一种商用非活性钎料低温直接钎焊非金属与金属的方法
1.本发明属于焊接技术领域,具体涉及一种商用非活性钎料低温直接钎焊非金属与金属的方法。
背景技术:
2.随着功率器件特别是第三代半导体的崛起与应用,半导体器件逐渐向大功率、小型化、集成化、多功能等方向发展,对封装基板性能也提出了更高的要求。在实际应用时,为满足电子器件散热要求,通常需要将陶瓷与金属基板进行低温钎焊,实现陶瓷与金属之间的可靠连接是推进陶瓷材料应用的关键。金属与陶瓷在物理和化学性能方面存在较大差异,陶瓷以共价键为主,与金属材料的金属键区别很大,因此与液态金属很难发生润湿,而润湿性是制约陶瓷可靠连接的关键问题。目前陶瓷钎焊主要为活性金属钎焊和陶瓷表面金属化后钎焊。活性金属钎焊法是一种陶瓷与金属常用的封接方法,在钎料中加入活性元素或者通过添加活性中间层,利用活性元素(ti、zr、cr等)与陶瓷发生化学反应在陶瓷表面形成反应层,从而进行陶瓷与金属间的化学结合。活性金属高温真空钎焊在陶瓷/陶瓷基复合材料同种及异种材料连接方面已取得重要成果,但在低温下陶瓷钎焊面临活性元素与陶瓷界反应无法进行,严重制约了其应用。
3.目前一些学者开展系列研究,通过施加超声场实现sn基活性钎料直接钎焊陶瓷,公开号为cn104889594a的专利中公开了一种snbi基钎料用于低温超声钎焊陶瓷的方法,利用钎料中添加活性元素al在大气环境下低温超声钎焊蓝宝石。公开号为cn111151912a的专利中公开了一种用于sic陶瓷钎焊的sn基钎料及其制备方法,将sn基钎料填充泡沫铝合金骨架制备成复合钎料然后超声钎焊。cn106944698a的专利中公开了一种基于热氧化表面改性的sic陶瓷及sic陶瓷增强铝基复合材料超声低温直接钎焊方法,通过将陶瓷表面预氧化后利用sn基活性钎料直接超声钎焊。
4.此外,通过对陶瓷表面金属化处理,将金属与陶瓷的界面转变为金属与金属的界面,从而提升金属钎料在陶瓷表面的润湿性。公开号为cn103044058a的专利中公开了一种在陶瓷表面电镀ni层,在真空条件下实现陶瓷扩散连接的方法。公开号为cn105541366a的专利中公开了一种超声波改性活性金属镀层的方法,首先在陶瓷表面镀活性金属层,随后在陶瓷活性金属层表面超声涂覆一层sn基金属,以实现陶瓷材料的低温连接。公开号为cn103915745a的专利中公开了一种石墨-铜复合式换向器的钎焊方法,首先在真空高温条件下石墨表面预制一层snagcuti钎料,随后将金属化后的石墨与cu低温钎焊。
5.综上,陶瓷与金属钎焊主要通过向钎料加入活性元素或在陶瓷表面预制活性金属化层的方法,活性元素(ti、zr、al、mg、cr等)亲氧性较强,在炼制过程中需要比较高的真空,此外高熔点活性元素(ti(熔点1678℃)、zr(熔点1852℃)、cr(熔点1907℃)等)与低熔点sn(熔点231℃)相差较大,在炼制过程中存在sn的挥发对真空设备造成污染。活性元素(ti、zr、cr等)易与sn形成高熔点金属间化合物,导致钎料合金力学性能下降;此外,由于大量的活性元素与sn形成高熔点化合物,在钎焊过程中实际能参与陶瓷反应活性元素的量变得非
常少。陶瓷及其它非金属材料表面镀层金属化不环保,镀层工序比较复杂。
技术实现要素:
6.本发明的目的是为了解决现有非金属与金属钎焊低温活性钎料的制备困难,非金属表面金属化又存在不环保及工艺复杂的问题,而提供一种商用非活性钎料低温直接钎焊非金属与金属的方法。
7.一种商用非活性钎料低温直接钎焊非金属与金属的方法,按以下步骤实现:
8.一、将待焊非金属材料切割成型,然后进行打磨及抛光处理,再依次放入丙酮和无水乙醇中超声清洗,取出后烘干,获得处理后的待焊非金属材料;
9.二、待焊金属和钎料去除表面氧化膜后放入丙酮中超声清洗,取出后烘干,获得处理后的待焊金属和钎料;
10.三、将上述处理后的待焊非金属材料、钎料和待焊金属用卡具放置到钎焊加热平台上,将待焊非金属材料和待焊金属加热到高于钎料熔点以上30~50℃,声极置于待焊非金属材料或者待焊金属上并施加压力,开启超声波焊接设备,在超声频率为20~100khz、振幅2~20μm的条件下处理5~20s,随炉冷却,即完成商用非活性钎料低温直接钎焊非金属与金属的方法;
11.其中步骤二中所述钎料采用sn基商用钎料,它为snagcu系、sncu系、snag系、snbi系、snin系、snpb系或snsb系。
12.本发明的机理为:当商用非活性钎料加热到熔点以上30~50℃钎料熔化,超声空化破除待焊金属和钎料的表面氧化膜。超声加速钎料对待焊金属的强烈溶解,使得待焊金属中活性元素al、mg、cr、ti溶解到sn基非活性钎料中,在声流搅拌作用下活性元素快速迁移到待焊非金属材料侧,在超声空化作用产生瞬时高温高压使活性元素和待焊非金属材料发生界面反应最终形成连接。
13.本发明有益的效果:
14.1.本发明利用商用非活性sn基钎料钎焊非金属材料,可以避免活性钎料复杂且不成熟的钎料制备工艺。
15.2.本发明利用待焊金属溶解扩散形成活性钎料可以控制活性元素含量,避免了活性元素和钎料基体过度反应。
16.3.本发明采用超声钎焊可以破除待焊金属氧化膜,且加速待焊金属溶解扩散,可以实现低温条件下钎料与非金属材料直接连接。
17.4.本发明可以将各种非金属材料与轻质金属直接低温进行钎焊,使用范围广泛,可适用于各种厚度,结构复杂焊件。
18.5.本发明工艺简单,不用钎剂,复合绿色环保理念,且钎焊所需时间短,进一步提高生产效率。
19.6.本发明钎焊温度低可以有效缓解金属与非金属接头残余应力。
20.7.本发明可以通过控制液态钎料对待焊金属溶解量实时控制接头焊接质量。
21.本发明提供一种无镀层、利用非活性钎料低温直接钎焊金属与非金属材料的新工艺,进一步提升非金属材料与金属在电子领域应用空间。
22.本发明适用于商用非活性钎料低温直接钎焊非金属与金属。
附图说明
23.图1为实施例1的超声辅助钎焊示意图,图中1表示待焊非金属材料,2表示钎料,3表示待焊金属,4表示施加超声位置;
24.图2为实施例2的超声辅助钎焊示意图,图中1表示待焊非金属材料,2表示钎料,3表示待焊金属,4表示施加超声位置;
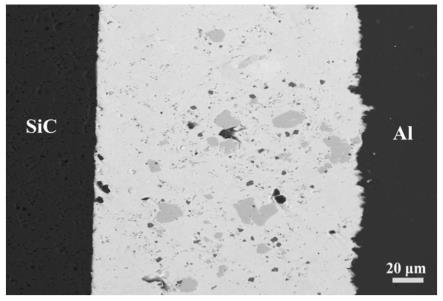
25.图3为实施例1中得到的sic/sn3.0ag0.5cu/6063铝合金钎焊接头的扫描电镜图;
26.图4为实施例2中得到的sic/sn3.0ag0.5cu/az31b镁合金钎焊接头的扫描电镜图;
27.图5为实施例3中得到的sic/sn3.0ag0.5cu/304不锈钢钎焊接头的扫描电镜图。
具体实施方式
28.具体实施方式一:本实施方式一种商用非活性钎料低温直接钎焊非金属与金属的方法,按以下步骤实现:
29.一、将待焊非金属材料切割成型,然后进行打磨及抛光处理,再依次放入丙酮和无水乙醇中超声清洗,取出后烘干,获得处理后的待焊非金属材料;
30.二、待焊金属和钎料去除表面氧化膜后放入丙酮中超声清洗,取出后烘干,获得处理后的待焊金属和钎料;
31.三、将上述处理后的待焊非金属材料、钎料和待焊金属用卡具放置到钎焊加热平台上,将待焊非金属材料和待焊金属加热到高于钎料熔点以上30~50℃,声极置于待焊非金属材料或者待焊金属上并施加压力,开启超声波焊接设备,在超声频率为20~100khz、振幅2~20μm的条件下处理5~20s,随炉冷却,即完成商用非活性钎料低温直接钎焊非金属与金属的方法;
32.其中步骤二中所述钎料采用sn基商用钎料,它为snagcu系、sncu系、snag系、snbi系、snin系、snpb系或snsb系。
33.具体实施方式二:本实施方式与具体实施方式一不同的是,步骤一中待焊非金属材料:碳化物陶瓷、氮化物陶瓷、氧化物陶瓷、硼化物陶瓷、陶瓷基复合材料、玻璃、石墨、c/c复合材料、金刚石或石墨烯。其它步骤及参数与具体实施方式一相同。
34.具体实施方式三:本实施方式与具体实施方式一或二不同的是,步骤一中切割:采用金刚石内圆切割机。其它步骤及参数与具体实施方式一或二相同。
35.具体实施方式四:本实施方式与具体实施方式一至三之一不同的是,步骤一中打磨及抛光处理:采用金刚石进行打磨处理,采用金刚石研磨膏进行抛光处理。其它步骤及参数与具体实施方式一至三之一相同。
36.具体实施方式五:本实施方式与具体实施方式一至四之一不同的是,步骤一中丙酮中超声清洗的时间为5~10min,无水乙醇中超声清洗的时间为3~5min。其它步骤及参数与具体实施方式一至四之一相同。
37.具体实施方式六:本实施方式与具体实施方式一至五之一不同的是,步骤二所述待焊金属为金属铝、铝基复合材料、金属镁、镁基复合材料、金属钛、钛基复合材料或不锈钢。其它步骤及参数与具体实施方式一至五之一相同。
38.具体实施方式七:本实施方式与具体实施方式一至六之一不同的是,步骤二中所述sn基商用钎料为厚度0.05~0.5mm的钎料箔、长度5~20mm且直径1~3mm的钎料丝、或者
重量为5~20g的钎料粉。其它步骤及参数与具体实施方式一至六之一相同。
39.具体实施方式八:本实施方式与具体实施方式一至七之一不同的是,步骤二中去除表面氧化膜:依次采用500
#
、1000
#
、2000
#
砂纸进行打磨处理。其它步骤及参数与具体实施方式一至七之一相同。
40.具体实施方式九:本实施方式与具体实施方式一至八之一不同的是,步骤二中超声清洗的时间为3~5min。其它步骤及参数与具体实施方式一至八之一相同。
41.具体实施方式十:本实施方式与具体实施方式九不同的是,步骤三中钎焊加热平台的升温速率为3~20℃/min。其它步骤及参数与具体实施方式九相同。
42.具体实施方式十一:本实施方式与具体实施方式十不同的是,步骤三中施加压力为0.5~5mpa。其它步骤及参数与具体实施方式十相同。
43.通过以下实施例验证本发明的有益效果:
44.实施例1:
45.一种商用非活性钎料低温直接钎焊非金属与金属的方法,按以下步骤实现:
46.一、将待焊非金属材料切割成型,然后进行打磨及抛光处理,再依次放入丙酮和无水乙醇中超声清洗,取出后烘干,获得处理后的待焊非金属材料;
47.二、待焊金属和钎料去除表面氧化膜后放入丙酮中超声清洗,取出后烘干,获得处理后的待焊金属和钎料;
48.三、将上述处理后的待焊非金属材料、钎料和待焊金属用卡具放置到钎焊加热平台上,将待焊非金属材料和待焊金属加热到高于钎料熔点以上30~50℃,声极置于待焊金属上并施加压力,开启超声波焊接设备,在超声频率为20khz、振幅3μm的条件下处理10s,随炉冷却,即完成商用非活性钎料低温直接钎焊非金属与金属的方法;
49.其中步骤二中所述钎料采用sn基商用钎料,它为厚度200μm的sn3.0ag0.5cu钎料箔;
50.步骤一中待焊非金属材料:sic陶瓷;
51.步骤一中切割:采用金刚石内圆切割机;
52.步骤一中打磨及抛光处理:采用金刚石进行打磨处理,采用金刚石研磨膏进行抛光处理;
53.步骤一中丙酮中超声清洗的时间为10min,无水乙醇中超声清洗的时间为5min;
54.步骤二所述待焊金属为6063铝合金;
55.步骤二中去除表面氧化膜:依次采用500
#
、1000
#
、2000
#
砂纸进行打磨处理;
56.步骤二中超声清洗的时间为3min;
57.步骤三中钎焊加热平台的升温速率为10℃/min;
58.步骤三中施加压力为0.5mpa。
59.本实施例中将待焊非金属材料和待焊金属加热到250℃。
60.本实施例中超声钎焊示意图如图1所示,超声施加到待焊金属上。
61.本实施例中得到的sic/sn3.0ag0.5cu/6063铝合金接头,其扫描电镜图如图3所示,可以看出超声施加10s即可获得无缺陷接头,接头剪切强度达到40mpa。
62.实施例2:
63.本实施例与实施例1不同的是:
64.步骤一中丙酮中超声清洗的时间为5min,无水乙醇中超声清洗的时间为3min;
65.步骤二所述待焊金属为az31b镁合金;
66.步骤三中钎焊加热平台的升温速率为8℃/min;
67.步骤三中施加压力为2mpa;
68.步骤三中声极置于待焊非金属材料上并施加压力,开启超声波焊接设备,在超声频率为30khz、振幅5μm的条件下处理10s。
69.本实施例中将待焊非金属材料和待焊金属加热到250℃。
70.本实施例中超声钎焊示意图如图2所示,超声施加到待焊非金属材料上。
71.本实施例中得到的sic/sn3.0ag0.5cu/az31b镁合金接头,其扫描电镜图如图4所示,可以看出超声施加10s即可获得无缺陷接头,接头剪切强度达到30mpa。
72.实施例3:
73.本实施例与实施例1不同的是:
74.步骤一中丙酮中超声清洗的时间为5min,无水乙醇中超声清洗的时间为3min;
75.步骤二所述待焊金属为304不锈钢;
76.步骤三中钎焊加热平台的升温速率为15℃/min;
77.步骤三中施加压力为3mpa;
78.步骤三中声极置于待焊非金属材料上并施加压力,开启超声波焊接设备,在超声频率为50khz、振幅10μm的条件下处理15s。
79.本实施例中将待焊非金属材料和待焊金属加热到250℃。
80.本实施例中超声钎焊示意图如图2所示,超声施加到待焊非金属材料上。
81.本实施例中得到的sic/sn3.0ag0.5cu/304不锈钢接头,其扫描电镜图如图5所示,可以看出超声施加15s即可获得无缺陷接头,接头剪切强度达到35mpa。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1