包覆切削工具的制作方法
1.本发明涉及一种包覆切削工具。
背景技术:
2.以往,在钢等的切削加工中,广泛使用包含超硬合金或立方晶氮化硼(cbn)烧结体的切削工具。其中,在超硬合金基材表面包括一层或两层以上tin层、tialn层等硬质包覆膜的表面包覆切削工具由于通用性较高,所以被用于各种加工中。
3.例如,在专利文献1中提出了一种由wc超硬合金、ticn基金属陶瓷、立方晶型氮化硼烧结体的任一种构成的工具基体的表面蒸镀形成有硬质包覆层的表面包覆切削工具,其特征在于,(a)所述硬质包覆层由在工具基体表面形成的第一层和在第一层之上形成的第二层构成,第一层是满足组成式:(ti
1-a
ala)n(其中a以原子比为0.3≤a≤0.7)的、具有0.5~3.0μm的平均层厚度的ti和al氮化物层,第二层是满足组成式:(ti
1-b
alb)(n
1-ccc
)(其中,b、c分别以原子比为0.3≤b≤0.7、0.01≤c≤0.4)的、具有0.5~2.0μm的平均层厚的ti和al的碳氮化物层,(b)第一层和第二层的晶粒由在第一层和第二层的界面长度比例为70%以上的界面区域连续的晶体生长组织构成,并且,连续的晶体生长组织显示相同的结晶方位,(c)第二层的晶粒的与工具基体表面平行的平均宽度为0.05~1.0μm,垂直于工具基体表面的平均高度为0.05~1.5μm,并且平均高宽比(高度/宽度)为1~10。
4.现有技术文献
5.专利文献
6.专利文献1:日本专利公开2015-160259号公报
7.技术课题
8.近年来,不锈钢等难切削材料的车削加工有高速化及高进给化的倾向,在切削条件比以往更严苛的倾向下,要求进一步提高耐磨损性及耐缺损性,以延长工具寿命。在上述专利文献1的表面包覆切削工具中,通过增加包覆层的ti含量,结晶的粒径变大,能够改善耐磨损性,但由于耐缺损性降低,因此难以延长工具寿命。
9.本发明是鉴于上述情况而完成的,其目的在于提供一种包覆切削工具,其耐磨损性及耐缺损性提高,且工具寿命长。
技术实现要素:
10.本发明人对包覆切削工具的工具寿命的延长进行了反复研究,发现若使包覆切削工具为特定构成,则能够使其耐磨损性及耐缺损性提高,其结果是能够延长包覆切削工具的工具寿命,从而完成本发明。
11.即,本发明的主旨如下所述。
12.[1]一种包覆切削工具,包括基材、以及形成于所述基材表面的包覆层,
[0013]
所述包覆层具有将第一层与第二层分别交替地层叠两层以上而成的交替层叠结构,
[0038]
第二层
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ2[0039]
第一层
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ3[0040]
下部层
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ4[0041]
上部层
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ5[0042]
交替层叠结构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ6[0043]
包覆层
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ7[0044]
包覆切削工具
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ8[0045]
用于测定平均粒径的晶粒中的一个晶粒
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10
[0046]
用于测定平均粒径的直线的一部分
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20
[0047]
晶粒10中从直线20朝向表面侧垂直方向的最大距离
ꢀꢀꢀꢀꢀꢀ
30
[0048]
晶粒10中从直线20朝向基材侧垂直方向的最大距离
ꢀꢀꢀꢀꢀꢀ
40
[0049]
长轴长度
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50
[0050]
基材
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60
具体实施方式
[0051]
以下,对本发明的具体实施方式(以下简称为“本实施方式”)详细地进行说明,但本发明并不限于下述本实施方式。本发明在不脱离其主旨的范围内可进行各种变形。另外,在附图中,对于相同要素标注相同符号,并省略反复说明。并且,若无特别说明,上下左右等位置关系是基于附图所示的位置关系。此外,附图的尺寸比例并不限于图示的比例。
[0052]
本实施方式的包覆切削工具包括基材、以及形成于基材表面的包覆层,
[0053]
包覆层具有将第一层与第二层分别交替地层叠两层以上而成的交替层叠结构,
[0054]
第一层是由下式(1)所表示的组成构成的化合物层,
[0055]
ti(can
1-a
)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(1)
[0056]
[式中,a表示c元素相对于c元素与n元素的合计的原子比,满足0.1≤a≤0.4]
[0057]
第二层是由下式(2)所表示的组成构成的化合物层,
[0058]
(ti
x
al
1-x
)(cyn
1-y
)
ꢀꢀꢀꢀꢀ
(2)
[0059]
[式中,x表示ti元素相对于ti元素与al元素的合计的原子比,满足0.4≤x≤0.8,y表示c元素相对于c元素与n元素的合计的原子比,满足0.1≤y≤0.4]
[0060]
交替层叠结构中的第一层及第二层各自的每一层的平均厚度为3nm以上300nm以下,
[0061]
交替层叠结构的平均厚度为1.0μm以上8.0μm以下。
[0062]
这种包覆切削工具的耐磨损性及耐缺损性提高、工具寿命长的具体原因虽不明确,本发明人认为其原因如下,不过原因并不限于此。也就是说,在形成包覆层的第一层中,ti(can
1-a
)中的a若为0.1以上,则第一层的硬度提高,由此包覆切削工具的耐磨损性提高。另一方面,在形成包覆层的第一层中,ti(can
1-a
)中的a若为0.4以下,则通过抑制第一层中的组织的微细化,包覆切削工具的耐磨损性提高,另外,包覆切削工具的耐缺损性也良好。另外,在形成包覆层的第二层中,(ti
x
al
1-x
)(cyn
1-y
)中的x若为0.4以上,则作为含有ti的效果,包覆切削工具的耐磨损性提高,进而通过抑制第二层中的粒子的过度微粒化,组织成为柱状,包覆切削工具的耐磨损性提高。另一方面,在形成包覆层的第二层中,(ti
x
al
1-x
)
(cyn
1-y
)中的x若为0.8以下,则通过抑制第二层中的粒子粗大化,能够抑制由粒子脱落引起的包覆切削工具的缺损。另外,在形成包覆层的第二层中,(ti
x
al
1-x
)(cyn
1-y
)中的y若为0.1以上,则第二层的硬度提高,由此包覆切削工具的耐磨损性提高。另一方面,在形成包覆层的第二层中,(ti
x
al
1-x
)(cyn
1-y
)中的y若为0.4以下,则通过抑制第二层中的组织的微细化,包覆切削工具的耐磨损性提高,另外,包覆切削工具的耐缺损性也提高。另外,本实施方式的包覆切削工具在包覆层中具有将第一层与第二层分别交替地层叠两层以上而成的交替层叠结构,则与由单层形成相比,在所需的各层组成下的连续晶粒的生长变得容易。另外,本实施方式的包覆切削工具,在包覆层中,第一层的组成为ti(can
1-a
),第二层的组成为(ti
x
al
1-x
)(cyn
1-y
),由此,由于交替层叠结构整体含有碳(c),因此包覆层整体的硬度提高,包覆切削工具的耐磨损性提高。进而,本实施方式的包覆切削工具在包覆层中具有将第一层与第二层分别交替地层叠两层以上而成的交替层叠结构,由此抑制各层中的粒子粗大化,从而提高包覆切削工具的耐缺损性。另外,通过交替层叠结构中的第一层和第二层各自的每一层的平均厚度为3nm以上,通过层叠化,包覆层的韧性提高,包覆切削工具的耐磨损性及耐缺损性提高。另一方面,通过交替层叠结构中的第一层和第二层各自的每一层的平均厚度为300nm以下,能够抑制第二层中的结晶核的产生,晶粒生长良好,粒子的微粒化得到抑制,另外,能够抑制第一层中特定晶粒的粗大生长,能够抑制以粒子的脱落为起点的缺损。另外,交替层叠结构的平均厚度若为1.0μm以上,则各层的粒子适度地粗粒化,由此包覆切削工具的耐磨损性提高,而且包覆切削工具的耐缺损性也良好。另一方面,交替层叠结构的平均厚度若为8.0μm以下,则主要由于包覆层的剥离得到抑制而使包覆切削工具的耐缺损性提高,另外,包覆切削工具的耐磨损性也变得良好。这些效果相辅相成,使得本实施方式的包覆切削工具的耐磨损性及耐缺损性提高,工具寿命长。
[0063]
本实施方式的包覆切削工具包括基材、以及形成于该基材表面的包覆层。本实施方式中所使用的基材只要可以用作包覆切削工具的基材即可,并无特别限定。作为基材的例子,可列举超硬合金、金属陶瓷、陶瓷、立方晶氮化硼烧结体、金刚石烧结体及高速钢。其中,若基材为选自超硬合金、金属陶瓷、陶瓷及立方晶氮化硼烧结体中的一种以上,则包覆切削工具的耐缺损性更加优异,因此更加优选。
[0064]
在本实施方式的包覆切削工具中,包覆层整体的平均厚度优选为1.0μm以上10.0μm以下。在本实施方式的包覆切削工具中,包覆层整体的平均厚度若为1.0μm以上,则存在耐磨损性提高的倾向,另外,包覆切削工具的耐缺损性也有变得良好的倾向。另外,在本实施方式的包覆切削工具中,若包覆层整体的平均厚度为10.0μm以下,则有主要由于包覆层的剥离得到抑制而使耐缺损性提高的倾向。从同样的观点出发,包覆层整体的平均厚度优选为1.2μm以上9.0μm以下,进一步优选为1.4μm以上8.0μm以下。
[0065]
[第一层]
[0066]
在本实施方式的包覆切削工具中,第一层是由下式(1)所表示的组成构成的化合物层。
[0067]
ti(can
1-a
)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(1)
[0068]
[式中,a表示c元素相对于c元素与n元素的合计的原子比,满足0.1≤a≤0.4。]
[0069]
在形成包覆层的第一层中,ti(can
1-a
)中的a若为0.1以上,则第一层的硬度提高,由此包覆切削工具的耐磨损性提高。另一方面,在形成包覆层的第一层中,ti(can
1-a
)中的a
若为0.4以下,则通过抑制第一层中的组织的微细化,包覆切削工具的耐磨损性提高,另外,包覆切削工具的耐缺损性也良好。从同样的观点来看,ti(can
1-a
)中的a优选为0.2以上0.4以下。
[0070]
另外,在本实施方式中,将各化合物层的组成例如记为ti(c
0.20n0.80
)时,意味着c元素相对于c元素与n元素的合计的原子比为0.20,n元素相对于c元素与n元素的合计的原子比为0.80。即,意味着c元素相对于c元素与n元素的合计的量为20原子%,n元素相对于c元素与n元素的合计的量为80原子%。
[0071]
[第二层]
[0072]
在本实施方式的包覆切削工具中,第二层是由下式(2)所表示的组成构成的化合物层。
[0073]
(ti
x
al
1-x
)(cyn
1-y
)
ꢀꢀꢀꢀꢀꢀ
(2)
[0074]
[式中,x表示ti元素相对于ti元素与al元素的合计的原子比,满足0.4≤x≤0.8,y表示c元素相对于c元素与n元素的合计的原子比,满足0.1≤y≤0.4。]
[0075]
在形成包覆层的第二层中,(ti
x
al
1-x
)(cyn
1-y
)中的x若为0.4以上,则作为含有ti的效果,包覆切削工具的耐磨损性提高,进而通过抑制第二层中的粒子的过度微粒化,从而组织变成柱状,包覆切削工具的耐磨损性提高。另一方面,在形成包覆层的第二层中,(ti
x
al
1-x
)(cyn
1-y
)中的x若为0.8以下,则通过抑制第二层中的粒子粗大化,能够抑制由粒子脱落引起的包覆切削工具的缺损。从同样的观点来看,(ti
x
al
1-x
)(cyn
1-y
)中的x优选为0.5以上0.8以下,更优选为0.5以上0.7以下。另外,在形成包覆层的第二层中,(ti
x
al
1-x
)(cyn
1-y
)中的y若为0.1以上,则第二层的硬度提高,由此包覆切削工具的耐磨损性提高。另一方面,在形成包覆层的第二层中,(ti
x
al
1-x
)(cyn
1-y
)中的y若为0.4以下,则通过抑制第二层中的组织的微细化,包覆切削工具的耐磨损性提高,另外,包覆切削工具的耐缺损性也提高。从同样的观点来看,(ti
x
al
1-x
)(cyn
1-y
)中的y优选为0.2以上0.4以下。
[0076]
另外,在本实施方式的包覆切削工具中,优选在未形成下述下部层的情况下,先在基材表面形成第二层。在本实施方式的包覆切削工具中,若先在基材表面形成第二层,则有基材与包覆层的密接性提高的倾向。
[0077]
另外,ti元素相对于包覆层中的金属元素整体的原子比的合计的原子比为0.7以上0.9以下。ti元素相对于包覆层中的金属元素整体的原子比的合计的原子比若为0.7以上,则包覆层中的ti元素的比率变高,因此粒子的粒径变大,存在包覆切削工具的耐磨损性提高的倾向。另一方面,ti元素相对于包覆层中的金属元素整体的原子比的合计的原子比若为0.9以下,则通过抑制粒子粗大化,存在提高包覆切削工具的耐缺损性的倾向。从同样的观点出发,ti元素相对于包覆层中的金属元素整体的原子比的合计的原子比优选为0.7以上0.8以下。
[0078]
[交替层叠结构]
[0079]
本实施方式的包覆切削工具在包覆层中具有将第一层与第二层分别交替地层叠两层以上而成的交替层叠结构。本实施方式的包覆切削工具在包覆层中具有将第一层与第二层分别交替地层叠两层以上而成的交替层叠结构,则与由单层形成相比,在所需的各层组成下的连续晶粒的生长变得容易。另外,本实施方式的包覆切削工具,在包覆层中,第一层的组成为ti(can
1-a
),第二层的组成为(ti
x
al
1-x
)(cyn
1-y
),由此,由于交替层叠结构整体含
有碳(c),因此包覆层整体的硬度提高,包覆切削工具的耐磨损性提高。进而,本实施方式的包覆切削工具在包覆层中具有将第一层与第二层分别交替地层叠两层以上而成的交替层叠结构,由此抑制各层中的粒子粗大化,从而提高包覆切削工具的耐缺损性。
[0080]
另外,在本实施方式的包覆切削工具中,第一层和第二层各自的每一层的平均厚度为3nm以上300nm以下。通过交替层叠结构中的第一层和第二层各自的每一层的平均厚度为3nm以上,通过层叠化,包覆层的韧性提高,包覆切削工具的耐磨损性及耐缺损性提高。另一方面,通过交替层叠结构中的第一层和第二层各自的每一层的平均厚度为300nm以下,能够抑制第二层中的结晶核的产生,晶粒生长良好,能够抑制粒子的微粒化,另外,能够抑制第一层中特定晶粒的粗大生长,能够抑制以粒子的脱落为起点的缺损。从同样的观点出发,第一层和第二层各自的每一层的平均厚度优选为5nm以上250nm以下,更优选为10nm以上250nm以下。
[0081]
另外,第一层和第二层的每一层的平均厚度可以相同,也可以不同。
[0082]
另外,在本实施方式的包覆切削工具中,交替层叠结构的平均厚度为1.0μm以上8.0μm以下。交替层叠结构的平均厚度为1.0μm以上,则通过各层的粒子粗粒化,使得包覆切削工具的耐磨损性提高,而且包覆切削工具的耐缺损性也良好。另一方面,交替层叠结构的平均厚度若为8.0μm以下,则主要是由于包覆层的剥离得以抑制而使包覆切削工具的耐缺损性提高,另外,包覆切削工具的耐磨损性也变得良好。从同样的观点出发,交替层叠结构的平均厚度优选为1.2μm以上6.0μm以下,更优选为1.4μm以上4.2μm以下。
[0083]
另外,本实施方式的包覆切削工具中,优选交替层叠结构中的晶粒的平均粒径为0.1μm以上1.0μm以下。交替层叠结构中的晶粒的平均粒径为0.1μm以上时,由于粒子粗粒化,存在包覆切削工具的耐磨损性提高的倾向。另一方面,交替层叠结构中的晶粒的平均粒径为1.0μm以下时,能够抑制由粒子脱落引起的缺损。从同样的观点出发,交替层叠结构中的晶粒的平均粒径优选为0.1μm以上0.9μm以下,更优选为0.2μm以上0.8μm以下。
[0084]
此外,在本实施方式中,交替层叠结构中的晶粒的平均粒径是在试样的照片中在与基材的表面平行的方向上画线,将该线的长度除以存在于该线上的晶粒的数量而得到的值。具体来说,交替层叠结构中的晶粒的平均粒径可以通过后述的实施例中记载的方法来测定。另外,交替层叠结构中的晶粒包括由式(1)所表示的组成构成的化合物的晶粒、由式(2)所表示的组成构成的化合物的晶粒中的任一种,或者,包括由式(1)所表示的组成构成的化合物的晶粒及由式(2)所表示的组成构成的化合物的晶粒这两者。
[0085]
本实施方式的包覆切削工具优选交替层叠结构中的组织形态为柱状晶。如果交替层叠结构中的组织形态为柱状晶,则能够抑制削薄磨损,因此具有包覆切削工具的耐磨损性提高的倾向。
[0086]
另外,在本实施方式中,交替层叠结构中的晶粒的高宽比为1.2以上的情况为柱状晶。对交替层叠结构中的晶粒的高宽比的上限没有特别限定,但若考虑交替层叠的厚度,则例如为4.0以下。
[0087]
另外,在本实施方式中,高宽比可以通过后述的实施例中记载的方法来测定。
[0088]
在本实施方式的包覆切削工具中,交替层叠结构中第一层与第二层的反复次数优选为2次以上400次以下,更优选为5次以上300次以下,进一步优选为7次以上200次以下。
[0089]
另外,在本实施方式中,在第一层与第二层各形成有一层的情况下,“反复次数”为
1次。
[0090]
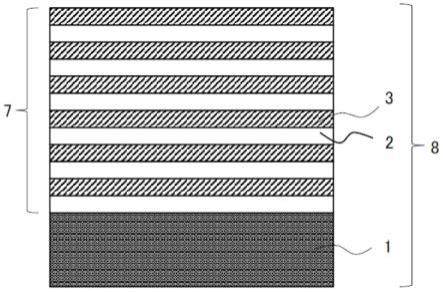
图1是示出本实施方式的包覆切削工具的一个示例的剖视示意图。包覆切削工具8包括基材1、以及形成于该基材1的表面上的包覆层7。包覆层7从基材1侧开始具有下部层4、交替层叠结构6以及上部层5。另外,在交替层叠结构6中,将第二层2和第一层3依次交替反复形成3次。
[0091]
图2是示出本实施方式的包覆切削工具的另一个示例的剖视示意图。包覆切削工具8包括基材1、以及形成于该基材1的表面上的包覆层7。包覆层7具有从基材1侧开始将第二层2与第一层3依次交替反复形成6次而成的交替层叠结构。
[0092]
[上部层]
[0093]
本实施方式中所使用的包覆层也可以在交替层叠结构的与基材相反的一侧的表面具有上部层。上部层优选为由选自ti、zr、hf、v、nb、ta、cr、mo、w、al、si及y中的至少一种元素、以及选自c、n、o及b中的至少一种元素构成的化合物(其中,由式(1)所表示的组成构成的化合物及由式(2)所表示的组成构成的化合物除外)的单层或叠层。若上部层是这种化合物的单层或叠层,则耐磨损性更加优异,因此更加优选。另外,从与上述同样的观点出发,上部层更优选包含由选自ti、v、nb、ta、cr、mo、w、al、si及y中的至少一种元素、以及选自c、n、o及b中的至少一种元素构成的化合物(其中,由式(1)所表示的组成构成的化合物及由式(2)所表示的组成构成的化合物除外),进一步优选包含由选自ti、nb、ta、cr、w、al、si及y中的至少一种元素和n构成的化合物,特别优选包含由选自ti、cr、al及si中的至少一种元素和n构成的化合物。作为上部层所含的具体化合物,没有特别限定,例如可以举出tialn、alcrn、tisin等。另外,上部层既可为单层,也可为两层以上的多层(叠层)。
[0094]
在本实施方式中所使用的包覆层中,上部层的平均厚度优选为0.2μm以上3.0μm以下。上部层的平均厚度为0.2μm以上时,存在包覆切削工具的耐磨损性提高的倾向。另一方面,若上部层的平均厚度为3.0μm以下,则有主要由于包覆层的剥离得到抑制而使包覆切削工具的耐缺损性提高的倾向。从同样的观点出发,上部层的平均厚度更优选为0.3μm以上2.0μm以下,进一步优选为0.5μm以上1.5μm以下。
[0095]
[下部层]
[0096]
本实施方式中所使用的包覆层优选在基材和第一层与第二层的层叠结构之间具有下部层。由此,有基材与包覆层的密接性进一步提高的倾向。其中,从与上述同样的观点出发,下部层优选包含由选自ti、zr、hf、v、nb、ta、cr、mo、w、al、si及y中的至少一种元素、以及选自c、n、o及b中的至少一种元素构成的化合物(其中,由式(1)所表示的组成构成的化合物及由式(2)所表示的组成构成的化合物除外),更优选包含由选自ti、v、nb、ta、cr、mo、w、al、si及y中的至少一种元素、以及选自c、n、o及b中的至少一种元素构成的化合物(其中,由式(1)所表示的组成构成的化合物及由式(2)所表示的组成构成的化合物除外),进一步优选包含由选自ti、ta、cr、w、al、si及y中的至少一种元素和n构成的化合物,特别优选包含由选自ti、al及si中的至少一种元素和n构成的化合物。作为下部层所含的具体化合物,没有特别限定,例如可以举出tin、tialn、tialsin。另外,下部层既可为单层,也可为两层以上的多层。
[0097]
在本实施方式中所使用的包覆层中,下部层的平均厚度优选为0.2μm以上3.0μm以下。若下部层的平均厚度为0.2μm以上,则存在包覆切削工具的耐磨损性提高的倾向。另一
方面,若下部层的平均厚度为3.0μm以下,则有主要由于包覆层的剥离得到抑制而使耐缺损性提高的倾向。从同样的观点出发,下部层的平均厚度更优选为0.3μm以上1.0μm以下,进一步优选为0.3μm以上0.5μm以下。
[0098]
[包覆层的制造方法]
[0099]
本实施方式的包覆切削工具中的包覆层的制造方法并无特别限定,例如可列举离子镀法、电弧离子镀法、溅射法及离子混合法等物理蒸镀法。若使用物理蒸镀法形成包覆层,则能够形成锐边,因此较为优选。其中,电弧离子镀法使包覆层与基材的密接性更加优异,因此更优选。
[0100]
[包覆切削工具的制造方法]
[0101]
下面,使用具体例对本实施方式的包覆切削工具的制造方法进行说明。此外,本实施方式的包覆切削工具的制造方法只要能够实现该包覆切削工具的构成即可,并无特别限制。
[0102]
首先,将加工成工具形状的基材收容于物理蒸镀装置的反应容器内,将金属蒸发源设置在反应容器内。之后,对反应容器内抽真空,直到成为其压力为1.0
×
10-2
pa以下的真空,利用反应容器内的加热器将基材加热至其温度达到200℃~700℃。加热后,将ar气体导入至反应容器内,使反应容器内的压力为0.5pa~5.0pa。在压力为0.5pa~5.0pa的ar气体氛围下,对基材施加-500v~-350v的偏置电压,使40a~50a的电流通过反应容器内的钨丝,对基材表面实施利用ar气体的离子轰击处理。在对基材表面实施离子轰击处理后,对反应容器内抽真空,直到成为压力为1.0
×
10-2
pa以下的真空。
[0103]
当形成本实施方式中所使用的下部层时,将基材加热至其温度达到400℃~700℃。加热后,将气体导入至反应容器内,使反应容器内的压力为0.5pa~5.0pa。作为气体,例如,在下部层包含由选自ti、zr、hf、v、nb、ta、cr、mo、w、al、si及y中的至少一种元素、以及n构成的化合物的情况下,可列举n2气体,在下部层包含由选自ti、zr、hf、v、nb、ta、cr、mo、w、al、si及y中的至少一种元素、以及n和c构成的化合物的情况下,可列举n2气体与c2h2气体的混合气体。混合气体的体积比率并无特别限定,例如可为n2气体:c2h2气体=95:5~85:15。接着,对基材施加-80v~-40v的偏置电压,通过电弧电流为100a~200a的电弧放电使与各层的金属成分相应的金属蒸发源蒸发而形成下部层即可。
[0104]
当形成本实施方式中所使用的第一层时,控制基材使其温度成为300℃~800℃,将c2h2和n2气体的混合气体导入至反应容器内,使反应容器内的压力为1.0pa~10.0pa。混合气体的体积比率并无特别限定,例如可为c2h2气体:n2气体=3:97~25:75。之后,对基材施加-200v~-40v的偏置电压,通过80a~200a的电弧放电使ti蒸发源蒸发而形成第一层即可。
[0105]
当形成本实施方式中所使用的第二层时,控制基材使其温度达到300℃~800℃。此外,若使该基材的温度与形成第一层时的基材的温度相同,则能够连续地形成第一层与第二层,因此较为优选。控制温度后,将c2h2气体和n2气体的混合气体导入反应容器内,使反应容器内的压力为1.0pa~10.0pa。混合气体的体积比率并无特别限定,例如可为c2h2气体:n2气体=3:97~25:75。接着,对基材施加-200v~-40v的偏置电压,通过电弧电流为80a~200a的电弧放电使与第二层的金属成分相应的金属蒸发源蒸发而形成第二层即可。
[0106]
为了形成将第一层与第二层分别交替地层叠两层以上而成的交替层叠结构,通过
在上述条件下,利用电弧放电使ti蒸发源及金属蒸发源交替地蒸发,来交替地形成各层即可。通过分别调整ti蒸发源和金属蒸发源的电弧放电时间,能够控制构成交替层叠结构的各层的厚度。
[0107]
在形成第一层时,若增大c2h2气体的比例,则在式(1)所示的组成中,n元素的比例变小,能够增大c元素的比例(a)。另外,在形成第二层时,若增大c2h2气体的比例,则在式(2)所示的组成中,n元素的比例变小,能够增大c元素的比例(y)。
[0108]
为了使本实施方式中使用的交替层叠结构中的晶粒的平均粒径为规定的值,在形成上述交替层叠结构的过程中,可以调整交替层叠结构中的各层的厚度、交替层叠结构中的ti元素的比率、第一层和/或第二层中的c元素的比率、第二层的厚度、负偏置电压。更具体而言,若减小交替层叠结构中的各层的厚度,则交替层叠结构中的晶粒的平均粒径有变小的倾向。另外,如果减小交替层叠结构中的ti元素的比率,则交替层叠结构中的晶粒的平均粒径有变小的倾向。另外,如果增大第一层和/或第二层中的c元素的比率,则交替层叠结构中的晶粒的平均粒径有变小的倾向。另外,如果增大第二层的厚度,则交替层叠结构中的晶粒的平均粒径有变小的倾向。另外,如果提高负偏置电压(远离零的一侧),则存在交替层叠结构中的晶粒的平均粒径变小的倾向。
[0109]
为了使ti元素相对于本实施方式中使用的包覆层中的金属元素整体的原子比的合计的原子比为规定的值,在形成上述交替层叠结构的过程中,调整交替层叠结构中的各层的厚度、第二层中的ti元素的比率即可。更具体地说,如果增大交替层叠结构中的第一层的厚度(提高第一层所占的比例),则ti元素相对于包覆层中的金属元素整体的原子比的合计的原子比有变大的倾向。另外,若增大第二层中的ti元素的比率,则ti元素相对于包覆层中的金属元素整体的原子比的合计的原子比有变大的倾向。
[0110]
为了使本实施方式中使用的交替层叠结构中的组织形态为柱状晶,即,使交替层叠结构中的晶粒的高宽比为1.2以上,在形成上述交替层叠结构的过程中,可以调整交替层叠结构中的晶粒的平均粒径、交替层叠结构中的平均厚度。更具体而言,若减小交替层叠结构中的晶粒的平均粒径,则存在交替层叠结构中的晶粒的高宽比变大的倾向。另外,如果增大交替层叠结构中的平均厚度,则存在交替层叠结构中的晶粒的高宽比变大的倾向。
[0111]
当形成本实施方式中所使用的上部层时,在与上述下部层相同的制造条件下形成即可。即,首先,将基材加热至其温度达到400℃~700℃。加热后,将气体导入至反应容器内,使反应容器内的压力为0.5pa~5.0pa。作为气体,例如,在上部层包含选自ti、zr、hf、v、nb、ta、cr、mo、w、al、si及y中的至少一种元素、以及n构成化合物的情况下,可列举n2气体,在上部层包含选自ti、zr、hf、v、nb、ta、cr、mo、w、al、si及y中的至少一种元素、以及n和c构成的化合物的情况下,可列举n2气体与c2h2气体的混合气体。混合气体的体积比率并无特别限定,例如可为n2气体:c2h2气体=95:5~85:15。接着,对基材施加-80v~-40v的偏置电压,通过电弧电流为100a~200a的电弧放电使与各层的金属成分相应的金属蒸发源蒸发而形成上部层即可。
[0112]
本实施方式的包覆切削工具中的构成包覆层的各层的厚度可以根据包覆切削工具的截面组织,使用光学显微镜、扫描型电子显微镜(sem)、透射型电子显微镜(tem)等进行测定。此外,本实施方式的包覆切削工具中的各层的平均厚度可以根据从与金属蒸发源相对的面的刀头棱线部向该面的中心部移动50μm的位置附近的三处以上的截面,对各层的厚
度进行测定,并计算其平均值(算数平均值)而求得。
[0113]
另外,构成本实施方式的包覆切削工具中的包覆层的各层的组成可以根据本实施方式的包覆切削工具的截面组织,使用能量色散型x射线分析装置(eds)或波长色散型x射线分析装置(wds)等进行测定。
[0114]
可以理解,本实施方式的包覆切削工具至少由于耐磨损性及耐缺损性优异,与以往相比,能够起到延长工具寿命的效果(其中,能够延长工具寿命的原因并不限定于所述内容)。作为本实施方式的包覆切削工具的种类,具体来说,可列举铣削加工用或车削加工用的刀头更换型切削刀片、钻具及立铣刀等。
[0115]
【实施例】
[0116]
下面,通过实施例对本发明更详细地进行说明,但本发明不限于这些实施例。
[0117]
(实施例1)
[0118]
作为基材,准备cnmg120408-tsf(株式会社tungaloy制造)的刀片(具有54.0%ti(c,n)-22.5%wc-6.8%nbc-1.0%mo2c-0.7%zrc-7.5%co-7.5%ni(以上为质量%)组成的超硬合金)。在电弧离子镀装置的反应容器内配置ti蒸发源及金属蒸发源,以成为表1所示的各层的组成。将准备好的基材固定于反应容器内的旋转工作台的固定配件上。
[0119]
之后,对反应容器内抽真空,直到成为压力为5.0
×
10-3
pa以下的真空。抽真空后,通过反应容器内的加热器,将基材加热至其温度达到450℃。加热后,将ar气体导入至反应容器内,使其压力成为2.7pa。
[0120]
在压力为2.7pa的ar气体氛围下,对基材施加-400v的偏置电压,使40a的电流流过反应容器内的钨丝,对基材表面实施30分钟利用ar气体的离子轰击处理。离子轰击处理结束后,对反应容器内抽真空,直到成为压力为5.0
×
10-3
pa以下的真空。
[0121]
对于发明品1~21,抽真空后,控制基材使其温度成为表2所示的温度(成膜开始时的温度),将c2h2气体和n2气体的混合气体以表2所示的体积比率混合,导入反应容器内,将反应容器内调整为表2所示的压力。之后,对基材施加表2所示的偏置电压,以表1所示的最下层最先在基材的表面形成的顺序交替地通过表2所示的电弧电流的电弧放电使成为表1所示组成的第一层的ti蒸发源和表1所示组成的第二层的金属蒸发源蒸发,交替地形成第一层和第二层,形成交替层叠结构。此时,进行控制以成为表2所示的反应容器内的压力。另外,控制调整各自的电弧放电时间进使得第一层的厚度和第二层的厚度、以及交替层叠结构的厚度成为表1所示的厚度。
[0122]
对于比较品1~12,抽真空后,控制基材使其温度达到表2所示的温度(成膜开始时的温度),将反应容器内调整为表2所示的压力,将气体导入至反应容器内。其中,关于比较品1、3~12,c2h2气体和n2气体的混合气体以表2所示的体积比率混合,导入反应容器内,对于比较品2,将n2气体引入反应容器内。之后,对基材施加表2所示的偏置电压,通过表2所示的电弧电流的电弧放电,按照表1所示的最下层最先形成于基材表面的顺序,使表1所示的组成的第一层的ti蒸发源与表1所示的组成的第二层的金属蒸发源交替地蒸发,来交替地形成第一层与第二层,从而形成交替层叠结构。此时,进行控制以成为表2所示的反应容器内的压力。另外,控制调整各自的电弧放电时间,使得第一层的厚度和第二层的厚度、以及交替层叠结构的厚度成为表1所示的厚度。
[0123]
在基材表面将各层及层叠结构形成为表1所示的规定的平均厚度后,断开加热器
的电源,在试料温度达到100℃以下后,从反应容器内取出试料。
[0124]
[表1]
[0125][0126]
[表2]
[0127][0128]
[平均厚度]
[0129]
在从包覆切削工具的与金属蒸发源相对的面的刃尖棱线部向该面的中心部移动50μm的位置附近,对三处截面进行tem观察,对各层的厚度进行测定,并计算其平均值(算数平均值),由此,求出所得的试料的各层的平均厚度。将这些结果一并示于表1。
[0130]
[各层的组成]
[0131]
在从包覆切削工具的与金属蒸发源相对的面的切削刃棱线部向中心部移动50μm的位置附近的截面中,使用与tem配套的eds,对所得的试料的各层的组成进行测定。测定结果如表1所示。此外,表1的各层的金属元素的组成比表示构成各层的金属化合物中各金属元素相对于金属元素整体的原子比。另外,根据各层的组成的测定结果,算出ti元素相对于包覆层中的金属元素整体的原子比的合计的原子比。结果如表3所示。
[0132]
[平均粒径、组织形态和高宽比]
[0133]
对于得到的试样,如下所述,使用市售的透射型显微镜(tem),测定交替层叠结构中的晶粒的平均粒径。首先,使用聚焦离子束(fib)加工机,制作以包覆层的交替层叠结构
中的截面(与观察包覆层的厚度时为相同的方向的截面:与基材表面垂直的方向)为观察面的薄膜试料。对所制作的试料的观察面拍摄扫描透射电子图像(stem图像)的照片。在所拍摄的照片的从基材侧向表面侧交替层叠结构的厚度的80%的位置,在与基材的表面平行的方向上画出直线,测定存在于该线上的晶粒的数量。使用将该直线的长度除以该线上存在的晶粒的数量所得的值作为交替层叠结构中的晶粒的平均粒径。此时,直线的长度为10μm以上。
[0134]
另外,交替层叠结构中的粒子的高宽比如下求出。首先,如图3所示,在平均粒径的测定中使用的晶粒中的一个晶粒10中,将从直线20朝向表面侧的垂直方向的最大距离30和从直线20朝向基材侧的垂直方向的最大距离40的合计作为长轴的长度50。同样求出平均粒径的测定中使用的各晶粒的长轴的长度,将这些长轴的长度的平均值除以平均粒径而得到的值作为交替层叠结构中的粒子的高宽比。
[0135]
另外,根据所拍摄的观察面的照片,确定交替层叠结构中的组织形态。这些测定结果如表3所示。
[0136]
[表3]
[0137][0138]
使用所得的试料进行以下切削试验1和2,并进行评价。
[0139]
[切削试验1(耐磨损性试验)]
[0140]
被切削材料:s45c
[0141]
被切削材料形状:s45c圆棒
[0142]
切削速度:250m/min
[0143]
每刃进给:1.0mm/rev
[0144]
切入深度:0.2mm
[0145]
冷却剂:使用
[0146]
评价项目:将试料的后刀面磨损幅度达到0.2mm时或试样缺损(在试样的切削刃部产生缺口)时作为工具寿命,测定到工具寿命为止的加工时间。到工具寿命为止的加工时间越长,评价为耐磨损性越优异。
[0147]
[切削试验2(耐缺损性试验)]
[0148]
被切削材料:s45c
[0149]
被切削材料形状:在s45c的侧面有一条槽的圆棒
[0150]
切削速度:150m/min
[0151]
每刃进给:1.0mm/rev
[0152]
切入深度:0.1mm
[0153]
冷却剂:使用
[0154]
评价项目:将试样达到缺损时作为工具寿命,测定到工具寿命为止的冲击次数。另外,冲击次数为试样与被切削材料接触的次数,在试样达到缺损的时刻结束试验。到工具寿命为止的冲击次数越多,评价为耐缺损性越优异。
[0155]
对于直到切削试验1(耐磨损性试验)的工具寿命为止的加工时间,将40分钟以上评价为“a”,将30分钟以上且小于40分钟评价为“b”,将不到30分钟评价为“c”。另外,对于直到切削试验2(耐缺损性试验)的工具寿命为止的冲击次数,将3000次以上评价为“a”,将2000次以上且不足3000次评价为“b”,将小于2000次评价为“c”。在该评价中,“a”是最优异的,“b”是次优的,“c”是指最差的,具有越多的a或b意味着切削性能越优异。将所得到的评价结果示于表4。
[0156]
[表4]
[0157][0158]
由表4所示的结果可知,本发明品的切削试验1(耐磨损性试验)和切削试验2(耐缺损性试验)的评价均为“b”以上的评价。另一方面,在比较品的评价中,切削试验1(耐磨损性试验)和切削试验2(耐缺损性试验)的两者或任一者为“c”。因此,可知本发明品的耐磨耗性及耐缺损性与比较品相比,总体上更优异。
[0159]
由以上结果可知,本发明品的耐磨耗性及耐缺损性优异,因此工具寿命长。
[0160]
(实施例2)
[0161]
作为基材,准备cnmg120408-tsf(株式会社tungaloy制造)的刀片(具有54.0%ti(c,n)-22.5%wc-6.8%nbc-1.0%mo2c-0.7%zrc-7.5%co-7.5%ni(以上为质量%)组成的超硬合金)。在电弧离子镀装置的反应容器内配置ti蒸发源及金属蒸发源,以成为表5所
示的各层的组成。将准备好的基材固定于反应容器内的旋转工作台的固定配件上。
[0162]
之后,对反应容器内抽真空,直到成为压力为5.0
×
10-3
pa以下的真空。抽真空后,通过反应容器内的加热器,将基材加热至其温度达到450℃。加热后,将ar气体导入至反应容器内,使其压力成为2.7pa。
[0163]
在压力为2.7pa的ar气体氛围下,对基材施加-400v的偏置电压,使40a的电流流过反应容器内的钨丝,对基材表面实施30分钟利用ar气体的离子轰击处理。离子轰击处理结束后,对反应容器内抽真空,直到成为压力为5.0
×
10-3
pa以下的真空。
[0164]
对于发明品21~25,抽真空后,加热基材使其温度达到表6所示的温度(成膜开始时的温度),将n2气体导入至反应容器内,将反应容器内调整为表6所示的压力。然后,对基材施加表6所示的偏置电压,通过表6所示的电弧电流的电弧放电使表5所示组成的金属蒸发源蒸发,形成下部层。
[0165]
接着,对于发明品21,与发明品1的交替层叠结构的制造条件相同地,对于发明品22,与发明品16的交替层叠结构的制造条件相同地,对于发明品23,与发明品17的交替层叠结构的制造条件相同地,对于发明品24,与发明品18的交替层叠结构的制造条件相同地,对于发明品25,与发明品19的交替层叠结构的制造条件同样地,在下部层的表面交替形成第一层和第二层,形成交替层叠结构。
[0166]
接着,对于发明品21~23,抽真空后,加热基材使其温度成为表7所示的温度(成膜开始时的温度),将n2气体导入反应容器内,将反应容器内调整为表7所示的压力。然后,对基材施加表7所示的偏置电压,通过表7所示的电弧电流的电弧放电使表5所示组成的金属蒸发源蒸发,形成上部层。
[0167]
在基材表面使各层形成表5所示的规定的平均厚度后,断开加热器的电源,在试料温度达到100℃以下后,从反应容器内取出试料。
[0168]
[表5]
[0169][0170]
[表6]
[0171][0172]
[表7]
[0173][0174]
[平均厚度]
[0175]
在从包覆切削工具的与金属蒸发源相对的面的刃尖棱线部向该面的中心部移动50μm的位置附近,对三处截面进行tem观察,对各层的厚度进行测定,并计算其平均值(算数平均值),由此,求出所得的试料的各层的平均厚度。将这些结果一并示于表5。
[0176]
[各层的组成]
[0177]
在从包覆切削工具的与金属蒸发源相对的面的切削刃棱线部向中心部移动50μm的位置附近的截面中,使用与tem配套的eds,对所得的试料的各层的组成进行测定。测定结果如表5所示。此外,表1的各层的金属元素的组成比表示构成各层的金属化合物中各金属元素相对于金属元素整体的原子比。另外,根据各层的组成的测定结果,算出ti元素相对于包覆层中的金属元素整体的原子比的合计的原子比。结果如表8所示。
[0178]
[平均粒径、组织形态和高宽比]
[0179]
对于得到的试样,如下所述,使用市售的透射型显微镜(tem),测定交替层叠结构中的晶粒的平均粒径。首先,使用聚焦离子束(fib)加工机,制作以包覆层的交替层叠结构中的截面(与观察包覆层的厚度时为相同的方向的截面:与基材表面垂直的方向)为观察面的薄膜试料。对所制作的试料的观察面拍摄扫描透射电子图像(stem图像)的照片。在所拍摄的照片的从基材侧向表面侧交替层叠结构的厚度的80%的位置,在与基材的表面平行的方向上画直线,测定存在于该线上的晶粒的数量。使用将该直线的长度除以该线上存在的晶粒的数量所得的值作为交替层叠结构中的晶粒的平均粒径。此时,直线的长度为10μm以上。
[0180]
另外,交替层叠结构中的粒子的高宽比如下求出。首先,如图3所示,在平均粒径的测定中使用的晶粒中的一个晶粒10中,将从直线20朝向表面侧的垂直方向的最大距离30和从直线20朝向基材侧的垂直方向的最大距离40的合计作为长轴的长度50。同样求出平均粒径的测定中使用的各晶粒的长轴的长度,将这些长轴的长度的平均值除以平均粒径而得到的值作为交替层叠结构中的粒子的高宽比。
[0181]
另外,根据所拍摄的观察面的照片,确定交替层叠结构中的组织形态。这些测定结果如表8所示。
[0182]
[表8]
[0183][0184]
使用得到的试样,进行与实施例1相同的切削试验1和2,进行评价。
[0185]
对于直到切削试验1(耐磨损性试验)的工具寿命为止的加工时间,将40分钟以上评价为“a”,将30分钟以上且小于40分钟评价为“b”,将不到30分钟评价为“c”。另外,对于直到切削试验2(耐缺损性试验)的工具寿命为止的冲击次数,将3000次以上评价为“a”,将2000次以上且不足3000次评价为“b”,将小于2000次评价为“c”。在该评价中,“a”是最优异的,“b”是次优的,“c”是指最差的,具有越多的a或b意味着切削性能越优异。将所得到的评价结果示于表9。
[0186]
[表9]
[0187][0188]
由表9所示的结果可知,发明品的切削试验1(耐磨损性试验)和切削试验2(耐缺损性试验)的评价均为“b”以上的评价。因此可知,发明品即使具有上部层和/或下部层,耐磨耗性和耐缺损性也优异,工具寿命较长。
[0189]
【产业上的可利用性】
[0190]
本发明的包覆切削工具由于耐磨损性及耐缺损性优异,因此与以往相比,能够延长工具寿命,在这一点上产业上的可利用性较高。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1