一种层冷卷取温度U型冷却控制方法与流程
本发明属于轧钢控制,具体涉及一种层冷卷取温度u型冷却控制方法。
背景技术:
1、u型冷却即“热头热尾”技术,是热轧层流冷却一种典型工序技术,其目的是为了改善带钢头尾与带钢中部冷却过程均匀性的差异。u型冷却典型工艺如图1所示,一般包括5个关键参数:头部高温区长度lhead、头部高温区目标温度thead、中部目标温度tmid、尾部高温区长度ltail、尾部高温区目标温度ttail。传统层冷卷取温度控制系统是大滞后系统,采用传统的控制方法容易产生温度震荡现象。在进行u型冷却控制时,常存在两个常见的问题,如图2所示:
2、①u型头、尾部段温度控制响应延迟,头部不能及时达到中间设定温度,而尾部不能及时到达尾部设定温度;
3、②头尾温度控制超调。
4、申请号为:cn201210560288.9的发明申请,公开了“一种用于热轧层流冷却的动态段冷却控制方法”,包括下述步骤:(1)带钢动态段的选择,(2)带钢运行特征点的确定,(3)带钢运行过程中段长的动态确定,(4)带钢速度变化量步长的确定,(5)对当前段的实测速度进行合理性检验和校正,(6)实测段变化时间的修正。
5、申请号为:cn 201410623816.x的发明申请,公开了“一种阶梯式热轧带钢产线层流冷却控制方法”,其,步骤如下:步骤一、带钢头部温度设定:层流冷却控制模型通过卷取温度、阶梯冷却补偿温度和带钢头部终轧温度,层流冷却控制模型计算带钢头部需要冷却的温度;步骤二、带钢头部冷却方案设置:层流冷却控制模型根据带钢头部需要冷却的温度和带钢的速度,计算带钢头部层流冷却水量,再根据层流冷却控制模型中的冷却策略决定层流冷却水咀分布;步骤三、带钢中尾部温度设定:层流冷却控制模型根据带钢中尾部的终轧温度计算带钢中尾部需冷却的温度;步骤四、带钢中尾部冷却方案设置。
6、申请号为:cn 201810459280.0的发明申请,公开了“一种u型冷却带钢尾部温度控制的方法”,其,通过缩小带钢长度计算问题带来的尾部定位误差以及消除不同带钢因为长度差异对尾部温度控制带来干扰两个手段,从而缩小带钢长度计算问题带来的尾部定位误差,同时通过优化模型自学习方法,消除相同u型冷却工艺情况下,不同带钢因为长度差异对尾部温度控制带来的干扰,大幅度提升u型冷却带钢尾部控制过程的工艺符合性,减少因为工艺过程不符合引起的生产废次降率。
技术实现思路
1、为解决以上问题,本发明提供了一种层冷卷取温度u型冷却控制方法,其技术方案具体如下:
2、一种层冷卷取温度u型冷却控制方法,其特征在于:
3、所述控制方法通过建立的对u型段的控制策略优化结合建立的对u冷过渡段温度的控制优化完成;
4、所述对u型段的控制策略优化由建立的针对阀门延迟的优化以及针对层冷头部模型设定误差的补偿控制构成;
5、所述的对u冷过渡段温度的控制优化通过对u冷过渡段温度的前馈控制完成。
6、根据本发明的一种层冷卷取温度u型冷却控制方法,其特征在于:
7、所述的u冷过渡段温度的前馈控制按照在u冷过渡段到达卷取温度测量点时开始,分成两部分,第一部分针对前面设定个数的控制周期,以提前控制量由大渐小的方式建立补偿控制量;第二部分再对设定个数的控制周期之后的控制周期,进行反向补偿的方式进行。
8、根据本发明的一种层冷卷取温度u型冷却控制方法,其特征在于:
9、针对阀门延迟的优化通过优化u冷控制的控制目标曲线完成。
10、根据本发明的一种层冷卷取温度u型冷却控制方法,其特征在于:
11、所述的针对层冷模型设定误差的优化通过建立的对带钢到达卷取温度测量点后的头部温度修正控制完成。
12、根据本发明的一种层冷卷取温度u型冷却控制方法,其特征在于:
13、所述的对u冷过渡段温度的控制优化还包括设置的反馈变增益控制。
14、根据本发明的一种层冷卷取温度u型冷却控制方法,其特征在于:
15、于u冷控制参数中增设头尾带钢的控制超前量τhead、τtail,并按照头尾段的相应反馈阀门延迟时间进行分别的数值设定;据此形成由头部高温区长度lhead、头部高温区目标温度thead、头部带钢的控制超前量τhead、中部目标温度tmid、尾部高温区长度ltail、尾部高温区目标温度ttail、尾部带钢的控制超前量τtail7个控制参数构成的新的控制参数。
16、根据本发明的一种层冷卷取温度u型冷却控制方法,其特征在于:
17、所述的对带钢到达卷取温度测量点后的头部温度修正控制以在反馈阀门延迟时间的时段内,根据温度控制偏差直接调节反馈阀门,在反馈阀门延迟时间的时段之后进行正常pi反馈控制的方式进行。
18、根据本发明的一种层冷卷取温度u型冷却控制方法,其特征在于:
19、所述的反馈变增益控制根据当前控制段的温度偏差设置的温度偏差修正增益形成的对kp的补偿完成。
20、根据本发明的一种层冷卷取温度u型冷却控制方法,其特征在于:
21、基于7个控制参数形成的u冷目标曲线中,τhead和τtail时段的曲线通过等距离插值法确定。
22、根据本发明的一种层冷卷取温度u型冷却控制方法,其特征在于:
23、所述的τhead为:
24、
25、所述的τtail为:
26、
27、上式中,
28、τhead:头部u冷提前开启时间,单位:s;
29、τtail:尾部u冷提前开启时间,单位:s;
30、tvalvedelay:层冷阀门开启响应时间,单位:s;
31、tmove:带钢从层冷反馈最后阀门位置运行到卷取温度测量点的时间,单位:s;
32、lctc:层冷反馈最后阀门位置到卷取温度测量点的距离,单位:mm;
33、vhead:带钢头部运行到卷取温度测量点时速度,单位:m/s;
34、vtail:带钢尾部运行到卷取温度测量点时速度,单位:m/s。
35、根据本发明的一种层冷卷取温度u型冷却控制方法,其特征在于:
36、所述“温度控制偏差直接调节反馈阀门”中的阀门设定数量,根据下式确定:
37、
38、上式中,
39、nemp:反馈阀门补偿控制数量;
40、terr:卷取温度平均偏差;
41、vsen:反馈区阀门温度感度,在温度预设定计算中计算出每个阀门的温度感度。
42、根据本发明的一种层冷卷取温度u型冷却控制方法,其特征在于:
43、所述的“设定个数的控制周期”中的设定个数具体为3-5个。
44、根据本发明的一种层冷卷取温度u型冷却控制方法,其特征在于:
45、所述的卷取温度平均偏差terr根据反馈控制的各个控制周期内的卷取温度偏差的加权平均确定。
46、根据本发明的一种层冷卷取温度u型冷却控制方法,其特征在于:
47、所述的反馈阀门延迟时间根据下式确定:
48、τ=tvalvedelay+tmove=tvalvedelay+lctc/νhead,
49、上式中,
50、τ:反馈阀门延迟时间,单位:s;
51、tvalvedelay:层冷阀门开启响应时间,单位:s;
52、tmove:带钢从层冷反馈最后阀门位置运行到卷取温度测量点的时间,单位:s;
53、lctc:层冷反馈最后阀门位置到卷取温度测量点的距离,单位:mm;
54、vhead:带钢头部运行到卷取温度测量点时速度,单位:m/s。
55、根据本发明的一种层冷卷取温度u型冷却控制方法,其特征在于:
56、“提前控制量由大渐小的方式”包括有:
57、设定个数的控制周期由大逐次小的方式
58、或
59、设定个数的控制周期内的前面2-3个控制周期的提前控制量相同,对于设定个数的控制周期之后的控制周期形成与之前的控制周期由大逐次小的方式。
60、根据本发明的一种层冷卷取温度u型冷却控制方法,其特征在于:
61、由大逐次小的逐次梯度为0.1-0.2。
62、根据本发明的一种层冷卷取温度u型冷却控制方法,其特征在于:
63、反向补偿时,对时间序列上的各个控制周期,按照补偿量由大渐小的方式建立补偿。
64、根据本发明的一种层冷卷取温度u型冷却控制方法,其特征在于:
65、所述的“由大渐小”,具体为:
66、对前面两个控制周期的反向补偿量进行相等设置,对这两个控制周期与之后的控制周期进行由大逐次小的方式进行。
67、根据本发明的一种层冷卷取温度u型冷却控制方法,其特征在于:
68、由大逐次小的逐次梯度为0.1-0.2。
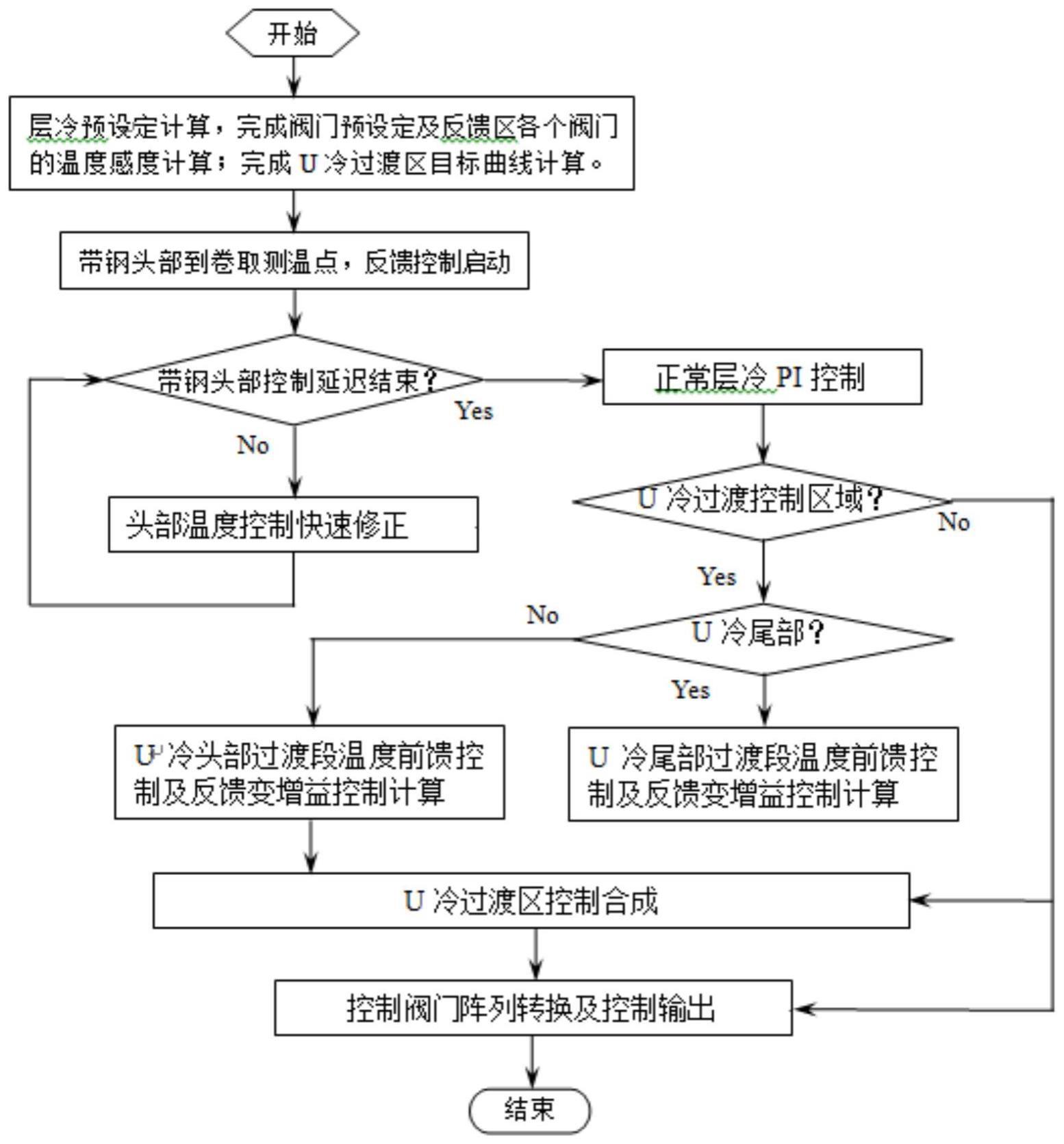
69、本发明的一种层冷卷取温度u型冷却控制方法,从阀门的延迟估计不准、层冷模型计算误差、大滞后控制系统特点三方面着眼;从u型段的控制策略优化对u冷过渡段温度的前馈控制优化两方面着手,建立由两者综合而成的优化控制,很好地解决了pi调节自身的增益矛盾问题,提升了u冷带钢卷取温度的控制精度。
- 还没有人留言评论。精彩留言会获得点赞!