智能生产线的智能装配单元的结构及控制方法与流程
本发明属于智能生产线设备,具体涉及智能生产线的智能装配单元的结构及控制方法。
背景技术:
1、目前,离散工业智能生产线普遍采用定制生产线,使得智能生产线设计周期长、工程实施难度大且时间长、维护维修麻烦,导致智能生产线成本高、生产过程常出问题,影响了智能生产线的推广。随着产业转型升级速度的加快,企业特别是广大的中小企业迫切需要通用性强、设计与实施周期短、成本低、柔性化的相对通用的智能生产线。围绕企业的新需求,我们开发了一种由三段基础输送模块加通用设备组成的智能应用单元系列,智能装配单元就是其中一例,经多次应用取得了好的效果。
技术实现思路
1、为了解决上述问题,本发明提出了智能生产线的智能装配单元的结构及控制方法。
2、本发明提供了如下的技术方案:
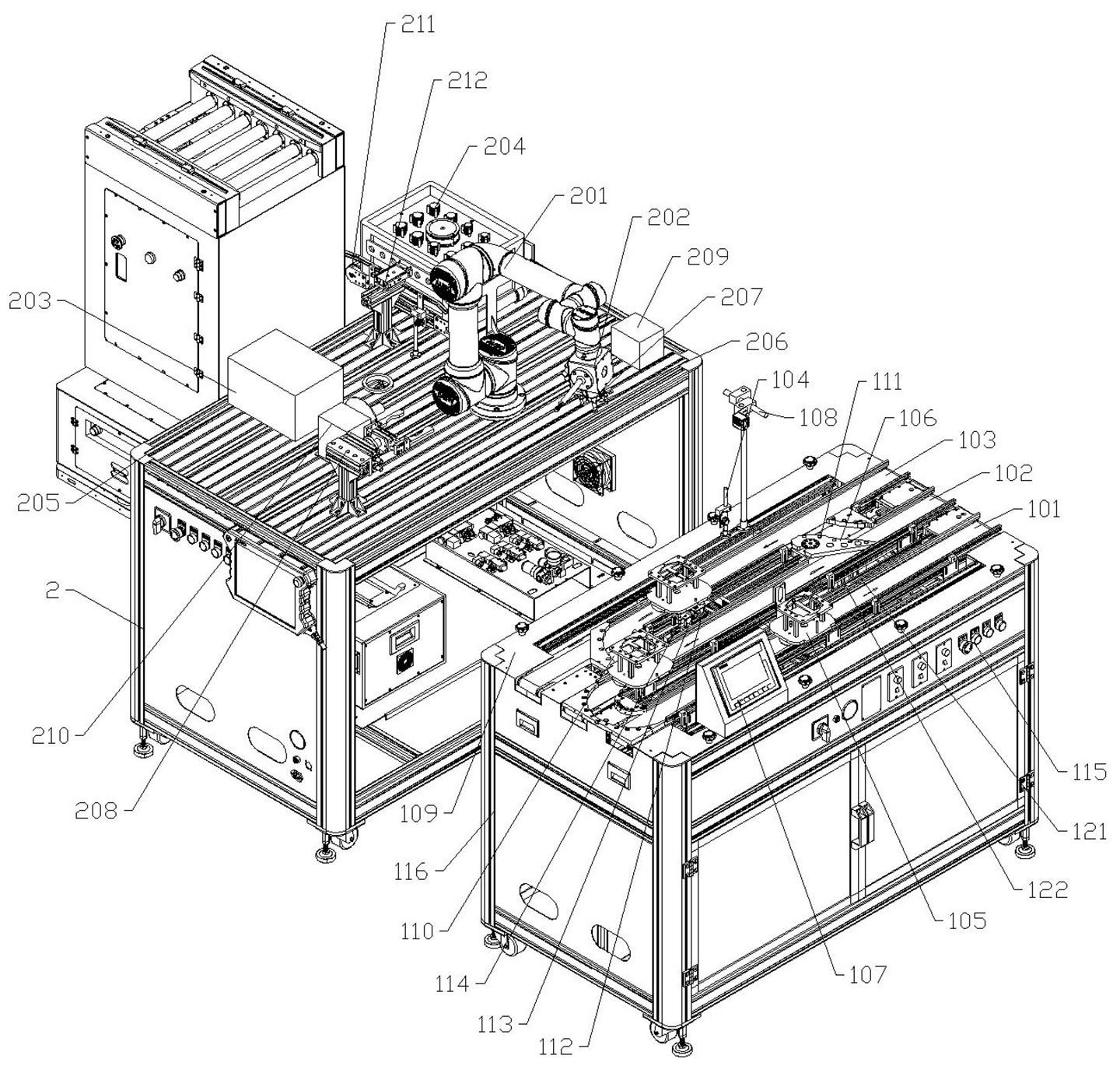
3、智能生产线的智能装配单元的结构,包括三段基础输送模块、装配应用模块和大数据平台信息系统,所述装配应用模块包括装配工作台和安装在装配工作台上的工业机器人、复合装配工具、装配辅助机构、手爪库、标签打印粘贴系统和输送型agv对接机构,所述装配工作台上设置有装配夹具,所述装配辅助机构固定在装配工作台侧边;
4、所述复合装配工具包括装接在工业机器人上的气动手爪和气动吸盘,所述气动手爪与气动吸盘相互垂直并安装在工业机器人的手腕处,且复合装配工具配合工业机器人动作完成装配;
5、所述标签打印粘贴系统包括带以太网端口的打印贴标机和标签残带收卷机,打印贴标机和标签残带收卷机均安装在装配工作台侧边;
6、所述输送型agv对接机构包括双头输送机和夹紧机构,双头输送机采用同步带输送,实现物料进出操作,夹紧机构用于夹紧周转筐;
7、所述三段基础输送模块包括机架系统、控制柜系统和托盘,所述机架系统包括第一输送带、第二输送带、第三输送带、换道器、输送带传感与控制一和输送带传感与控制三。
8、优选地,所述第一输送带、第二输送带和第三输送带均包括直流电机、传输带、滚轮和控制器,所述换道器包括牛眼滚珠、换道块、弹簧、旋转气缸和支架,所述换道块中间设置有换道通路;
9、所述输送带传感与控制一包括2个托盘到位传感器一和2个托盘挡块一,所述输送带传感与控制三包括工件有无传感器、托盘到位传感器三、rfid读写器、托盘挡块三、视觉传感器、固定支架和光源;
10、所述控制柜系统包括可编程序控制器、工业机器人控制器、工业工业机器人驱动器、工业网关、可控电源、人机交互界面、按钮旋钮、电网气一体化接头组件和接线端子;
11、所述托盘包括料盘、rfid传感器电子标签、到位感应器和支柱。
12、优选地,所述托盘挡块三和托盘挡块一均包括立块、弹簧、直线气缸和支架。
13、优选地,所述料盘用于待加工的工件的放置,且料盘放置在托盘上,托盘承载工件在传输带上流转。
14、优选地,所述手爪库包含本次装配需要的不同类型、不同规格的气动手爪与气动吸盘。
15、优选地,所述大数据平台信息系统将二维码信息经本单元的工业网关发送至标签打印粘贴系统,标签打印粘贴系统的打印贴标机完成码标签打印、码标签贴在装配产品面上,标签残带由签残带收卷机回收。
16、优选地,所述工件有无传感器、托盘到位传感器三、托盘挡块三和视觉传感器构成本模块工艺工位。
17、一种根据所述智能生产线的智能装配单元的控制方法,具体步骤如下:
18、当放有工件的托盘通过三段基础输送模块到达第三输送带的工艺工位时,该模块可编程序控制器采集到托盘到位传感器三的到位信号后,可编程序控制器发出控制信号,控制直线气缸动作,使托盘挡块三挡住托盘运动,同时可编程序控制器采集工件有无传感器信息,检测托盘上有无工件,若无工件,则可编程序控制器发出控制信号,控制直线气缸动作,让托盘挡块三下降,托盘继续流转,相关生产数据由可编程序控制器发出,经本单元工业网关输送到大数据平台信息系统;
19、若有工件,则rfid读写器读出托盘上rfid传感器电子标签上记录的工件工艺与生产信息,视觉传感器采集料盘上工件的二维码,rfid读写器将读出的信息与视觉传感器采集的二维码信息经本单元的工业网关送至大数据平台信息系统、可编程序控制器,经可编程序控制器处理后,通过工业网关将控制信息发送至工业机器人控制器、标签打印粘贴系统,工业机器人控制器从应用程序库中选择运行的程序,并在人机交互界面显示;可编程序控制器控制输送型agv对接机构工作,输送型agv对接机构接收外部agv送来的周转筐,夹紧机构夹紧周转筐;可编程序控制器对工业机器人发出启动信号,工业机器人控制器运行本次装配应用程序;
20、装配具体过程如下:
21、1)放置工件一:首先判断手爪类型是否合适,若合适,工业机器人的气动手爪直接移动到托盘上方,从托盘上抓取工件一,然后将工件一放到装配工作台的装配夹具上,可编程序控制器发出控制信号,装配夹具夹紧工件一;若不合适,工业机器人先判定需要的手爪是在复合装配工具上还是在手爪库中,如在复合装配工具上,就将手爪转90°即换了手爪;如在手爪库中,工业机器人运行程序将手爪移到手爪库,执行快换手爪程序,卸下现有手爪,选择需要的手爪并快速装上;接着工业机器人将气动手爪移到托盘处,从托盘上抓取工件一,然后将工件一放到装配工作台的装配夹具,可编程序控制器发出控制信号,控制装配夹具夹紧工件一;
22、2)装配工件二:先判定当前手爪是否合适,然后选择正确的手爪,具体步骤同1),工业机器人将气动手爪移到托盘处,从托盘上抓取工件二,然后按工件二的装配要求将其放到装配位置,可编程序控制器控制装配辅助机构配合工业机器人共同完成安装;
23、3)装配辅件(如螺钉螺母等):先判定当前手爪是否合适,然后选择正确的手爪,工业机器人将气动手爪移到托盘处或周转筐,从托盘或周转筐上抓取辅件,然后按装配要求将其放到装配位置,可编程序控制器控制装配辅助机构配合工业机器人共同完成安装;
24、4)重复2)3)的步骤直至全部零部件装配完毕;
25、5)当托盘上的工件取完后,可编程序控制器通过采集工件有无传感器信息,知道工件已取完,可编程序控制器控制工业机器人将装配好的产品搬运、放到空的托盘上并控制托盘挡块三下移,托盘自动离开该工艺工位,或将装配好的产品搬运、放到双头输送机上的产品周转筐内,同时相关生产数据由可编程序控制器发出,经工业网关传输到大数据平台信息系统。
26、总体而言,通过本发明所构思的以上技术方案与现有技术相比,能够取得下列有益效果:
27、本发明由三段基础输送模块、装配应用模块、托盘环节、大数据平台信息系统等组成的智能装配单元,只有装配模块中的装配夹具等少量机构需要定制外,都采用标准设备,与传统的整体定制相比,设计周期、工程实施周期及成本大幅度下降,单元的可靠性显著提高,故障率下降且故障维修时间明显缩短;该单元符合面向多品种变批量的装配智能制造需求,同时组合到智能生产线也非常便捷。
- 还没有人留言评论。精彩留言会获得点赞!