一种大六角螺栓的生产工艺的制作方法
一种大六角螺栓的生产工艺
【技术领域】
1.本发明涉及紧固件的技术领域,特别是一种大六角螺栓的生产工艺的技术领域。
背景技术:
2.螺栓是基础工业体系中不可或缺的连接件之一,由头部和螺杆两部分组成的一类紧固件,需与螺母配合,用于紧固连接两个带有通孔的零件。
3.随着社会飞速发展,市场竞争越来越激烈,因此,需要提高产品质量,提高市场竞争力。
技术实现要素:
4.本发明的目的就是解决现有技术中的问题,提出一种大六角螺栓的生产工艺,能够提高产品质量,提高市场竞争力。
5.为实现上述目的,本发明提出了一种大六角螺栓的生产工艺,包括以下步骤:a)选材;b)退火;c)酸洗;d)抽线;e)成型;f)辗牙;g)清洗;h)成型热处理和i)镀锌处理,所述步骤b)退火为:将选定钢材放入炉内缓慢加热,5~6h升至860℃~880℃,然后空气冷却至常温,所述步骤h)成型热处理包括淬火和回火,淬火温度为:900℃~920℃,淬火介质为:60℃~80℃的淬火油,回火温度为:200℃~300℃,淬火后的洛氏硬度大于45,所述步骤i)镀锌处理包括一)除油;二)第一水洗;三)酸洗;四)第二水洗;五)浸助镀溶剂;六)烘干预热;七)镀锌;八)整理;九)钝化;十)漂洗和十一)干燥,所述步骤七)镀锌采用镀锌装置完成,所述镀锌装置包括镀锌槽、循环驱动机构、若干装载机构、上料机构、环状平台、落料口和出料机构,所述镀锌槽内设有环状平台,所述环状平台上设有落料口,所述出料机构的输入端设在落料口处,所述装载机构沿着环状平台的表面间隔分布,所述循环驱动机构驱动装载机构沿着环状平台循环运动,所述装载机构从上料机构的输出端经过。
6.作为优选,所述步骤a)选材采用35vb钢材料。
7.作为优选,所述步骤b)退火为:将选定钢材放入炉内缓慢加热,6h升至870℃,然后空气冷却至常温,所述步骤h)成型热处理包括淬火和回火,淬火温度为:910℃,淬火介质为:70℃的淬火油,回火温度为:200℃,淬火后的洛氏硬度为50。
8.作为优选,所述步骤七)镀锌的镀锌液包括以下组分:氯化锌:15~18g/l、氧化锌:20~23g/l、氯化铵:250~270g/l、氨三乙酸:25~30g/l、聚乙二醇:1~1.5g/l、硫脲:1~1.5g/l和海鸥洗涤剂:0.2~0.4g/l,ph值为:6~7,镀锌液温度为:15℃~35℃,阴极电流密度为:1~2a/dm2。
9.作为优选,所述循环驱动机构包括机架、输送链板、链板从动轮、链板主动轮和步进电机,所述机架上设有链板从动轮、链板主动轮和步进电机,所述步进电机驱动链板主动轮,所述链板从动轮和链板主动轮上设有输送链板,所述机架上设有两个对输送链板进行定位的定位机构,所述定位机构包括横梁、若干支座和若干辊轮,所述横梁上设有间隔设置的支座,所述支座上均设有位于输送链板两侧的辊轮。
10.作为优选,所述装载机构包括框体和设在框体的一宽边体上的连接臂,所述框体的两个长边体上均设有若干通孔i,所述框体的内部空间宽度稍大于大六角螺栓的螺头对角线长度。
11.作为优选,所述环状平台上设有若干通孔ii,所述镀锌槽的内底面设有若干支撑体,所述支撑体上均套设有与环状平台固定连接的套体。
12.作为优选,所述上料机构包括输送带、称重料斗、直线振动送料器和导料斗,所述输送带的输出端的下方设有称重料斗,所述称重料斗的输出端的下方设有直线振动送料器,所述直线振动送料器的输出端的下方设有导料斗。
13.作为优选,所述出料机构为无轴螺旋输送机,所述无轴螺旋输送机的输料槽的内底面设有排液槽。
14.作为优选,还包括用于罩盖镀锌槽的槽口的槽盖,所述槽盖包括环状盖和设在环状盖内的中间盖,所述环状盖的内圈与中间盖之间留有环状通道,所述环状通道内设有与其相配合的柔性封堵体,所述柔性封堵体上穿设有固定连接的连接臂,所述柔性封堵体的内圈设有两个分别位于中间盖表面和底面的弹性搭盖部,所述柔性封堵体的外圈设有两个分别位于环状盖表面和底面的弹性搭盖部,所述环状盖和中间盖均通过若干连接体与循环驱动机构的机架固定连接,所述环状盖上设有若干加料口,所述加料口上均设有可开闭的盖板,所述环状盖上设有与导料斗的输出端连通的进口,所述环状盖上设有烟气抽吸口。
15.本发明的有益效果:本发明通过将选定钢材放入炉内缓慢加热,5~6h升至860℃~880℃,能够加热均匀性好;提高退火均匀性;淬火温度为:900℃~920℃,淬火介质为:60℃~80℃的淬火油,回火温度为:200℃~300℃,通过具有一定温度的淬火油降温和低温回火,提高产品质量。
16.镀锌装置包括镀锌槽、循环驱动机构、若干装载机构、上料机构、环状平台、落料口和出料机构,镀锌槽内设有环状平台,环状平台上设有落料口,出料机构的输入端设在落料口处,装载机构沿着环状平台的表面间隔分布,循环驱动机构驱动装载机构沿着环状平台循环运动,装载机构从上料机构的输出端经过,能够镀锌效果好,生产连续性好,减少人工使用,避免现有的螺栓镀锌时,大量堆积在一起且固定不动影响产品镀锌质量的问题。
17.本技术通过设备和工艺的结合改进,提高产品质量。
18.循环驱动机构带动装载机构运动时,能够对镀锌液进行搅拌,提高均匀性。
19.镀锌液的配方,能够镀层细致,光亮均匀性好,分散和覆盖能力好,提高产品质量。
20.本发明的特征及优点将通过实施例结合附图进行详细说明。
【附图说明】
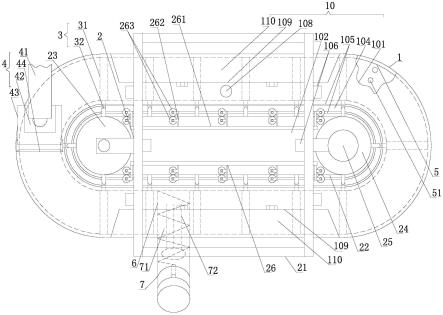
21.图1是镀锌装置的结构示意图;
22.图2是镀锌装置的部分剖视图;
23.图3是环状平台的结构示意图。
24.图中:1-镀锌槽、2-循环驱动机构、3-装载机构、4-上料机构、5-环状平台、6-落料口、7-出料机构、8-支撑体、9-套体、10-槽盖、11-加料口、21-机架、22-输送链板、23-链板从动轮、24-链板主动轮、25-步进电机、26-定位机构、261-横梁、262-支座、263-辊轮、31-框体、32-连接臂、33-通孔i、41-输送带、42-称重料斗、43-直线振动送料器、44-导料斗、51-通
孔ii、71-输料槽、72-排液槽、101-环状盖、102-中间盖、103-环状通道、104-柔性封堵体、105-弹性搭盖部、106-连接体、107-进口、108-烟气抽吸口、109-加料口、110-盖板。
【具体实施方式】
25.参阅图1、图2和图3,本发明一种大六角螺栓的生产工艺,包括以下步骤:a)选材;b)退火;c)酸洗;d)抽线;e)成型;f)辗牙;g)清洗;h)成型热处理和i)镀锌处理,所述步骤b)退火为:将选定钢材放入炉内缓慢加热,5~6h升至860℃~880℃,然后空气冷却至常温,所述步骤h)成型热处理包括淬火和回火,淬火温度为:900℃~920℃,淬火介质为:60℃~80℃的淬火油,回火温度为:200℃~300℃,淬火后的洛氏硬度大于45,所述步骤i)镀锌处理包括一)除油;二)第一水洗;三)酸洗;四)第二水洗;五)浸助镀溶剂;六)烘干预热;七)镀锌;八)整理;九)钝化;十)漂洗和十一)干燥,所述步骤七)镀锌采用镀锌装置完成,所述镀锌装置包括镀锌槽1、循环驱动机构2、若干装载机构3、上料机构4、环状平台5、落料口6和出料机构7,所述镀锌槽1内设有环状平台5,所述环状平台5上设有落料口6,所述出料机构7的输入端设在落料口6处,所述装载机构3沿着环状平台5的表面间隔分布,所述循环驱动机构2驱动装载机构3沿着环状平台5循环运动,所述装载机构3从上料机构4的输出端经过。
26.所述步骤a)选材采用35vb钢材料。
27.所述步骤b)退火为:将选定钢材放入炉内缓慢加热,6h升至870℃,然后空气冷却至常温。
28.所述步骤h)成型热处理包括淬火和回火,淬火温度为:910℃,淬火介质为:70℃的淬火油,回火温度为:200℃,淬火后的洛氏硬度为50。
29.所述步骤七)镀锌的镀锌液包括以下组分:氯化锌:15~18g/l、氧化锌:20~23g/l、氯化铵:250~270g/l、氨三乙酸:25~30g/l、聚乙二醇:1~1.5g/l、硫脲:1~1.5g/l和海鸥洗涤剂:0.2~0.4g/l,ph值为:6~7,镀锌液温度为:15℃~35℃,阴极电流密度为:1~2a/dm2。
30.所述步骤九)钝化采用无铬钝化,钝化完成后浸入含0.2~0.5g/l铬酐的溶液中,时间为:5~8min,温度为:60~80℃。
31.所述循环驱动机构2包括机架21、输送链板22、链板从动轮23、链板主动轮24和步进电机25,所述机架21上设有链板从动轮23、链板主动轮24和步进电机25,所述步进电机25驱动链板主动轮24,所述链板从动轮23和链板主动轮24上设有输送链板22,所述机架21上设有两个对输送链板22进行定位的定位机构26,所述定位机构26包括横梁261、若干支座(262)和若干辊轮263,所述横梁261上设有间隔设置的支座(262),所述支座(262)上均设有位于输送链板22两侧的辊轮263,所述装载机构3包括框体31和设在框体31的一宽边体上的连接臂32,所述框体31的两个长边体上均设有若干通孔i33,所述框体31的内部空间宽度稍大于大六角螺栓的螺头对角线长度,所述环状平台5上设有若干通孔ii51,所述镀锌槽1的内底面设有若干支撑体8,所述支撑体8上均套设有与环状平台5固定连接的套体9,所述上料机构4包括输送带41、称重料斗42、直线振动送料器43和导料斗44,所述输送带41的输出端的下方设有称重料斗42,所述称重料斗42的输出端的下方设有直线振动送料器43,所述直线振动送料器43的输出端的下方设有导料斗44,所述出料机构7为无轴螺旋输送机,所述无轴螺旋输送机的输料槽71的内底面设有排液槽72,还包括用于罩盖镀锌槽1的槽口的槽
盖10,所述槽盖10包括环状盖101和设在环状盖101内的中间盖102,所述环状盖101的内圈与中间盖102之间留有环状通道103,所述环状通道103内设有与其相配合的柔性封堵体104,所述柔性封堵体104上穿设有固定连接的连接臂32,所述柔性封堵体104的内圈设有两个分别位于中间盖102表面和底面的弹性搭盖部105,所述柔性封堵体104的外圈设有两个分别位于环状盖101表面和底面的弹性搭盖部105,所述环状盖101和中间盖102均通过若干连接体106与循环驱动机构2的机架21固定连接,所述环状盖101上设有若干加料口109,所述加料口109上均设有可开闭的盖板110,所述环状盖101上设有与导料斗44的输出端连通的进口107,所述环状盖101上设有烟气抽吸口108。
32.本发明工作过程:
33.本发明镀锌装置在工作过程中,输送带41输送螺栓进入称重料斗42,当称重料斗42称重量达到一定值时,输送带41停止工作,称重料斗42的闸板45打开,螺栓进入直线振动送料器43进行分散并输送到导料斗44,最后落入相应的装载机构3,然后步进电机25步进一个动作带动链板主动轮24转动,链板主动轮24通过输送链板22带动装载机构3运动,将装有螺栓的装载机构3带离导料斗44下方,并将下一个装载机构3带入导料斗44下方进行装载,当装有螺栓的装载机构3经过落料口6时,螺栓自动落入出料机构7,然后通过出料机构7输出。
34.上述实施例是对本发明的说明,不是对本发明的限定,任何对本发明简单变换后的方案均属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1