一种喷嘴梁及其制造方法、加工工装与流程
1.本发明属于机械制造技术领域,涉及一种喷嘴梁及其制造方法、加工工装。
背景技术:
2.多辊轧制技术主要用于高强度钢和精密合金的冷轧薄板和薄带钢轧制,在薄板带的生产中占有特殊的地位。几乎所有的不锈钢薄板都是由多辊轧机生产的。喷嘴梁用在多辊冷轧机上,用于对工作辊定向喷雾润滑,同时是对工作辊进行冷却的重要部件,近年来因市场需求旺盛,其制造技术就更加重要。
技术实现要素:
3.本发明的目的在于克服上述现有技术的缺点,提出一种喷嘴梁及其制造方法、加工工装,将喷嘴梁制造方法与工装相结合,焊接装夹定位方便,实现了左钢板、右钢板及钢管的准确对位,焊接精度高,避免了组焊变形。应用特定工装实现了加工时装夹定位的便利和准确,调整角度方便,有利于节省时间、提高效率。
4.为了实现上述目的,本发明采用了如下技术方案:
5.一种喷嘴梁的制造方法,其特征在于,包括如下步骤:
6.s1、分别对钢管、左钢板及右钢板进行加工;
7.s2、将加工好的左钢板及右钢板放置在同一水平面上,组合焊接为第一组合体,将第一组合体斜面错位接触,错位处均放置钢筋棍并焊接成第二组合体,将第二组合体两端的右钢板外侧分别与钢管焊接,形成第三组合体;
8.s3、将第三组合体上钢筋棍的焊接处磨开,得到两件第四组合体,所述第四组合体包括钢管、左钢板及右钢板;
9.s4、对第四组合体进行加工,得到最终的喷嘴梁。
10.进一步地,所述步骤s1中对左钢板进行加工具体方式如下:
11.s111、铣斜面、圆弧面及开口槽;
12.s112、将左钢板水平放置,钻呈水平状态的第二喷嘴旋合孔;
13.s113、将左钢板竖直放置,钻与第二喷嘴旋合孔相连通的第一斜孔。
14.进一步地,所述步骤s1中对右钢板进行加工具体方式如下:
15.将所述右钢板竖直放置,在右钢板上依次钻第一喷嘴旋合孔(4)、第三喷嘴旋合孔以及与第一斜孔相连通的第二斜孔。
16.进一步地,所述步骤s1中对钢管进行加工具体方式如下:
17.将钢管铣出平面,两端加工出轴头,并在平面上钻出油孔,所述出油孔均与第一喷嘴旋合孔、第二喷嘴旋合孔以及第三喷嘴旋合孔连通。
18.进一步地,所述第一喷嘴旋合孔设置在右钢板顶部,且直接与出油孔连通;所述第二喷嘴旋合孔设置在左钢板一侧,所述第三喷嘴旋合孔设置在右钢板底部,且直接与第二斜孔连通。
19.进一步地,所述步骤s2具体包括:
20.s21、将左钢板及右钢板放置在操作平台上并通过固定块压紧;
21.s22、采用氩弧焊对左钢板及右钢板斜面连接处的对合槽进行焊接,锤击焊肉并抛光焊缝处使其与周围平齐,形成第一组合体;
22.s23、将两个第一组合体的斜面贴紧,两端错位处放置钢筋棍进行点焊连接,形成第二组合体;
23.s24、将钢管放置在定位块的第一圆弧槽中,将第二组合体水平向右推,保证第二组合体右端斜面与钢管的平面相接触,第二组合体底部的焊缝位于第二圆弧槽中,将第二组合体一端的右钢板与钢管进行点焊,然后焊固右钢板与钢管的结合面,将第一组合块反过来用同样的方式焊固另一侧的右钢板与钢管的结合面,形成第三组合体;
24.进一步地,所述步骤s4具体包括:将位于第四组合体上的钢管两端分别放置在支撑筒的限位槽中,所述左钢板底部用千斤顶支撑,在第四组合体上加工凹槽与平面。
25.一种喷嘴梁制造方法中所用的加工工装,其特征在于,包括固定块、定位块以及支撑筒。
26.进一步地,所述固定块共设置有两块,其中一块用于压紧左钢板,另一块用于压紧右钢板,所述定位块底面水平,顶面设置有第一圆弧槽与第二圆弧槽,所述第一圆弧槽一边高度高于顶面高度,所述支撑筒截面为一侧呈直线的圆环,所述支撑筒上竖直平面一侧设置有用于放置钢管端部的限位槽。
27.一种利用喷嘴梁的制造方法制得的喷嘴梁,所述喷嘴梁包括钢管、左钢板及右钢板,所述右钢板位于左钢板与钢管之间,所述左钢板上并列设置有多个第一喷嘴旋合孔、第二喷嘴旋合孔及第三喷嘴旋合孔,所述左钢板及右钢板的上表面为斜面,所述左钢板的端部为圆弧面,所述钢管上的出油孔均与第一喷嘴旋合孔、第二喷嘴旋合孔及第三喷嘴旋合孔连通。
28.与现有技术相比,本发明具有以下有益效果:
29.本发明中的喷嘴梁制造方法与工装相结合,焊接装夹定位方便,实现了左钢板、右钢板及钢管的准确对位,焊接精度高,减轻了焊接过程中对本体造成的损伤,避免了组焊变形,应用特定工装实现了加工时装夹定位的便利和准确,调整角度方便,有利于节省时间、提高效率。
30.本发明中,通过以下参照附图对本发明的示例性实施例的详细描述,本发明的其它特征及其优点将会变得清楚。
附图说明
31.此处的附图被并入说明书中并构成本说明书的一部分,与说明书一起用于解释本发明的原理。
32.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
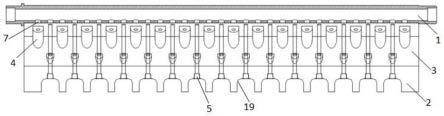
33.图1为本发明一种喷嘴梁主视图;
34.图2为本发明一种喷嘴梁仰视图;
35.图3为本发明图2的a-a向视图;
36.图4为本发明图2的b-b向视图;
37.图5为本发明实施例第一组合体的形成状态图;
38.图6为本发明实施例第二组合体结构图;
39.图7为本发明实施例第三组合体结构图;
40.图8为本发明实施例第四组合体结构图;
41.图9为本发明实施例定位块结构图;
42.图10为本发明实施例支撑筒结构图;
43.图11为本发明实施例第四组合体进行加工的工作状态图;
44.图12为本发明图11的c-c向视图;
45.图13为本发明图11的d-d向视图;
46.其中:1、钢管;2、左钢板;3、右钢板;4、第一喷嘴旋合孔;5、第二喷嘴旋合孔;6、第三喷嘴旋合孔;7、出油孔;8、对合槽;9、固定块;10、定位块;11、第一圆弧槽;12、第二圆弧槽;13、支撑筒;14、千斤顶;15、限位槽;16、钢筋棍;17、斜面;18、圆弧面;19、开口槽;20、凹槽;21、平面。
具体实施方式
47.这里将详细地对示例性实施例进行说明,其示例表示在附图中。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下示例性实施例中所描述的实施方式并不代表与本发明相一致的所有实施方式。相反,它们仅是与所附权利要求书中所详述的、本发明的一些方面相一致的装置的例子。
48.为了使本领域的技术人员更好地理解本发明的技术方案,下面结合附图及实施例对本发明作进一步详细描述。
49.下面结合具体的工艺处理过程进行说明:
50.实施例:
51.一种喷嘴梁的制造方法,其特征在于,包括如下步骤:
52.步骤一、分别对钢管1、左钢板2及右钢板3进行加工;
53.具体地,对左钢板2进行加工具体方式如下:
54.铣斜面17、圆弧面18及开口槽19;
55.将左钢板2水平放置,钻呈水平状态的第二喷嘴旋合孔5;
56.将左钢板2竖直放置,钻与第二喷嘴旋合孔5相连通的第一斜孔20。
57.具体地,对右钢板3进行加工具体方式如下:
58.将所述右钢板3竖直放置,在右钢板3上依次钻第一喷嘴旋合孔4、第三喷嘴旋合孔6以及与第一斜孔20相连通的第二斜孔21。
59.具体地,对钢管1进行加工具体方式如下:
60.将钢管1铣出平面,两端加工出轴头,并在平面上钻出油孔7,所述出油孔7均与第一喷嘴旋合孔4、第二喷嘴旋合孔5以及第三喷嘴旋合孔6连通,第一喷嘴旋合孔4设置在右钢板3顶部,且直接与出油孔7连通;所述第二喷嘴旋合孔5设置在左钢板2一侧,所述第三喷嘴旋合孔6设置在右钢板30底部,且直接与第二斜孔21连通。
61.步骤二、将加工好的左钢板2及右钢板3放置在同一水平面上,组合焊接为第一组合体,将第一组合体斜面错位接触,错位处均放置钢筋棍16并焊接成第二组合体,将第二组合体两端的右钢板3外侧分别与钢管1焊接,形成第三组合体,具体如下:
62.(1)将左钢板2及右钢板3放置在操作平台上并通过固定块9压紧;
63.(2)采用氩弧焊对左钢板2及右钢板3斜面连接处的对合槽8进行焊接,锤击焊肉并抛光焊缝处使其与周围平面平齐,形成第一组合体;压紧和及时锤击焊肉并抛光平整,是为了稳定组焊体,减少焊区的拉应力,减少变形趋势。
64.(3)将两个第一组合体的斜面贴紧,宽度方向错位少许,压紧,两端错位处放置钢筋棍16进行点焊连接,形成第二组合体;点焊在一起是为了固定已经焊接在一起的第一组合体,防止更多变形;采用钢筋棍16点焊是为了防止点焊位在本体上更靠近缝隙内部而不好再磨开,而且安排钢筋棍再次磨开时磨掉的是钢筋棍16,保证了磨开时不会伤害到本体钢板,由于焊接后焊结区会收缩,对焊的两边会翘起,背对背焊接方式可有效阻止两边翘起,钢筋棍16改变了焊接位置,减轻了焊接过程中对本体的损伤,钢筋棍16减弱了喷嘴梁结构的变形,保证了焊接精度;
65.(4)将钢管1放置在定位块10的第一圆弧槽11中,将第二组合体水平向右推,其右端的斜面确定了钢管的扁平面,保证第二组合体右端斜面与钢管1的平面相接触,第二组合体底部的焊缝位于第二圆弧槽12中,将第二组合体一端的右钢板3与钢管1进行点焊,然后焊固右钢板3与钢管1的结合面,将第一组合块反过来用同样的方式焊固另一侧的右钢板3与钢管1的结合面,形成第三组合体;第二圆弧槽12的设置是为了避让焊缝,定位块10右端凸起略高于第一圆弧槽11的圆弧水平中心线,可以有效挡住钢管,使其不出槽位,这时压紧第二组合体与钢管1,进行点焊,然后焊固第二组合体与钢管1的结合面。
66.步骤三、将第三组合体上钢筋棍16的焊接处磨开,得到两件第四组合体,所述第四组合体包括钢管1、左钢板2及右钢板3;
67.步骤四、对第四组合体进行加工,将位于第四组合体上的钢管1两端轴头分别放置在支撑筒13的限位槽15中,所述左钢板2底部用千斤顶14支撑,在第四组合体上加工凹槽20与平面21,得到最终的喷嘴梁。
68.本发明还提出了一种喷嘴梁制造方法中所用的加工工装,加工工装包括固定块9、定位块10以及支撑筒13。
69.具体地,固定块9共设置有两块,其中一块用于压紧左钢板2,另一块用于压紧右钢板3,定位块10底面水平,顶面设置有第一圆弧槽11与第二圆弧槽12,第一圆弧槽11一边高度高于顶面高度,支撑筒13截面为一侧呈直线的圆环,所述支撑筒13上竖直平面一侧设置有用于放置钢管1端部的限位槽15。
70.本发明实施例还提出了一种利用喷嘴梁的制造方法制得的喷嘴梁,喷嘴梁包括钢管1、左钢板2及右钢板3,所述右钢板位于左钢板与钢管之间,所述左钢板上并列设置有多个第一喷嘴旋合孔4、第二喷嘴旋合孔5及第三喷嘴旋合孔6,所述左钢板2及右钢板3的上表面为斜面,所述左钢板2的端部为圆弧面,所述钢管上的出油孔7均与第一喷嘴旋合孔4、第二喷嘴旋合孔5及第三喷嘴旋合孔6连通。
71.该本发明中的喷嘴梁制造方法与工装相结合,焊接装夹方便,实现了左钢板、右钢板及钢管的准确对位,焊接精度高,避免了组焊变形。
72.以上所述仅是本发明的具体实施方式,使本领域技术人员能够理解或实现本发明。对这些实施例的多种修改对本领域的技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。
73.应当理解的是,本发明并不局限于上述已经描述的内容,并且可以在不脱离其范围进行各种修改和改变。本发明的范围仅由所附的权利要求来限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1