偏心结构的垂直C轴定位精度检测辅助夹具及检测方法与流程
偏心结构的垂直c轴定位精度检测辅助夹具及检测方法
技术领域
1.本发明涉及机床精度检测领域,具体是偏心结构的垂直c轴定位精度检测辅助夹具及检测方法。
背景技术:
2.随着我国航空航天和汽车制造业的迅速发展,更多的零件从简单型面向复杂型面转变,常规的三坐标机床已无法满足加工需求,因此多轴联动数控机床被广泛应用于各种复杂零件的加工中。多轴联动机床应用于复杂零件加工时,如何保证高精度加工要求,必须满足两方面要求:1)为满足复杂零件的加工精度要求,必须确保机床具有足够的初始几何精度。2)为了满足零件加工高精度要求,必须确保机床各轴具有较高的定位精度,但机床定位精度随温度,加工状态,机械磨损等影响较大,必须定期对机床进行误差检测及补偿,以保证机床加工精度维持在较高水平。
3.目前对于直线轴定位精度误差检测均采用激光干涉仪进行检测,摆角轴a轴、b轴检测可采用摆角检查仪检测,转台可以使用回转轴校准仪检测,但对于偏心结构的垂直c轴定位精度检测,由于独特的结构类型,无法使用角摆检查仪进行检查,回转轴校准仪又必须要求仪器与c轴转轴中心同心才能检测,但c轴转轴中心在z向滑枕里面,难以实现回转校准仪的安装,因此,偏心结构的垂直c轴定位精度检测成了目前机床精度检测的重要难题。
技术实现要素:
4.本发明的目的在于针对上述现有技术存在的缺陷,提供一种偏心结构的垂直c轴定位精度检测辅助夹具及检测方法,利用机床rtcp五轴联动功能,实现c轴旋转轴线与主轴轴线同轴,从而将回转轴校准仪与c轴转轴中心快速定位,为偏心结构的垂直c轴定位精度检测奠定基础,具体方案如下:一种偏心结构的垂直c轴定位精度检测辅助夹具,包括液压刀柄和仪器安装座;所述仪器安装座包括连接圆盘和夹持柄,夹持柄与连接圆盘和液压刀柄同轴设置,且夹持柄的一端与连接圆盘的顶部固定连接,夹持柄的另一端插入所述液压刀柄,并通过锁紧螺钉与液压刀柄可拆卸固定连接;所述连接圆盘上设置有若干仪器安装孔。
5.优选的,所述连接圆盘的底部设置有仪器定位凸台,且仪器定位凸台呈与连接圆盘同轴设置的圆环结构。
6.优选的,所述仪器安装孔有四个,且四个仪器安装孔沿所述仪器定位凸台的周向等间距设置。
7.一种偏心结构的垂直c轴定位精度检测方法,包括以下步骤:s1,基于机床rtcp五轴联动功能在机床的数控系统中编辑c轴测试程序;s2,调节机床主轴与c轴在机床rtcp五轴联动功能下的旋转同轴度,使该同轴度在机床结构精度误差范围内;s3,控制机床运行到原点位置,并将前述辅助夹具同轴安装于机床的主轴上;
s4,通过机床的数控系统执行主轴锁紧指令,然后利用安装螺钉配合仪器安装孔,将回转轴校准仪同轴安装于辅助夹具的底部;s5,基于检测现场的空间结构架设激光干涉仪,通过激光干涉仪调整激光光束,使激光满足五格绿色信号;s6,将回转校准仪和激光干涉仪接入同一计算机,并在该计算机中设置测量软件,该测量软件中包含控制回转校准仪运转以及接收记录激光干涉仪测量结果的点位测量程序;s7,运行c轴测试程序并启动测量软件,使c轴与回转校准仪同时运转,其中:c轴运转是在机床rtcp五轴联动功能下,主轴位置保持锁紧不动,c轴每间隔时间t绕主轴轴心旋转角度q;回转校准仪运转是回转校准仪的反射镜在点位测量程序的控制作用下,每间隔时间t绕主轴轴心旋转角度q;q=-q,t=t;其中,
“‑”
表示方向;s8,在点位测量程序的控制作用下,利用激光干涉仪在回转校准仪反射镜的每个间隔时间t内,检测反射镜实际位置与理论位置的误差,并将测量结果上传至测量软件进行记录保存。
8.优选的,所述步骤s2中,调节机床主轴与c轴在机床rtcp五轴联动功能下的旋转同轴度包括以下步骤:s21,在主轴的内锥中安装机床检验棒,并在机床检验棒的一侧架设百分表;s22,找到的机床检验棒最高点,并根据需求设置百分表的预压量;s23,运行c轴测试程序,使主轴位置不变,c轴在机床rtcp五轴联动功能下绕主轴轴心旋转;s24,在c轴旋转0
°
~360
°
的过程中,观察百分表上的读数变化,并记录下最大读数smax和最小读数smin;s25,计算主轴与c轴在机床rtcp五轴联动功能下的旋转同轴度δs,其计算公式为δs=smax-smin;s26,判断δs是否小于等于0.02mm;若是,则拆卸机床检验棒,进入步骤s2;若不是,则调节机床机械结构和/或机床数控系统的相关参数,然后回到步骤s23。
9.优选的,所述步骤s22中,百分表的预压量为0.2mm。
10.优选的,所述步骤s4中的回转轴校准仪安装过程中,在利用安装螺钉对回转轴校准仪进行固定之前,利用辅助夹具底部的仪器定位凸台回转轴校准仪固定环相配合,对回转轴校准仪进行定位,以确保回转轴校准仪与辅助夹具同轴。
11.优选的,所述步骤s7中,角度q的取值为1
°
~10
°
。
12.优选的,所述步骤s7中,时间t的取值为4s ~5s。
13.本发明的有益效果:1)本技术方案提出了一种辅助夹具,基于液压刀柄实现轻松安装,并能确保自身轴心与主轴轴心重合,通过该辅助夹具将回转轴校准仪安装于主轴上,可实现回转轴校准仪轴线与主轴轴线快速重合定位,为偏心结构的垂直c轴定位精度检测奠定了可靠的基础,具有重要的应用前景;另外辅助夹具的液压刀柄与仪器安装座通过锁紧螺钉可拆卸固定连接,在确保连接稳定性的同时,支持可拆卸,便于根据需要更换不同液压刀柄,以适应不同主轴的刀柄夹持需求,提高了辅助夹具的适用性。
14.2)本技术方案的辅助夹具上设置了仪器定位凸台,可实现回转轴校准仪安装时的快速定位,并确保回转轴校准仪与辅助夹具同轴;另外,设置四个仪器安装孔,确保了回转轴校准仪安装的稳定性。
15.3)本技术方案利用专门的辅助夹具将回转轴校准仪安装于主轴上,在此前提下,基于机床rtcp五轴联动功能,使回转轴校准仪的轴心与c轴的旋转轴心重合,可保证测量过程中不断光,配合激光干涉仪使用,实现偏心结构的垂直c轴任意角度定位精度的快速检测,避免了拆装防护的麻烦,大大缩短了c轴定位精度检测时间和成本。
16.4)本技术方案可针对主轴与c轴不同心的偏心结构特点,基于机床的rtcp五轴联动功能,调整主轴轴线与c轴旋转中心线重合,并利用检验棒配合百分表检测主轴轴线与c轴旋转中心线的同轴度δs,并根据测量结果对机床进行相关调整,确保在c轴360
°
旋转的范围内,δs≤0.02mm ,为了保证偏心结构的垂直c轴定位精度的准确性。
附图说明
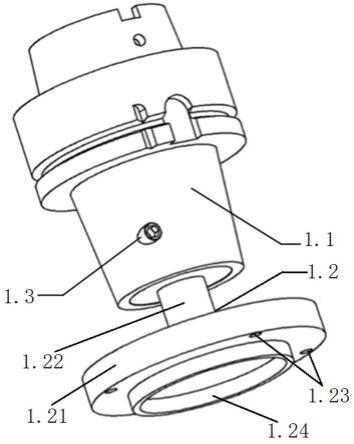
17.图1为辅助夹具的整体结构示意图;图2机床检验棒安装结构示意图;图3为基于辅助夹具的回转校准仪安装结构示意图;图4为检测过程中各仪器的布设原理示意图。
18.1、辅助夹具;1.1、液压刀柄;1.2、仪器安装座;1.21、连接圆盘;1.22、夹持柄;1.23、仪器安装孔;1.24、仪器定位凸台;1.3、锁紧螺钉;2、c轴;3、主轴;4、内锥;5、机床检验棒;6、百分表;7、回转校准仪;7.1、反射镜;8、激光干涉仪;8.1、激光头;8.2、角度干涉镜;9、c轴轴心;10、主轴轴心。
具体实施方式
19.为使发明的目的、技术方案和优点更加清楚,下面将结合本发明中的附图,对本发明中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。
20.因此,以下对在附图中提供的本发明的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有付出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
21.实施例1由于偏心结构特征,在旋转c轴2时主轴3轴线会发生偏移,测量过程就会断光,要测量c轴2定位精度必须保证回转轴校准仪与c轴2中心线重合,才能保证测量过程不断光,基于此,本实施例公开一种偏心结构的垂直c轴定位精度检测辅助夹具及检测方法,作为本发明一种优选的实施方案,辅助夹具1包括液压刀柄1.1(刀套)和仪器安装座1.2;仪器安装座1.2包括连接圆盘1.21和夹持柄1.22,夹持柄1.22与连接圆盘1.21和液压刀柄1.1同轴设置,且夹持柄1.22的一端与连接圆盘1.21的顶部固定连接,夹持柄1.22的另一端插入液压刀柄1.1,并通过锁紧螺钉1.3与液压刀柄1.1可拆卸固定连接;连接圆盘1.21上设置有若干仪器安装孔1.23,该仪器安装孔1.23为沉头螺钉孔。
22.本技术方案提出了一种辅助夹具1,基于液压刀柄1.1实现轻松安装,并能确保自
身轴心与主轴轴心10重合,通过该辅助夹具1将回转轴校准仪安装于主轴3上,可实现回转轴校准仪轴线与主轴3轴线快速重合定位,为偏心结构的垂直c轴2定位精度检测奠定了可靠的基础,具有重要的应用前景;另外辅助夹具1的液压刀柄1.1与仪器安装座1.2通过锁紧螺钉1.3可拆卸固定连接,在确保连接稳定性的同时,支持可拆卸,便于根据需要更换不同液压刀柄1.1,以适应不同主轴3的刀柄夹持需求,提高了辅助夹具1的适用性。
23.基于前述辅助夹具1的结构,偏心结构的垂直c轴2定位精度检测方法,包括以下步骤:s1,基于机床rtcp五轴联动功能在机床的数控系统中编辑c轴2测试程序(以西门子为例,执行traori指令即可激活五轴联动功能);s2,调节机床主轴3与c轴2在机床rtcp五轴联动功能下的旋转同轴度,使该同轴度在机床结构精度误差范围内,最大限度的降低前述同轴度对最终检测结果的影响,以确保最终检测结果的可靠性;s3,控制机床运行到原点位置,确保c轴2和主轴3回到初始位置,然后将前述辅助夹具1同轴安装于机床的主轴3上,具体的:将液压刀柄1.1安装于主轴3上,可确保液压刀柄1.1的中心轴与主轴3的中心轴重合,进一步的,整个辅助夹具1的中心轴与主轴3的中心轴重合;s4,通过机床的数控系统执行主轴3锁紧指令,然后利用安装螺钉配合仪器安装孔1.23,将回转轴校准仪同轴安装于辅助夹具1的底部,此时,主轴3的中心轴、辅助夹具1的中心轴和回转校准仪7的中心轴;s5,如图4所示,基于检测现场的空间结构架设激光干涉仪8,使激光干涉仪8的激光头8.1、角度干涉镜8.2以及回转轴校准仪的反射镜7.1处于同一条水平线上;然后通过激光干涉仪8调整激光光束,使激光满足五格绿色信号;s6,将回转校准仪7和激光干涉仪8接入同一计算机,并在该计算机中设置测量软件,该测量软件中包含控制回转校准仪7运转以及接收记录激光干涉仪8测量结果的点位测量程序;s7,运行c轴2测试程序并启动测量软件,使c轴2与回转校准仪7同时运转,其中:c轴2运转是在机床rtcp五轴联动功能下,主轴3位置保持锁紧不动(避免在转动c轴2过程中出现回转轴校准仪偏摆,造成测量误差),c轴2每间隔时间t绕主轴轴心10旋转角度q;回转校准仪7运转是回转校准仪7的反射镜7.1在点位测量程序的控制作用下,每间隔时间t绕主轴轴心10旋转角度q;q=-q,t=t;其中,
“‑”
表示方向,即q=-q表示回转校准仪7反射镜7.1与c轴2的旋转方向相反,旋转角度大小相等;s8,在点位测量程序的控制作用下,利用激光干涉仪8在回转校准仪7反射镜7.1的每个间隔时间t内,检测反射镜7.1实际位置与理论位置的误差,该误差即为偏心结构的垂直c轴2定位精度;将测量结果上传至测量软件进行记录保存,如此便实现了偏心结构的c轴2定位精度全角度检测。
24.本技术方案利用专门的辅助夹具1将回转轴校准仪安装于主轴3上,在此前提下,基于机床rtcp五轴联动功能,使回转轴校准仪的轴心与c轴2的旋转轴心重合,可保证测量过程中不断光,配合激光干涉仪8使用,实现偏心结构的垂直c轴2任意角度定位精度的快速
检测,避免了拆装防护的麻烦,大大缩短了c轴2定位精度检测时间和成本。
25.实施例2本实施例公开一种偏心结构的垂直c轴定位精度检测辅助夹具及检测方法,作为本发明一种优选的实施方案,辅助夹具1包括液压刀柄1.1(刀套)和仪器安装座1.2;仪器安装座1.2包括连接圆盘1.21和夹持柄1.22,夹持柄1.22与连接圆盘1.21和液压刀柄1.1同轴设置,且夹持柄1.22的一端与连接圆盘1.21的顶部固定连接,夹持柄1.22的另一端插入液压刀柄1.1,并通过锁紧螺钉1.3与液压刀柄1.1可拆卸固定连接;连接圆盘1.21上设置有若干仪器安装孔1.23,该仪器安装孔1.23为沉头螺钉孔。
26.基于前述辅助夹具1的结构,偏心结构的垂直c轴2定位精度检测方法,包括以下步骤:s1,基于机床rtcp五轴联动功能在机床的数控系统中编辑c轴2测试程序;s2,调节机床主轴3与c轴2在机床rtcp五轴联动功能下的旋转同轴度,使该同轴度在机床结构精度误差范围内,具体包括以下步骤:s21,在主轴3的内锥4中安装机床检验棒5,并在机床检验棒5的一侧架设百分表6;s22,找到的机床检验棒5最高点,并根据需求设置百分表6的预压量,该预压量是人为根据机床出厂允许运转误差进行预估的,具体可设置为0.2mm;s23,运行c轴2测试程序,使主轴3位置不变,c轴2在机床rtcp五轴联动功能下绕主轴轴心10旋转;s24,在c轴2旋转0
°
~360
°
的过程中,观察百分表6上的读数变化,并记录下最大读数smax和最小读数smin;s25,计算主轴3与c轴2在机床rtcp五轴联动功能下的旋转同轴度δs,其计算公式为δs=smax-smin;s26,判断δs是否小于等于0.02mm(一般情况下,机床出厂时,δs≤0.02mm,机床使用较长时间后,基于各方面原因,δs可能超过0.02mm,虽然可能性很小,但为了确保最终测量精度,步骤s2是很有必要的);若是,则拆卸机床检验棒5,进入步骤s2;若不是,则调节机床机械结构和/或机床数控系统的相关参数(即根据实际情况检查机床的机械结构以及机床的数控程序,通过对机床进行针对性检修或修改相关参数(如相应的补偿参数等)的方式,减小δs),然后回到步骤s23;s3,控制机床运行到原点位置,并将前述辅助夹具1同轴安装于机床的主轴3上;s4,通过机床的数控系统执行主轴3锁紧指令,然后利用安装螺钉配合仪器安装孔1.23,将回转轴校准仪同轴安装于辅助夹具1的底部;s5,基于检测现场的空间结构架设激光干涉仪8,通过激光干涉仪8调整激光光束,使激光满足五格绿色信号;s6,将回转校准仪7和激光干涉仪8接入同一计算机,并在该计算机中设置测量软件,该测量软件中包含控制回转校准仪7运转以及接收记录激光干涉仪8测量结果的点位测量程序;s7,运行c轴2测试程序并启动测量软件,使c轴2与回转校准仪7同时运转,其中:c轴2运转是在机床rtcp五轴联动功能下,主轴3位置保持锁紧不动,c轴2每间隔时间t绕主轴轴心10旋转角度q;
回转校准仪7运转是回转校准仪7的反射镜7.1在点位测量程序的控制作用下,每间隔时间t绕主轴轴心10旋转角度q;q=-q,t=t;其中,
“‑”
表示方向;s8,在点位测量程序的控制作用下,利用激光干涉仪8在回转校准仪7反射镜7.1的每个间隔时间t内,检测反射镜7.1实际位置与理论位置的误差,并将测量结果上传至测量软件进行记录保存。
27.本技术方案可针对主轴3与c轴2不同心的偏心结构特点,基于机床的rtcp五轴联动功能,调整主轴3轴线与c轴2旋转中心线重合,并利用检验棒配合百分表6检测主轴3轴线与c轴2旋转中心线的同轴度δs,并根据测量结果对机床进行相关调整,确保在c轴2360
°
旋转的范围内,δs≤0.02mm ,为了保证偏心结构的垂直c轴2定位精度的准确性。
28.本技术方案实施例3本实施例公开一种偏心结构的垂直c轴定位精度检测辅助夹具及检测方法,作为本发明一种优选的实施方案,辅助夹具1包括液压刀柄1.1(刀套)和仪器安装座1.2;仪器安装座1.2包括连接圆盘1.21和夹持柄1.22,夹持柄1.22与连接圆盘1.21和液压刀柄1.1同轴设置,且夹持柄1.22的一端与连接圆盘1.21的顶部固定连接,夹持柄1.22的另一端插入液压刀柄1.1,并通过锁紧螺钉1.3与液压刀柄1.1可拆卸固定连接;连接圆盘1.21上设置有若干仪器安装孔1.23,该仪器安装孔1.23为沉头螺钉孔。
29.进一步的,连接圆盘1.21的底部设置有仪器定位凸台1.24,且仪器定位凸台1.24呈与连接圆盘1.21同轴设置的圆环结构;仪器安装孔1.23有四个,且四个仪器安装孔1.23沿仪器定位凸台1.24的周向等间距设置。
30.本技术方案的辅助夹具1上设置了仪器定位凸台1.24,可实现回转轴校准仪安装时的快速定位,并确保回转轴校准仪与辅助夹具1同轴;另外,设置四个仪器安装孔1.23,确保了回转轴校准仪安装的稳定性。
31.基于前述辅助夹具1的结构,偏心结构的垂直c轴2定位精度检测方法,包括以下步骤:s1,基于机床rtcp五轴联动功能在机床的数控系统中编辑c轴2测试程序。
32.s2,调节机床主轴3与c轴2在机床rtcp五轴联动功能下的旋转同轴度,使该同轴度在机床结构精度误差范围内。
33.s3,控制机床运行到原点位置,并将前述辅助夹具1同轴安装于机床的主轴3上。
34.s4,通过机床的数控系统执行主轴3锁紧指令,然后利用安装螺钉配合仪器安装孔1.23,将回转轴校准仪同轴安装于辅助夹具1的底部;具体的,先通过辅助夹具1底部的仪器定位凸台1.24回转轴校准仪固定环相配合,对回转轴校准仪进行定位,以确保回转轴校准仪与辅助夹具1同轴,再通过安装螺钉插入仪器安装孔1.23对回转轴校准仪进行固定。s5,基于检测现场的空间结构架设激光干涉仪8,通过激光干涉仪8调整激光光束,使激光满足五格绿色信号。
35.s6,将回转校准仪7和激光干涉仪8接入同一计算机,并在该计算机中设置测量软件,该测量软件中包含控制回转校准仪7运转以及接收记录激光干涉仪8测量结果的点位测量程序。
36.s7,运行c轴2测试程序并启动测量软件,使c轴2与回转校准仪7同时运转,其中:c
轴2运转是在机床rtcp五轴联动功能下,主轴3位置保持锁紧不动,c轴2每间隔时间t绕主轴轴心10旋转角度q。其中,为确保偏心结构的c轴2定位精度检测是尽可能的接近全角度检测,角度q的取值为1
°
~10
°
,为提高检测效率,折中优选角度q取值为5
°
。回转校准仪7运转是回转校准仪7的反射镜7.1在点位测量程序的控制作用下,每间隔时间t绕主轴轴心10旋转角度q;q=-q,t=t;其中,
“‑”
表示方向。其中,时间t过长会影响检测效率,时间t过短会影响数据采集效果,根据对实验结果的分析,时间t的取值为4s ~5s,即时间t的取值为4s ~5s,优选的,时间t和时间t的取值为4s。
37.s8,在点位测量程序的控制作用下,利用激光干涉仪8在回转校准仪7反射镜7.1的每个间隔时间t内,检测反射镜7.1实际位置与理论位置的误差,并将测量结果上传至测量软件进行记录保存。
38.基于步骤s7中的各参数取值情况,结合步骤s7和步骤s8,偏心结构的垂直c轴2定位精度检测过程如下:激光干涉仪8以c轴2每旋转5
°
为一个测量点,具体的,机床c轴正向步进5
°
,同时回转轴标准仪上的反射镜7.1便反向回转5
°
,以保证测量过程不断光,然后机床c轴和回转轴标准仪同时停留4秒,便于激光干涉仪8进行数据采集。在此期间,反射镜7.1回转的5
°
为绝对的5
°
,激光干涉仪8发出的激光经回转轴标准仪的反射镜7.1反射后,穿过激光干涉仪8的角度干涉镜8.2,进入激光干涉仪8激光头8.1的入射光口,激光头8.1基于角度干涉原理测量出回转轴标准仪上反射镜7.1实际位置与理论位置的角度差,并将测量结果上传至测量软件。机床c轴和回转轴标准仪上的反射镜7.1继续按照前述要求进行旋转,激光干涉仪8配合测量,测量软件记录保存所有的测量结果,由此实现偏心结构的垂直c轴2定位精度全角度检测。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1