在多个凸槽板i103的下方,两个调整丝杠302均通过螺纹连接在横托板301上,冲压桌102与两个调整丝杠302转动连接。
47.进一步的,横托板301可为多个凸槽板i103提供固定的空间,当多个凸槽板i103与冲压桌102滑动连接时,可实现对横托板301限位处理,让横托板301只能上下滑动,而且横托板301可带动多个凸槽板i103进行升降,从而改变多个凸槽板i103伸出的距离,转动的两个调整丝杠302即可带动横托板301进行升降,最终改变多个凸槽板i103伸出的距离,但多个凸槽板i103伸出的距离不同时,通过冲压完成的板材上所加工出槽的深度也会不同,根据需求改变多个凸槽板i103的位置,两个调整丝杠302的下方均固定连接有传动涡轮。
48.根据说明书附图2-7详细说明,所述冲压装置还包括轴承座303、传动蜗杆304和锁固构件,轴承座303固定连接在冲压桌102的下方,传动蜗杆304转动连接在轴承座303上,两个调整丝杠302与传动蜗杆304传动连接,锁固构件连接在传动蜗杆304上,轴承座303与锁固构件滑动连接,冲压桌102与锁固构件转动连接。
49.进一步的,轴承座303起到承载连接的作用,可为传动蜗杆304提供转动的空间,传动蜗杆304与两个调整丝杠302下方的两个传动涡轮啮合传动连接,当转动传动蜗杆304后,即可同时带动两个传动涡轮进行同向的转动,而同时同向转动的两个传动涡轮即可带动两个调整丝杠302进行转动,当两个调整丝杠302进行转动时,即可带动横托板301进行升降,从而实现凸槽板i103高度的改变,当多个凸槽板i103的高度调整完毕后,还需对多个凸槽板i103的高度进行固定处理,利用锁固构件即可实现对传动蜗杆304的固定处理,而当传动蜗杆304不发生转动时,两个调整丝杠302也不会发生转动,这时的横托板301的高度也将会被固定,这样确保在对板材进行冲压时,多个凸槽板i103的位置不会改变。
50.所述锁固构件包括制动轮305、制动板306、移动丝杠307和限位曲板308,传动蜗杆304上固定连接有两个制动轮305,制动板306滑动连接在轴承座303上,轴承座303上转动连接有移动丝杠307,移动丝杠307与冲压桌102转动连接并与制动板306通过螺纹连接,冲压桌102的下方固定连接有两个限位曲板308。
51.进一步的,当多个凸槽板i103的高度被调整完毕后,转动移动丝杠307带动制动板306向前移动,这时的制动板306将会与两个制动轮305接触,利用制动板306将会与两个制动轮305接触实现对传动蜗杆304的固定处理,当传动蜗杆304被固定后,多个凸槽板i103的高度将会被固定,而两个限位曲板308可对横托板301的高度进行限位,当横托板301与两个限位曲板308接触后,横托板301将会在继续向下移动。
52.根据说明书附图2、8和9详细说明,所述冲压装置还包括顶托板405、四个直齿板404和四个挤压构件,顶托板405固定连接在多个凸槽板ii105上,四个直齿板404均固定连接在顶托板405上,四个挤压构件均固定连接在冲压板104上,四个挤压构件分别与四个直齿板404滑动连接。
53.进一步的,顶托板405可为多个凸槽板ii105提供固定的空间,而利用四个直齿板404可实现对顶托板405高度的固定处理,当多个凸槽板i103的高度调整完毕后,需要让冲压板104向下移动,让冲压板104与冲压桌102接触,这时的多个凸槽板ii105将会滑到多个凸槽板i103之间,这时多个凸槽板ii105所处的高度合适与多个凸槽板i103相互配合,完成对板材的冲压处理,所以这时需要对多个凸槽板ii105高度进行固定处理,利用四个挤压构件实现对四个直齿板404的固定处理,这时的多个凸槽板ii105的高度也将会被固定,这时的多个凸槽板ii105向下移动时,即可与多个凸槽板i103严丝合缝,实现对单层板材的冲压处理,加工出所需槽深的弯曲板材。
54.所述挤压构件包括竖立板401、齿插板402和插移丝杠403,竖立板401上滑动连接有齿插板402,竖立板401上通过螺纹连接有插移丝杠403,插移丝杠403与齿插板402转动连接,冲压板104上固定连接有四个竖立板401,四个齿插板402分别与四个直齿板404滑动连接。
55.进一步的,当多个凸槽板ii105所处的高度合适与多个凸槽板i103相互配合后,转动四个插移丝杠403带动四个齿插板402向内移动,让四个齿插板402分别与四个直齿板404滑动连接,这时的四个直齿板404的高度将会被固定,而多个凸槽板ii105的高度也将固定,确保多个凸槽板ii105能够与多个多个凸槽板i103相互配合,实现通过冲压加工出弯曲带槽板的质量。
56.根据说明书附图2-4和10详细说明,所述冲压装置还包括四个限位滑腔501、四个
限位滑柱502和放置滑框503,四个限位滑腔501均固定连接在底撑桌101上,四个限位滑柱502分别滑动连接在四个限位滑腔501内,放置滑框503固定连接在四个限位滑柱502上,冲压桌102与放置滑框503滑动连接。
57.进一步的,四个限位滑腔501分别固定连接在底撑桌101上四个空心支撑腿内,四个限位滑腔501可为四个限位滑柱502提供滑动的空间,而四个限位滑柱502可为放置滑框503提供固定的空间,四个限位滑腔501上均套设有弹簧,四个弹簧均位于底撑桌101和放置滑框503之间,利用四个弹簧产生的弹力作用到放置滑框503上,让放置滑框503处于最高点,放置滑框503的四角处均固定连接有角板,可将单层板材放置到放置滑框503上并位于四个角板之间,实现对单层板材的放置,这时当多个凸槽板ii105向下移动时,可先带动单层板材向下移动,待单层板材与多个凸槽板i103接触后,才会产生挤压力,设置有放置滑框503的好处是方便单层板材的放置,而且产生冲压力时也会更均匀,这样加工出带有槽的弯曲板材质量才会更好。
58.根据说明书附图2-4和11详细说明,所述冲压装置还包括两个限位构件,两个限位构件均固定连接在底撑桌101上,放置滑框503与两个限位构件接触。
59.进一步的,利用两个限位构件可实现对放置滑框503最高点的限制,当放置滑框503与两个限位构件接触后,放置滑框503将会处于最高点,当两个限位构件脱离放置滑框503后,可将放置滑框503取下,实现对放置滑框503的更换或维修,确保放置滑框503的上表面光滑,无太深的划痕,进一步增强加工出带有槽的弯曲板材的质量。
60.所述限位构件包括曲支板601、横滑腔602、伸缩触板603和接触丝杠604,曲支板601上固定连接有横滑腔602,横滑腔602内滑动连接有伸缩触板603,横滑腔602上转动连接有接触丝杠604,接触丝杠604与伸缩触板603通过螺纹传动连接,底撑桌101上固定连接有两个曲支板601,两个伸缩触板603均与放置滑框503接触。
61.进一步的,当需要对放置滑框503进行限位时,只需转动两个接触丝杠604带动两个伸缩触板603向内移动,让两个伸缩触板603与放置滑框503接触,即可实现对放置滑框503高度的限制,而当需要更换或维修放置滑框503时,转动两个接触丝杠604,带动两个伸缩触板603向外移动,让两个伸缩触板603与放置滑框503脱离,这时放置滑框503的限位被解除,可将放置滑框503取下,完成对放置滑框503的更换或维修。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1