一种组合机床及工作方法与流程
1.本技术涉及机加工设备领域。
背景技术:
2.汽车差速器能够使左、右(或前、后)驱动轮实现以不同转速转动的机构。十字轴(差速轴)是汽车差速器的关键零件之一,用于传递转矩和运动;如图1所示,十字轴10包括基体10a以及由基体10a的前后左右方向分别延伸出的轴体10b,在基体10a上通常贯穿设置有圆孔10c。现有加工十字轴普遍采用不同的数控车床进行分步加工,因此存在生产劳动强度大,成本高,效率低,生产占地大,能耗高等问题。
3.因此,如何对现有的十字轴加工设备进行改进,使其克服上述问题,是本领域技术人员亟待解决的问题。
技术实现要素:
4.本技术的一个目的在于提供一种整合工位,且自动化程度高,加工效率高的组合机床。
5.本技术的另一个目的在于提供一种利用上述组合机床对十字轴进行加工的工作方法。
6.本技术的再一个目的在于提供一种具有多个加工工位,且切换方便,加工高效的组合机床的车加工部件。
7.本技术的还一个目的在于提供一种具有多个加工工位,且切换方便,加工高效的组合机床的铣加工部件。
8.为达到以上目的,本技术采用的技术方案为:一种组合机床,其特征在于:包括机架,所述机架沿前后方向延伸;车加工部件,所述车加工部件设置于所述机架后侧,所述车加工部件适于自动夹持固定工件并自动一次加工工件;铣加工部件,所述铣加工部件设置于所述机架前侧,所述铣加工部件适于自动夹持固定工件并自动二次加工工件;上下料系统,所述上下料系统适于输送工件至所述车加工部件,并适于从所述车加工部件卸下工件并输送工件至所述铣加工部件,且适于从所述铣加工部件卸下工件并向外输送工件。
9.作为优选,所述车加工部件包括第一动力头、第二动力头、第一夹具、第二夹具、第一刀头、第二刀头和刀架组件;所述刀架组件固定设置于所述机架上,所述第一刀头和所述第二刀头分别固定设置于所述刀架组件的后侧和前侧,所述第一动力头和所述第二动力头分别布置于所述刀架组件的后侧和前侧,所述第一动力头和所述第二动力头均适于沿前后方向及沿左右方向进给,所述第一夹具设置于所述第一动力头上,所述第二夹具设置于第二动力头上,所述第一夹具和所述第二夹具适于分别夹持固定工件,所述第一动力头和所
述第二动力头适于分别驱动工件转动并分别靠近所述第一刀头和所述第二刀头进行一次加工。
10.进一步的,所述第一夹具和所述第二夹具均适于竖直夹持工件,所述第一夹具适于从内向外张紧工件,所述第一刀头适于对工件的前后端面进行加工,所述第二夹具适于从外向内夹紧工件,所述第二刀头适于对工件的内孔进行加工。
11.作为改进,所述刀架组件包括底座、垫板和刀座,所述底座固定设置于所述机架上,所述垫板固定设置于所述底座上,所述垫板上沿左右方向开设有多个并排的调节槽,所述刀座适于通过紧固件固定在所述调节槽的任意位置,所述刀座配置有不同型号,并适于分别固定安装所述第一刀头和所述第二刀头。
12.作为优选,所述第一动力头、所述第二动力头、所述第一夹具、所述第二夹具、所述第一刀头、所述第二刀头和所述刀架组件具有沿左右方向布置的两组。
13.作为优选,所述铣加工部件包括第三动力头、回转夹持装置和第三刀头,所述第三动力头适于沿前后方向及沿左右方向进给,所述第三刀头设置于所述第三动力头,所述回转夹持装置固定设置于所述机架上,所述回转夹持装置适于水平夹持固定工件,且适于转动工件并将工件的不同侧面朝向所述第三动力头,所述第三动力头驱动第三刀头转动并靠近工件进行二次加工。
14.进一步的,所述第三动力头上还配置有第四刀头,所述第四刀头和所述第三刀头平行设置,并适于分别靠近工件并对工件的侧面进行加工。
15.再进一步的,所述第三动力头对侧还设置有第四动力头,所述第三动力头和所述第四动力头分别布置于所述回转夹持装置的后侧和前侧,所述第四动力头上同样配置有所述第三刀头和所述第四刀头,两侧的所述第三刀头或两侧的所述第四刀头适于同时对工件前后两侧面进行加工。
16.作为优选,所述第三动力头、所述第四动力头、所述第三刀头、所述第四刀头和所述回转夹持装置具有沿左右方向布置的两组。
17.作为改进,所述铣加工部件还包括脱夹装置,所述脱夹装置包括固定座、升降板、升降气缸、夹持气缸和夹头,所述固定座固定设置于所述机架上,所述升降板沿上下方向滑动设置于所述固定座上,所述升降气缸适于驱动所述升降板升降,所述夹持气缸固定设置于所述升降板上,所述夹持气缸适于驱动所述夹头运动;所述升降气缸配合所述夹持气缸动作,适于驱动所述夹头承接所述上下料系统输送来的工件并放置于所述回转夹持装置上,或者适于驱动所述夹头抬升所述回转夹持装置上的工件并输送给所述上下料系统。
18.作为优选,所述上下料系统包括存料组件、上料组件和下料组件;所述存料组件布置于所述机架后方,所述存料组件适于放置待加工的工件;所述上料组件呈梁式结构并布置于所述机架上方,所述上料组件适于在所述存料组件、所述车加工部件以及所述铣加工部件之间从后往前输送工件;所述下料组件布置于所述机架前方,所述下料组件适于承接所述上料组件上加工完毕的工件。
19.一种工作方法,适于利用组合机床对十字轴进行加工,包括以下步骤:s1、上料步骤:通过上下料系统将待加工的十字轴输送至车加工部件;s2、一次加工步骤:开始由第一夹具从内向外竖直张紧十字轴,第一动力头动作并使得十字轴靠近第一刀头,并配合上下料系统的翻面,对十字轴的基体和轴体的前后端面
进行车削加工;接着上下料系统将十字轴从第一夹具输送至第二夹具;再由第二夹具从外向内竖直夹紧十字轴,第二动力头动作并靠近第二刀头,并配合上下料系统的翻面,对十字轴的内孔进行车削加工;s3、送料步骤:在一次加工完毕后,通过上下料系统将十字轴从车加工部件上卸下并输送至铣加工部件;s4、二次加工步骤:开始由回转夹持装置水平夹紧十字轴,第三动力头和第四动力头动作并使得两侧的第三刀头靠近十字轴,对十字轴两侧轴体的侧面进行铣削加工;接着第三动力头和第四动力头继续动作并使得两侧的第四刀头靠近十字轴,对十字轴两侧轴体的周向面进行车削加工;再由回转夹持装置转动十字轴,使得十字轴另一两侧轴体朝向第三动力头和第四动力头,第三刀头和第四刀头对十字轴另一两侧轴体进行同样的铣削加工和车削加工;s5、下料步骤:在二次加工完毕后,通过上下料系统将十字轴从铣加工部件上卸下并向外输送。
20.相比现有技术,本技术具有以下有益效果:本方案的组合机床利用现有机床的加工原理,将不同的加工工序整合到同一设备上,并形成车加工部件和铣加工部件两个主要工位,并且配合自动上下料系统,可以形成高度自动化、智能化、一体化的加工流水线,大大提高了加工效率,降低了加工成本。同时,经过设备整合的组合机床,相比分体的数控机床,占地面积更小,能耗更低,需要的操作人员更少,能进一步实现降本增效的目的。
附图说明
21.图1是根据本技术的一个优选实施例涉及的十字轴的立体结构示意图。
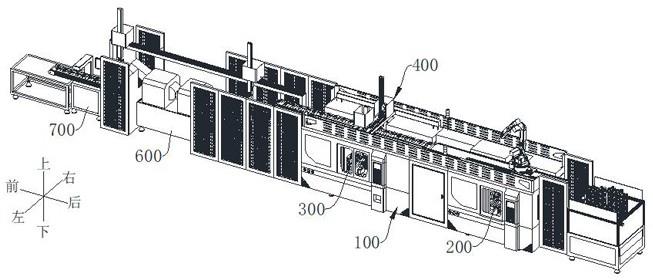
22.图2是根据本技术的一个优选实施例的立体结构示意图,并标识前、后、左、右、上、下六个方向。
23.图3是根据本技术的一个优选实施例中车加工部件的立体结构示意图。
24.图4是根据本技术的一个优选实施例图3中a处的放大视图。
25.图5是根据本技术的一个优选实施例图4的俯视示意图。
26.图6是根据本技术的一个优选实施例中铣加工部件的立体结构示意图。
27.图7是根据本技术的一个优选实施例图6中b处的放大视图。
28.图8是根据本技术的一个优选实施例图7的俯视示意图。
29.图9是根据本技术的一个优选实施例中回转夹持装置的立体结构示意图。
30.图10是根据本技术的一个优选实施例图9的半剖视图。
31.图11是根据本技术的一个优选实施例中定位组件解锁时的半剖视图。
32.图12是根据本技术的一个优选实施例中传动轴的立体结构示意图。
33.图13是根据本技术的一个优选实施例中传动轴的半剖视图。
34.图14是根据本技术的一个优选实施例中定位组件的爆炸示意图。
35.图15是根据本技术的一个优选实施例中定位组件的半剖视图。
36.图16是根据本技术的一个优选实施例中上下料系统的立体结构示意图。
37.图17是根据本技术的一个优选实施例中上下料系统的侧视图。
38.图18是根据本技术的一个优选实施例中存料组件的立体结构示意图。
39.图19是根据本技术的一个优选实施例图18中c处的放大视图。
40.图20是根据本技术的一个优选实施例中机器人模块的立体结构示意图。
41.图21是根据本技术的一个优选实施例中动力机构的立体结构示意图。
42.图22是根据本技术的一个优选实施例中线性输送模块的立体结构示意图。
43.图23是根据本技术的一个优选实施例中线性输送模块的俯视图。
44.图24是根据本技术的一个优选实施例中下料组件的立体结构示意图。
45.图25是根据本技术的一个优选实施例中下料组件的俯视图。
46.图26是根据本技术的一个优选实施例图24中d处的放大视图。
47.图27是根据本技术的一个优选实施例加工十字轴时的工作流程图。
48.图28是根据本技术的一个优选实施例十字轴加工时的状态变化图。
49.图中:10、十字轴;10a、基体;10b、轴体;10c、圆孔;100、机架;200、车加工部件;201、第一动力头;202、第二动力头;203、第一夹具;204、第二夹具;205、第一刀头;206、第二刀头;207、刀架组件;271、底座;272、垫板;273、刀座;2721、调节槽;300、铣加工部件;301、第三动力头;302、回转夹持装置;303、第三刀头;304、第四刀头;305、第四动力头;306、脱夹装置;361、固定座;362、升降板;363、升降气缸;364、夹持气缸;365、夹头;1、安装座;2、传动轴;2a、拉杆通道;21、第一轴段;22、第二轴段;23、第三轴段;24、第四轴段;25、第五轴段;211、第一安装孔;221、锥形面;231、第一键槽;241、第二键槽;251、第二安装孔;3、夹持组件;31、夹持盘;32、拉杆;33、夹持动力源;311、分体夹瓣;321、锥形拉头;4、回转组件;41、动力座;42、回转动力源;43、主动齿轮;44、从动齿轮;45、轴承组;451、锥孔轴承;452、滚珠轴承;453、衬套;5、定位组件;51、固定齿圈;52、定位齿座;511、凸齿;521、齿槽;522、齿块;523、安装槽;6、升降组件;6a、油腔;61、缸筒;62、端盖;63、活塞;400、上下料系统;401、存料组件;411、存料架;412、转台;413、栏杆;414、推杆;415、旋转动力源;416、升降动力源;4121、推料槽;402、上料组件;421、机器人模块;422、线性输送模块;4211、延伸支架;4212、机器人;4221、第一输送带;4222、第一横梁支架;4223、第一水平滑块;4224、第一垂直滑块;4225、第一抓手;403、下料组件;431、门型框架;432、第二水平滑块;433、第二垂直滑块;434、第二抓手;435、下料架;436、载料件;437、第三抓手;438、第二输送带;4311、让位段;4312、辅助段;4361、成品料框;4362、成品料板;404、动力机构;441、伺服电机;442、动力齿轮;443、动力齿条;444、直线导轨;500、线性驱动装置;600、磨床;700、打标机。
具体实施方式
50.下面,结合具体实施方式,对本技术做进一步描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。
51.在本技术的描述中,需要说明的是,对于方位词,如有术语“中心”、
ꢀ“
横向”、“纵向”、“长度”、“宽度”、“厚度”、“上”、“下”、
ꢀ“
前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示方位和位置关系为基于附图所示的方位或位置关系,仅是为了便于叙述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定方位构造和操作,不能理解为限制本技术的具体保护范围。
52.需要说明的是,本技术的说明书和权利要求书中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。
53.本技术的说明书和权利要求书中的术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
54.如图1所示,十字轴10包括基体10a以及由基体10a的前后左右方向分别延伸出的轴体10b,在基体10a上贯穿设置有圆孔10c。现有技术中普遍采用单台机床加工十字轴10,即一机一人,人工上、下料及装夹,单件生产,故生产劳动强度大,成本高,效率低,同时,生产场地、能耗大。为此本技术人整合资源,设计了省力、高效、低成本的组合机床。如图2至图26所示,本技术的一个优选实施例的组合机床包括:机架100,机架100沿前后方向延伸。
55.车加工部件200,车加工部件200设置于机架100后侧,车加工部件200适于自动夹持固定十字轴10并自动一次加工十字轴10。
56.铣加工部件300,铣加工部件300设置于机架100前侧,铣加工部件300适于自动夹持固定十字轴10并自动二次加工十字轴10;上下料系统400,上下料系统400适于输送十字轴10至车加工部件200,并适于从车加工部件200卸下十字轴10并输送十字轴10至铣加工部件300,且适于从铣加工部件300卸下十字轴10并向外输送十字轴10。
57.需要说明的是,车加工部件200不代表只能进行车削加工,铣加工部件300也不代表只能进行铣削加工,本实施例只是依据特定十字轴10的加工工序,才设定并命名了车加工部件200和铣加工部件300;不排除加工其他工件时,两个部件可以进行钻孔加工、磨削加工、镗铣加工、拉伸加工、切削加工等等工序。
58.可以看到,本实施例的组合机床将不同的加工工序整合到同一设备上,并具有车加工部件200和铣加工部件300两个主要工位,并且配合自动上下料系统400,可以形成高度自动化、智能化、一体化的加工流水线,大大提高了加工效率,降低了加工成本。同时,经过设备整合的组合机床,相比分体的数控机床,占地面积更小,能耗更低,需要的操作人员更少,能进一步实现降本增效的目的。
59.如图3至图5所示,本实施例的车加工部件200包括第一动力头201、第二动力头202、第一夹具203、第二夹具204、第一刀头205、第二刀头206和刀架组件207;刀架组件207固定设置于机架100上,第一刀头205和第二刀头206分别固定设置于刀架组件207的后侧和前侧,第一动力头201和第二动力头202分别布置于刀架组件207的后侧和前侧,第一动力头201和第二动力头202均适于沿前后方向及沿左右方向进给,第一夹具203设置于第一动力头201上,第二夹具204设置于第二动力头202上,第一夹具203和第二夹具204适于分别夹持固定十字轴10,第一动力头201和第二动力头202适于分别驱动十字轴10转动并分别靠近第一刀头205和第二刀头206进行一次加工。
60.为了加工方便,第一夹具203和第二夹具204均适于竖直夹持十字轴10,第一夹具203位三爪卡盘,并适于从内向外张紧十字轴10,第一刀头205适于对十字轴10的前后端面进行加工,第二夹具204为四爪卡盘,并适于从外向内夹紧十字轴10,第二刀头206适于对十
字轴10的内孔进行加工。
61.为了实现第一刀头205和第二刀头206的可换可调,以增加适用性,本实施例的刀架组件207包括底座271、垫板272和刀座273,底座271固定设置于机架100上,垫板272固定设置于底座271上,垫板272上沿左右方向开设有多个并排的调节槽2721,刀座273适于通过紧固件固定在调节槽2721的任意位置,刀座273配置有不同型号,并适于分别固定安装第一刀头205和第二刀头206。
62.优选的,第一动力头201、第二动力头202、第一夹具203、第二夹具204、第一刀头205、第二刀头206和刀架组件207具有沿左右方向布置的两组。两组左右对应,使得车加工部件200形成两个左右分布的工位,这两个工位可同时工作,也可单独工作,互不干扰。
63.如图6至图15所示,本实施例的铣加工部件300包括第三动力头301、回转夹持装置302和第三刀头303,第三动力头301适于沿前后方向及沿左右方向进给,第三刀头303设置于第三动力头301,回转夹持装置302固定设置于机架100上,回转夹持装置302适于水平夹持固定十字轴10,且适于转动十字轴10并将十字轴10的不同侧面朝向第三动力头301,第三动力头301驱动第三刀头303转动并靠近十字轴10进行二次加工。
64.进一步的,第三动力头301上还配置有第四刀头304,第四刀头304和第三刀头303平行设置,并适于分别靠近十字轴10并对十字轴10的侧面进行加工。
65.再进一步的,第三动力头301对侧还设置有第四动力头305,第三动力头301和第四动力头305分别布置于回转夹持装置302的后侧和前侧,第四动力头305上同样配置有第三刀头303和第四刀头304,两侧的第三刀头303或两侧的第四刀头304适于同时对十字轴10前后两侧面进行加工。针对十字轴10左右前后对称的特点,可以设置第四动力头305,成倍的提高加工效率。
66.优选的,第三动力头301、第四动力头305、第三刀头303、第四刀头304和回转夹持装置302具有沿左右方向布置的两组。同样的两组左右对应,使得铣加工部件300形成两个左右分布的工位,这两个工位可同时工作,也可单独工作,互不干扰。
67.作为改进,铣加工部件300还包括脱夹装置306,脱夹装置306包括固定座361、升降板362、升降气缸363、夹持气缸364和夹头365,固定座361固定设置于机架100上,升降板362沿上下方向滑动设置于固定座361上,升降气缸363适于驱动升降板362升降,夹持气缸364固定设置于升降板362上,夹持气缸364适于驱动夹头365运动;升降气缸363配合夹持气缸364动作,适于驱动夹头365承接上下料系统400输送来的十字轴10并放置于回转夹持装置302上,或者适于驱动夹头365抬升回转夹持装置302上的十字轴10并输送给上下料系统400。脱夹装置306主要是补充和完善上下料系统400的卸料和送料动作,保证进料的准确性。
68.需要说明的是,第一刀头205、第二刀头206、第三刀头303和第四刀头304的具体结构和功能需要依据十字轴10(或其他工件)的加工需求而定,本技术附图中显示的刀头结构和安装位置仅供理解本技术的技术方案之用,不代表其实际结构。另外,本实施例中第一动力头201、第二动力头202、第三动力头301和第四动力头305均通过线性驱动装置500实现进给,而线性驱动装置500的具体结构和工作原理为本领域技术人员所熟知的公知常识,故不在本技术中具体描述,但这并不妨碍其成为本技术隐含的技术特征。
69.值得一提的是,回转夹持装置302是铣加工部件300能精确定位、高效加工的关键
装置。本技术人初始设计采用电驱主轴结构,在主轴一端设置有夹具用于夹持十字轴10,电机连接主轴另一端,用于驱动主轴转动进行不同工位的切换;其定位主要是通过主轴端回转盘上的定位槽完成,当回转到需要位置时,电机停止,回转盘侧面定位装置工作,液压油缸推动插销插入回转盘定位槽内。但是,由于电机旋转误差较大,每次停止位置不一,插销插入时每次都有不同程度位移,进而影响主轴定位精度,而且旋转越多累积误越大,重复定位精度更差;且主轴工作过程中,由于受切削力作用产生扭矩,扭矩传递到主轴上,使主轴产生位移和偏摆,误差叠加机床发生震动,严重影响生产品尺寸的精度。
70.为此,本技术人又在上述初始设计方案的基础上(需要说明的是,上述初始设计方案虽然是非优选实施例,但同样是完整的技术方案,具有特定技术特征,理应落入本技术的保护范围),进行了优化改进,具体如下:如图9至图15所示,本技术的一个优选实施例的回转夹持装置302,主要包括六大部分:安装座1,安装座1适于固定安装于机架100上。
71.传动轴2,传动轴2适于沿纵向穿过安装座1。
72.夹持组件3,夹持组件3固定设置于传动轴2顶部,并适于夹持固定十字轴10。
73.回转组件4,回转组件4连接传动轴2,并适于驱动传动轴2转动,用于切换十字轴10的加工工位。
74.定位组件5,定位组件5设置于安装座1和传动轴2之间,并适于锁定传动轴2的转动角度,用于保持十字轴10的加工工位。
75.升降组件6,升降组件6连接传动轴2,并适于驱动传动轴2沿纵向升降,进而驱动定位组件5在锁定状态和解锁状态之间切换;定位组件5处于解锁状态时,回转组件4适于驱动传动轴2转动。
76.从上述结构可以看到,本实施例的回转夹持装置302集夹持、回转、升降、定位功能于一体,并且回转组件4、夹持组件3、定位组件5和升降组件6均围绕传动轴2设置,无需额外的传动元件,具有结构紧凑,安全可靠的优点。
77.另外,本实施例的回转夹持装置302在每次回转切换工位时,都需要重新定位,同时一次定位精度高,而且没有积累误差,重复定位精度同样很高,从而保证十字轴10的加工精度。
78.而且,本实施例的传动轴2可滑动且可转动的设置于安装座1,安装座1通过其周侧的圆螺母牢牢的固定在机架100上,防止安装座1在力矩的作用下变形;因此,安装座1对传动轴2具有可靠的支撑和定位作用,使得传动轴2具有更好的抗扭效果,降低了传动轴2产生位移、偏摆、震动的可能性,进一步保证十字轴10的加工精度。
79.如图10和图11所示,夹持组件3包括夹持盘31、拉杆32和夹持动力源33,传动轴2上沿纵向开设有拉杆通道2a,夹持盘31适于固定设置于传动轴2顶部(本实施中夹持盘31并非直接安装在传动轴2上),夹持动力源33固定设置于传动轴2底部,夹持盘31顶部设置有分体夹瓣311,拉杆32顶部设置有与分体夹瓣311适配的锥形拉头321,拉杆32适于穿过拉杆通道2a并连接夹持动力源33;分体夹瓣311适于插入十字轴10的圆孔10c,夹持动力源33适于驱动拉杆32沿纵向升降,进而拉动锥形拉头321作用于分体夹瓣311使其展开或收拢,用于夹紧或松开十字轴10。本实施例中夹持动力源33为油缸。
80.可以看到,本实施例的夹持组件3利用传动轴2上开设的拉杆通道2a布置在传动轴2两端,可以跟随传动轴2转动和升降,使得夹持组件3结构更加紧凑,且具有可靠的运行方式和夹持效果。
81.如图10和图11所示,回转组件4包括动力座41、回转动力源42、主动齿轮43、从动齿轮44和轴承组45,动力座41适于固定设置于传动轴2底部(本实施例中动力座41并非直接安装在传动轴2上),回转动力源42固定设置于动力座41上,主动齿轮43同心固定连接回转动力源42的输出轴,从动齿轮44同心固定连接传动轴2,主动齿轮43和从动齿轮44啮合,轴承组45固定设置于安装座1内,传动轴2适于穿过轴承组45转动;回转动力源42适于通过主动齿轮43和从动齿轮44的配合驱动传动轴2在轴承组45内转动。本实施例中回转动力源42为电机。
82.本实施例的回转组件4采用齿轮传动方式,具有传动平稳,噪音小的优点;轴承组45的设置使得安装座1对传动轴2具有更好的支撑和定位作用,保证传动轴2转动时的平稳性和精确度。
83.如图10和图11所示,定位组件5包括固定齿圈51和定位齿座52,固定齿圈51固定设置于安装座1上,定位齿座52固定设置于传动轴2上,升降组件6适于通过传动轴2驱动固定齿圈51和定位齿座52靠近或远离;固定齿圈51和定位齿座52靠近时,两者咬合并限制相对转动,定位组件5处于锁定状态;固定齿圈51和定位齿座52远离时,两者脱扣并可相对转动,定位组件5处于解锁状态。
84.采用齿圈咬合的定位方式,具有定位精度高,不会产生位移,且安全可靠的优点。
85.本实施例中固定齿圈51上设置有与十字轴10的加工工位对应的凸齿511,定位齿座52上开设有与凸齿511适配的齿槽521;固定齿圈51和定位齿座52靠近时,凸齿511适于进入齿槽521实现锁定,固定齿圈51和定位齿座52远离时,凸齿511适于脱离齿槽521实现解锁。
86.如图14和图15所示,其中一关键改进在于,定位齿座52上可拆卸的设置有齿块522,齿槽521开设于齿块522上。具体安装方式为,定位齿座52上沿横向开设有安装槽523,齿块522适于沿横向进出安装槽523,紧固件适于沿纵向穿过定位齿座52并将齿块522固定于安装槽523内。可以预见的是,凸齿511和齿槽521需要不断摩擦、挤压,容易磨损、变形,尤其是齿槽521位置;因此本实施例设置了可拆卸的齿块522,可以定期更换齿块522,保证定位的精确性;同样的,固定齿圈51也可以更换。
87.作为另一关键改进,凸齿511和齿槽521的横截面呈现对应的梯形结构,即使回转组件4存在一定的旋转误差时,凸齿511也能通过梯形结构“滑入”齿槽521,从而保证定位组件5每次定位的精确性;而齿块522和安装槽523的横截面呈对应的倒梯形结构,可以保证齿块522能牢牢的固定在安装槽523内,即使紧固件松动,齿块522也不会有纵向的位移。
88.作为适配,凸齿511和齿槽521分别具有四个且沿圆周方向均匀分布,回转组件4和定位组件5配合适于驱动传动轴2一次转动90
°
,即每次转动角度为轴体10b的夹角角度,以便第三刀头303和第四刀头304加工不同侧的轴体10b。
89.如图10和图11所示,升降组件6以油缸作为升降动力,升降组件6包括缸筒61、端盖62和活塞63,缸筒61固定设置于安装座1内,端盖62固定设置于缸筒61上,活塞63固定设置于传动轴2上,缸筒61和端盖62界定一油腔6a,活塞63适于沿纵向滑动设置于油腔6a内,传
动轴2两端分别密封穿过缸筒61和端盖62,油腔6a内油压变化适于驱动传动轴2沿纵向升降。值得一提的是,动力座41直接安装在端盖62上。
90.首先,升降组件6内置于安装座1内,不占用额外的空间,具有结构紧凑的优点;另外,升降组件6依据传动轴2的布置结构设计,其将传动轴2作为油缸的活塞杆,实现传动轴2的升降功能,同样具有应用零件少,结构紧凑,运行可靠的优点。
91.本实施例的回转组件4、夹持组件3、定位组件5和升降组件6均围绕传动轴2设置,基于此,具体安装结构如图12和图13所示,传动轴2从顶部到底部依次包括第一轴段21、第二轴段22、第三轴段23、第四轴段24和第五轴段25,定位齿座52安装于第一轴段21上,夹持盘31安装于定位齿座52上,第二轴段22穿过轴承组45,第三轴段23穿过升降组件6,从动齿轮44安装于第四轴段24上,夹持动力源33安装于第五轴段25上。进一步具体的:第一轴段21顶部沿纵向开设有第一安装孔211,紧固件适于沿纵向进入第一安装孔211并将定位齿座52固定安装于第一轴段21上。
92.轴承组45包括锥孔轴承451、滚珠轴承452和衬套453,第二轴段22周向设置有锥形面221,锥形面221贴合于锥孔轴承451内,滚珠轴承452位于升降组件6顶部,衬套453固定设置于锥孔轴承451和滚珠轴承452之间。轴承组45利用安装座1的纵向空间,保证传动轴2转动和升降的稳定性,尤其是锥孔轴承451除了承担轴承的功能外,还是导向座,保证传动轴2不会偏心。
93.第三轴段23侧壁开设有第一键槽231,活塞63通过轴键配合第一键槽231固定安装于第三轴段23上。
94.第四轴段24侧壁开设有第二键槽241,从动齿轮44通过轴键配合第二键槽241固定安装于第四轴段24上。
95.第五轴段25底部沿纵向开设有第二安装孔251,紧固件适于沿纵向进入第二安装孔251并将夹持动力源33固定安装于第五轴段25上。
96.本实施例的组合机床是按自动生产线设计,专门用于加工十字轴10的组合设备,在机架100的基础分成车加工部件200和铣加工部件300两大加工部分,以及自动上下料系统400。原设计上下料系统为机器人作业,分成左、右两条上下料线。工件进入存料组件后由机器人给车加工部件200和铣加工部件300上、下料;但是由于存料组件和车加工部件200的距离为2700mm,车加工部件200和铣加工部件300的距离3750mm,生产线距离长,机器人在6450mm的轨道上往复运动,时间长,占地面积大,投资也大,最主要的是对整个生产工艺流程不是很合理。
97.为此,本技术人又在机架100、车加工部件200和铣加工部件300的结构基础上,进行了优化改进,具体如下:如图16至图26所示,本实施例的上下料系统400包括存料组件401、上料组件402、下料组件403和动力机构404;存料组件401布置于机架100后方,存料组件401适于放置待加工的十字轴10;上料组件402呈梁式结构并布置于机架100上方,上料组件402适于在存料组件401、车加工部件200以及铣加工部件300之间从后往前输送十字轴10;下料组件403布置于机架100前方,下料组件403适于承接上料组件402上加工完毕的十字轴10;动力机构404,用于驱动存料组件401、上料组件402和下料组件403运动。
98.本实施例上下料系统400的设计关键在于,本实施例的上料组件402布置于机架
100上方,一方面可以充分、有效的利用车间垂直空间,另一方面将机架100作为安装基座,具有足够的安装强度和稳定性。
99.其中上料组件402配置有机器人模块421和/或线性输送模块422,具体结构如下:如图20和图21所示,机器人模块421包括延伸支架4211和机器人4212,延伸支架4211沿前后方向固定设置于机架100上方,机器人4212沿前后方向滑动设置于延伸支架4211上,机器人4212适于在作业范围内抓取或放置任意位置上的十字轴10,动力机构404适于驱动机器人4212线性运动。机器人4212自身运动并配合在延伸支架4211运动,适于从存料组件401上抓取十字轴10并放置于加工部件上,或者从前一加工部件上抓取十字轴10并放置于后一加工部件上。
100.如图22和图23所示,线性输送模块422包括第一输送带4221、第一横梁支架4222、第一水平滑块4223、第一垂直滑块4224和第一抓手4225;第一输送带4221沿前后方向设置于机架100上方,第一输送带4221适于承接并向前输送十字轴10,第一横梁支架4222固定设置于机架100上方,第一水平滑块4223沿左右方向滑动设置于第一横梁支架4222上,第一垂直滑块4224沿上下方向滑动设置于第一水平滑块4223上,第一抓手4225设置于第一垂直滑块4224下端,动力机构404适于驱动第一水平滑块4223和第一垂直滑块4224线性运动。第一水平滑块4223、第一垂直滑块4224和第一抓手4225构成机械手,第一水平滑块4223配合第一垂直滑块4224运动,适于驱动第一抓手4225从第一输送带4221上抓取十字轴10并放置于加工部件上,或者驱动第一抓手4225从加工部件抓取十字轴10并放置于第一输送带4221上。本实施例中加工部件具有左右分布的双工位,第一水平滑块4223、第一垂直滑块4224和第一抓手4225具有两组并设置于第一输送带4221左右两侧。
101.一般情况下,上料组件402可以全部配置机器人模块421,但成本会很高;也可以全部配置线性输送模块422,但有时会因为智能化程度不够而不能流畅运行。
102.基于此并结合机架100布置的车加工部件200和铣加工部件300的具体结构,车加工部件200适于竖放十字轴10进行加工,铣加工部件300适于平放十字轴10进行加工。可以预见的是,机器人模块421智能化程度高且自由度更大,可以应对更加复杂的工况要求,但是其成本较高;而线性输送模块422虽然只能实现线性运动,但是其制造成本低很多。同时,存料组件401一般需要人工放置于机架100后方,其位置精度不高,再加上十字轴10在存料组件401上的放置精度也不会很高。因此,线性输送模块422,尤其是第一水平滑块4223、第一垂直滑块4224和第一抓手4225构成的机械手组合很难胜任从存料组件401中抓取十字轴10的工作。另外,车加工部件200也需要机器人4212对十字轴10进行翻面以及切换工位,这些工作线性输送模块422同样不能胜任。
103.结合上述因素,本实施例的车加工部件200上方配置有机器人模块421,铣加工部件300上方配置有线性输送模块422。在后续的上下料系统400中十字轴10在控制系统(软件)的编程控制下,严格按照设定的位置、速度、时间等参数输送,可以满足流水线输送精度和加工精度要求,同时也大大降低了投资成本,而且还能保证流水线的高效、节能生产。其工作流程如下:机器人4212适于运动至延伸支架4211后端并从存料组件401上抓取十字轴10,机器人4212向前运动并将十字轴10放置于车加工部件200上加工,加工完毕后,机器人4212从车加工部件200上抓取十字轴10并继续向前运动,接着将十字轴10放置于第一输送带4221
上;第一输送带4221向前输送十字轴10至第一水平滑块4223和第一垂直滑块4224的位置,再由第一抓手4225从第一输送带4221上抓取十字轴10并放置于铣加工部件300上加工,加工完毕后,第一抓手4225从铣加工部件300上抓取十字轴10并放置于第一输送带4221上,最后由第一输送带4221将十字轴10向前输送至下料组件403。
104.如图24至图26所示,下料组件403设计成行车式结构,其包括门型框架431、第二水平滑块432、第二垂直滑块433、第二抓手434、下料架435和载料件436;门型框架431固定设置于机架100前方,且向上延伸并高于机架100,第二水平滑块432沿前后方向滑动设置于门型框架431上,第二垂直滑块433沿上下方向滑动设置于第二水平滑块432上,第二抓手434设置于第二垂直滑块433下端,下料架435布置于门型框架431下方,载料件436沿左右方向滑动设置于下料架435上,动力机构404适于驱动第二水平滑块432、第二垂直滑块433和载料件436线性运动。第二水平滑块432、第二垂直滑块433和第二抓手434同样构成机械手,第二水平滑块432配合第二垂直滑块433运动,适于驱动第二抓手434从上料组件402上抓取十字轴10并放置于载料件436上;载料件436运动,适于沿左右方向改变十字轴10的放置位置,以在载料件436上摆满。
105.作为改进,载料件436配置有成品料框4361和成品料板4362,成品料框4361适于平放十字轴10,成品料板4362适于竖放十字轴10,下料组件403还配置有第三抓手437,第二抓手434适于平抓十字轴10,第三抓手437适于竖抓十字轴10,第二水平滑块432和第二垂直滑块433配置两组并分别连接有第二抓手434和第三抓手437,门型框架431向后延伸出让位段4311,让位段4311和上料组件402重叠,且后一组第二水平滑块432和第二垂直滑块433适于运动至让位段4311,使得前一组第二水平滑块432和第二垂直滑块433适于从上料组件402上抓取十字轴10。
106.作为拓展,门型框架431还沿前后方向延伸出辅助段4312,辅助段4312下方设置有一个或多个辅助加工设备,第二抓手434适于从上料组件402或载料件436上抓取十字轴10并放置于辅助加工设备上,且第二抓手434适于从辅助加工设备上抓取十字轴10并放置于载料件436上;下料组件403还包括第二输送带438,第二输送带438沿前后方向延伸并设置于多个辅助加工设备之间。如图16和图17所示,本实施例的辅助加工设备分别为磨床600和打标机700。上述结构使得上下料系统400得到延伸,可以连接更多的辅助加工设备,使得组合机床的功能得到补充和拓展。
107.作为选择,如图19所示,以机器人模块421上的动力机构404作为举例说明,本实施例的动力机构404包括伺服电机441、动力齿轮442、动力齿条443和直线导轨444,伺服电机441安装于运动部上,伺服电机441适于驱动动力齿轮442转动,动力齿条443和直线导轨444平行安装于固定部上,动力齿轮442和动力齿条443啮合;伺服电机441转动适于通过动力齿轮442和动力齿条443的配合驱动运动部沿着直线导轨444线性运动。上述动力机构404具有运动平稳,定位准确,噪音小的优点。
108.如图18和图19所示,存料组件401包括存料架411、转台412、栏杆413、推杆414、旋转动力源415和升降动力源416,存料架411固定设置于机架100后侧,转台412转动设置于存料架411上,旋转动力源415适于驱动转台412转动,栏杆413沿上下方向固定设置于转台412上,十字轴10适于沿上下方向层叠放置于栏杆413之间,且栏杆413具有多组并沿圆周方向均匀分布,转台412在十字轴10层叠放置处开设有推料槽4121,推杆414沿上下方向滑动设
置于存料架411前侧,升降动力源416适于驱动推杆414升降;转台412转动使得推杆414位于推料槽4121下方,推杆414向上抬升,用于推动十字轴10向上运动并靠近上料组件402。转台412可存放大量的十字轴10,且可以转动实现循环上料;推杆414和推料槽4121的设置可以向上推料,便于上料组件402抓取。
109.本实施例的组合机床还应包括控制系统、排料系统、液压系统、冷却系统、机床护罩等部件,而这些部件没有本技术人需要披露的发明点,故不在本技术中具体描述,但这并不妨碍其成为本技术隐含的技术特征。
110.本技术还提供一种工作方法,利用上述组合机床对十字轴10进行加工,如图27和图28所示,主要包括以下步骤:s1上料步骤:通过上下料系统将十字轴初坯10-1输送至车加工部件;s2一次加工步骤:开始由第一夹具从内向外竖直张紧十字轴初坯10-1,第一动力头动作并使得十字轴初坯10-1靠近第一刀头,并配合上下料系统的翻面,对十字轴初坯10-1的基体的前后端面1a和轴体的前后端面1b进行车削加工(即步骤s21车端面);接着上下料系统将该步的十字轴初坯10-1从第一夹具输送至第二夹具;再由第二夹具从外向内竖直夹紧十字轴初坯10-1,第二动力头动作并靠近第二刀头,并配合上下料系统的翻面,对十字轴初坯10-1的内孔1c进行车削加工(即步骤s22车内孔)。
111.s3送料步骤:在一次加工完毕形成具有基体新端面2a、轴体新端面2b以及新内孔2c的十字轴次胚10-2后,通过上下料系统将十字轴次胚10-2从车加工部件上卸下(即步骤s31卸料)并输送至铣加工部件(即步骤s32送料)。
112.s4二次加工步骤:开始由回转夹持装置水平夹紧十字轴次胚10-2,第三动力头和第四动力头动作并使得两侧的第三刀头靠近十字轴次胚10-2,对十字轴次胚10-2两侧轴体的侧面2d进行铣削加工(即步骤s41铣侧面);接着第三动力头和第四动力头继续动作并使得两侧的第四刀头靠近十字轴次胚10-2,对十字轴次胚10-2两侧轴体的周向面2f进行车削加工(即步骤s42车外圆);再由回转夹持装置转动十字轴次胚10-2,使得十字轴次胚10-2另一两侧轴体朝向第三动力头和第四动力头,第三刀头和第四刀头对十字轴次胚10-2另一两侧轴体进行同样的铣削加工和车削加工。
113.s5、下料步骤:在二次加工完毕形成具有轴体新侧面3d和新外圆3f的十字轴成品10-3,通过上下料系统将十字轴成品10-3从铣加工部件上卸下并向外输送。
114.以上描述了本技术的基本原理、主要特征和本技术的优点。本行业的技术人员应该了解,本技术不受上述实施例的限制,上述实施例和说明书中描述的只是本技术的原理,在不脱离本技术精神和范围的前提下本技术还会有各种变化和改进,这些变化和改进都落入要求保护的本技术的范围内。本技术要求的保护范围由所附的权利要求书及其等同物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1