一种冷弯焊接风电法兰的制造工艺的制作方法
1.本发明属于风电法兰制造技术领域,具体涉及一种冷弯焊接风电法兰的制造工艺。
背景技术:
2.风能作为当今世界新一代清洁能源,在世界各地遍布广泛。当前冷弯焊接成型的风电法兰制造工艺无论是路上风电还是大型海上风电都得到世界各大主机厂的认可。目前传统的辗环成型工艺与冷弯成型工艺相比存在以下问题:
3.(1)在辗环过程中,辗环机和人为操作下易造成环件圆度误差或余量太小导致无法成型或返修;
4.(2)辗环前在压机自由锻冲孔后,带来原材料的损耗及能耗的提高,料比随之提高,造成原材料一定程度上的浪费;
5.(3)辗环过程中很大程度上能够造成工件成型度不够的缺点;
6.因此,目前需要研发一种冷弯焊接风电法兰的制造工艺,以解决现有辗环成型风电法兰制造过程中出现的上述问题,以降低材料的损耗和能耗,降低风电法兰的制造成本,提高制造的灵活性,并增加企业市场竞争力。
技术实现要素:
7.为了解决上述的技术问题,本发明提供了一种冷弯焊接风电法兰的制造工艺,以降低了材料的损耗、能耗和风电法兰的制造成本,提高制造的灵活性,并增加企业市场竞争力。
8.一种冷弯焊接风电法兰的制造工艺,具体包括以下的步骤:
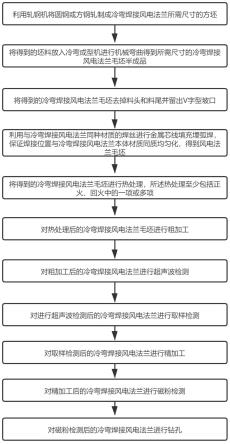
9.(1)利用轧钢机将连铸圆钢或方钢轧制成冷弯焊接风电法兰所需尺寸的方坯;
10.(2)将得到的方坯放入冷弯成型机进行机械弯曲得到所需尺寸的冷弯焊接风电法兰毛坯半成品;
11.(3)将得到的冷弯焊接风电法兰毛坯去掉料头和料尾并留出v字型坡口;
12.(4)利用与冷弯焊接风电法兰同种材质的焊丝进行金属芯线填充埋弧焊,直至焊接位置与冷弯焊接风电法兰本体材质同质均匀化,得到风电法兰毛坯;
13.(5)将得到的冷弯焊接风电法兰毛坯进行热处理;
14.(6)对热处理后的冷弯焊接风电法兰毛坯进行粗加工;
15.(7)对粗加工后的冷弯焊接风电法兰毛坯进行超声波检测;
16.(8)对进行超声波检测的冷弯焊接风电法兰毛坯进行取样检测;
17.(9)对取样检测后的冷弯焊接风电法兰毛坯进行精加工;
18.(10)对精加工后的冷弯焊接风电法兰进行磁粉检测;
19.(11)对磁粉检测后的冷弯焊接风电法兰进行钻孔。
20.优选的,(1)中钢材为圆钢、方钢中的任一种;圆钢直径为φ400~φ700mm,方钢边
长为325~460mm,轧制之后的方坯截面边长为300~500mm。
21.优选的,(2)中冷弯焊接风电法兰毛坯半成品直径≤10m,重量≤32t,宽度≤600mm,厚度≤425mm;弯曲后尺寸为:外径φ4800~φ6300mm,内径φ4000~φ5700mm,高度250~400mm。
22.优选的,(3)中v字型坡口的角度≤45
°
。
23.优选的,(4)中冷弯焊接风电法兰毛坯焊接直径≤10m,重量≤32t,宽度≤600mm,厚度≤262mm;弯曲后尺寸为:外径φ4800~φ6300mm,内径φ4000~φ5700mm,高度250~400mm。
24.优选的,(5)中的热处理包括包括正火、回火中的至少一项;
25.正火温度为870~930℃,速度为0.8~1.2min/mm,时间为320~480min;回火温度为580~630℃,速度为1.2~2min/mm,时间为480~800min。
26.优选的,(6)中粗加工后冷弯焊接风电法兰毛坯的表面粗糙度为ra6.3~12.5。
27.优选的,(7)中超声波检测用于检验冷弯焊接风电法兰锻件内部质量,(10)中磁粉检测用于检测冷弯焊接风电法兰表面质量。
28.优选的,(8)中取样检测包括分解试样、理化检测中的至少一项,所述的理化检测包括拉伸试验、低温冲击试验及化学成分检测;标准符合gb/t1591或en 10025中的规定。
29.优选的,(9)中精加工的表面粗糙度为后冷弯焊接风电法兰毛坯的表面粗糙度为ra3.2~6.3。
30.与现有技术相比,本发明的有益效果:
31.1.本发明的冷弯焊接风电法兰制造工艺,通过将长度较长的连铸圆坯或方坯经过轧制,得到毛坯所需尺寸的轧制方坯作为制造的基元,通过对冷弯机冷弯成型而后焊接,得到均质化、纯净化的优质坯料,代替传统模铸锭,具有锻造成型后的锻件具有内部组织均匀、成本低廉等优点,能够有效地弥补辗环机和人为操作下造成风电法兰圆度误差或余量太小的问题,解决风电法兰成型度不够的缺点,避免无法成型或返修。
32.2.本发明的制造工艺能够方便稳定实现风电法兰的均质化制造。采用体积更小的连铸圆坯或方坯作为制造基元,由于体积小截面小的连铸圆坯或方坯凝固速度快,几乎可以实现同时凝固,因此坯料内部集中的缩孔疏松少因此其成分均匀性远远好于传统整体铸造的大型金属坯料,在此基础上制造的风电法兰不存在显著的宏观偏析。
33.3.本发明的制造工艺能够实现风电法兰的纯净化制造。利用钢坯的可焊接性,使用与母材同牌号的金属焊丝进行焊接,伴随金属气体且保证焊接不被氧化,由于焊接区域小,焊丝的制备成本和焊接难度较低,因此可采用本方法实现焊接后坯料的纯净化,在此基础上制造的风电法兰纯净度高于传统整体铸坯制成的锻件。
34.4.本发明的制造工艺实现风电法兰的低成本制造。由于制备体积较小的金属坯料可采用连铸等大生产手段,其制造成本远低于制备体积较大的模铸锭手段,因此可大幅降低制造成本。此外,使用连铸坯作为制造基元,节省了传统钢锭的冒口、水口损耗,大大提升了材料利用率,进而进一步降低制造成本。
附图说明
35.图1为本发明实施例中的一种流程示意图。
具体实施方式
36.为了能使本领域技术人员更好的理解本发明,现结合具体实施方式对本发明进行更进一步的阐述。
37.在下文中,仅简单地描述了某些示例性实施例。正如本领域技术人员可认识到的那样,在不脱离本发明的精神和范围的情况下,可通过各种不同方式修改所描述的实施例。因此,附图和描述被认为本质上是示例性的而非限制性的。
38.实施例1
39.(1)利用轧钢机将直径φ700mm的圆钢轧制成冷弯焊接风电法兰所需的截面边长为500mm的方坯;
40.(2)将得到的方坯放入冷弯成型机进行机械弯曲得到直径≤10m,重量≤32t,宽度≤600mm,厚度≤425mm的冷弯焊接风电法兰毛坯半成品;弯曲后尺寸为:外径φ5000mm,内径φ4000mm,高度400mm;
41.(3)将得到的冷弯焊接风电法兰毛坯去掉料头和料尾并留出v字型坡口,角度≤45
°
;
42.(4)利用与冷弯焊接风电法兰同种材质的焊丝进行金属芯线填充埋弧焊,直至焊接位置与冷弯焊接风电法兰本体材质同质均匀化,得到直径≤10m,重量≤32t,宽度≤600mm,厚度≤262mm的风电法兰毛坯;弯曲后尺寸为:外径φ5000mm,内径φ4000mm,高度400mm;
43.(5)将得到的冷弯焊接风电法兰毛坯于910℃下正火保温480min速度为0.8min/mm,;然后600℃下回火保温时间为480min,速度为2min/mm;
44.(6)对热处理后的冷弯焊接风电法兰毛坯进行粗加工,使得粗加工后的表面粗糙度为ra7.3;
45.(7)对粗加工后的冷弯焊接风电法兰进行超声波检测;
46.(8)对进行超声波检测及磁粉检测后的冷弯焊接风电法兰进行取样检测;
47.检测包括分解试样、拉伸试验、低温冲击试验及化学成分检测;标准符合gb/t1591或en 10025中的规定;
48.(9)对取样检测后的冷弯焊接风电法兰进行精加工,使得精加工后的表面粗糙度为ra3.2;
49.(10)对精加工后的冷弯焊接风电法兰进行磁粉检测;
50.(11)对磁粉检测后的冷弯焊接风电法兰进行钻孔。
51.其中,对冷弯焊接风电法兰锻件进行正火、回火的热处理能够细化晶粒、消除应力。
52.实施例2
53.(1)利用轧钢机将直径φ600mm的圆钢轧制成冷弯焊接风电法兰所需的截面边长为400mm的方坯;
54.(2)将得到的方坯放入冷弯成型机进行机械弯曲得到直径≤10m,重量≤32t,宽度≤600mm,厚度≤425mm的冷弯焊接风电法兰毛坯半成品;弯曲后尺寸为:外径φ4800mm,内径φ4000mm,高度350mm;
55.(3)将得到的冷弯焊接风电法兰毛坯去掉料头和料尾并留出v字型坡口,角度≤
45
°
;
56.(4)利用与冷弯焊接风电法兰同种材质的焊丝进行金属芯线填充埋弧焊,直至焊接位置与冷弯焊接风电法兰本体材质同质均匀化,得到直径≤10m,重量≤32t,宽度≤600mm,厚度≤262mm的风电法兰毛坯;弯曲后尺寸为:外径φ4800mm,内径φ4000mm,高度350mm;
57.(5)将得到的冷弯焊接风电法兰毛坯于900℃下正火保温320min,速度为1.2min/mm;然后620℃回火保温600min,速度为1.6min/mm。
58.(6)对热处理后的冷弯焊接风电法兰毛坯进行粗加工,使得粗加工后的表面粗糙度为ra9.2;
59.(7)对粗加工后的冷弯焊接风电法兰进行超声波检测;
60.(8)对进行超声波检测及磁粉检测后的冷弯焊接风电法兰进行取样检测;
61.检测包括分解试样、拉伸试验、低温冲击试验及化学成分检测;标准符合gb/t1591或en 10025中的规定;
62.(9)对取样检测后的冷弯焊接风电法兰进行精加工,使得精加工后的表面粗糙度为ra3.8;
63.(10)对精加工后的冷弯焊接风电法兰进行磁粉检测;
64.(11)对磁粉检测后的冷弯焊接风电法兰进行钻孔。
65.实施例3
66.(1)利用轧钢机将直径φ500mm的圆钢轧制成冷弯焊接风电法兰所需的截面边长为300mm的方坯;
67.(2)将得到的方坯放入冷弯成型机进行机械弯曲得到直径≤10m,重量≤32t,宽度≤600mm,厚度≤425mm的冷弯焊接风电法兰毛坯半成品,弯曲后尺寸为:外径φ5200mm,内径φ4400mm,高度250mm;
68.(3)将得到的冷弯焊接风电法兰毛坯去掉料头和料尾并留出v字型坡口,角度≤45
°
;
69.(4)利用与冷弯焊接风电法兰同种材质的焊丝进行金属芯线填充埋弧焊,直至焊接位置与冷弯焊接风电法兰本体材质同质均匀化,得到直径≤10m,重量≤32t,宽度≤600mm,厚度≤262mm的风电法兰毛坯;弯曲后尺寸为:外径φ5200mm,内径φ4400mm,高度250mm;
70.(5)将得到的冷弯焊接风电法兰毛坯于890℃下正火保温384min,速度为1min/mm,然后610℃下回火800min,速度为1.2min/mm;
71.(6)对热处理后的冷弯焊接风电法兰毛坯进行粗加工,使得粗加工后的表面粗糙度为ra10.3;
72.(7)对粗加工后的冷弯焊接风电法兰进行超声波检测;
73.(8)对进行超声波检测及磁粉检测后的冷弯焊接风电法兰进行取样检测;
74.检测包括分解试样、拉伸试验、低温冲击试验及化学成分检测;标准符合gb/t1591或en 10025中的规定;
75.(9)对取样检测后的冷弯焊接风电法兰进行精加工,使得精加工后的表面粗糙度为ra4.5;
76.(10)对精加工后的冷弯焊接风电法兰进行磁粉检测;
77.(11)对磁粉检测后的冷弯焊接风电法兰进行钻孔。
78.实施例4
79.(1)利用轧钢机将直径φ400mm的圆钢轧制成冷弯焊接风电法兰所需的截面边长为300mm方坯;
80.(2)将得到的方坯放入冷弯成型机进行机械弯曲得到直径≤10m,重量≤32t,宽度≤600mm,厚度≤425mm的冷弯焊接风电法兰毛坯半成品;弯曲后尺寸为:外径φ6300mm,内径φ5700mm,高度250mm;
81.(3)将得到的冷弯焊接风电法兰毛坯去掉料头和料尾并留出v字型坡口,角度≤45
°
;
82.(4)利用与冷弯焊接风电法兰同种材质的焊丝进行金属芯线填充埋弧焊,直至焊接位置与冷弯焊接风电法兰本体材质同质均匀化,得到直径≤10m,重量≤32t,宽度≤600mm,厚度≤262mm的风电法兰毛坯;弯曲后尺寸为:外径φ6300mm,内径φ5700mm,高度250mm;
83.(5)将得到的冷弯焊接风电法兰毛坯于920℃下正火保温420min,速度为0.91min/mm;然后600℃下回火保温时间500min,速度为1.92min/mm;
84.(6)对热处理后的冷弯焊接风电法兰毛坯进行粗加工,使得粗加工后的表面粗糙度为ra11.6;
85.(7)对粗加工后的冷弯焊接风电法兰进行超声波检测;
86.(8)对进行超声波检测及磁粉检测后的冷弯焊接风电法兰进行取样检测;
87.检测包括分解试样、拉伸试验、低温冲击试验及化学成分检测;标准符合gb/t1591或en 10025中的规定;
88.(9)对取样检测后的冷弯焊接风电法兰进行精加工,使得精加工后的表面粗糙度为ra5.6;
89.(10)对精加工后的冷弯焊接风电法兰进行磁粉检测;
90.(11)对磁粉检测后的冷弯焊接风电法兰进行钻孔。
91.对比例1
92.与实施例1最大的不同是,用传统模铸锭代替冷弯焊接。
93.对比例2
94.与实施例1最大的不同是,采用直径为φ1000mm连铸圆钢作为制造基元。
95.对比例3
96.与实施例1最大的不同是,采用直径为φ800mm连铸圆钢作为制造基元。
97.对比例4
98.与实施例1最大的不同是,正火保温时间500min;回火保温时间460min。
99.对比例5
100.与实施例1最大的不同是,正火保温时间500min;回火保温时间500min。
101.将对比例与实施例中的冷弯焊接风电法兰进行如下指标测定,具体数据如下表:
[0102][0103]
注:
[0104]
1.成形制造指热处理前的工序。
[0105]
2.余量指到最终成品尺寸的需进行机加工的切除金属量。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1