用于定位增材制造的部件中的机械加工特征的方法与流程
1.本文所描述的主题涉及将用于机械加工特征(例如,螺纹孔)的工具定位到增材制造的部件中,具体涉及用于定位增材制造的部件中的机械加工特征的方法。
背景技术:
2.增材制造的部件或主体可以含有内部通路和/或空腔。这些通路或空腔可以通过在增材制造主体之后使用已知的机械加工操作从主体去除材料来形成。例如,可以用螺丝锥切除增材制造的主体的一部分,以形成内阴螺纹表面。
3.这些机加工操作可以与增材制造的部件中的现有内部通路和/或通道接合。例如,增材制造的部件的内部通路可以在螺纹式美国标准锥管螺纹(npt)连接处终止。目前,这些螺纹并未印刷,而是在印刷部件之后机械加工成增材制造的部件。作为另一实例,增材制造的部件的内部通路可以在垫圈、o形环或类似的密封体处终止。密封主体可能需要压紧抛光、机械加工或研磨的表面。当机械加工增材制造的部件以形成此表面时,机械加工工具(例如,钻头等)去除现有增材制造的空腔周围的材料。
4.可能难以或不可能将工具与用于形成螺纹表面或密封主体表面的位置对准。例如,形成内螺纹表面或密封主体表面可能需要将旋转工具至少部分地插入到形成于增材制造的部件中的开口中。当旋转工具与部件接合时,工具可能会与部件发生间歇性接触。间歇性接触会在工具中产生大的振动和应力。作为另一实例,如果工具的中心线和部件中的开口的中心线未完全对准,则工具可能弯曲,从而增加工具上的力和切割表面的未对准。
5.需要一种用于将工具与增材制造的部件对准的改进的方法和/或需要用于将工具与部件对准的增材制造的主体或特征。
技术实现要素:
6.在一个实施例中,方法包含将一个或多个插塞孔形成于主体的工具表面中。一个或多个插塞孔部分地围绕主体中的插塞的承坐面部分形成。所述方法还包含将工具与主体中的插塞的承坐面部分接合,并且使用工具从主体切除插塞并切除主体的至少一部分以在主体中形成加工过的空隙。
7.在另一实例中,装置主体包含:工具表面,工具在所述工具表面上切割工具孔;以及插塞,所述插塞由围绕插塞部分地延伸的一个或多个插塞孔限定。一个或多个插塞孔围绕工具表面的承坐面部分延伸。承坐面部分被配置用于在切入工具表面期间由工具接合。
8.在另一实例中,装置主体包含工具表面和插塞,所述插塞由部分地围绕插塞延伸的一个或多个插塞孔限定。一个或多个插塞孔围绕工具表面的承坐面部分延伸。插塞被配置成使得承坐面部分与工具的接合以及用工具从主体切下插塞可在主体中形成加工过的空隙。
9.在另一实例中,装置主体包含工具表面和插塞,所述插塞由部分地围绕插塞延伸的一个或多个插塞孔限定。一个或多个插塞孔围绕工具表面的承坐面部分延伸。将承坐面
部分与工具接合以用工具从主体切下插塞可在主体中形成加工过的空隙。
10.在另一实例中,装置主体包含工具表面以及形成于主体中的加工过的空隙。通过将工具接合到插塞或朝向插塞引导工具而从装置主体切割或去除材料来形成加工过的空隙,所述插塞是装置主体的一部分并且由至少部分地围绕插塞的周边延伸的一个或多个孔限定。
11.在另一实例中,装置主体包含工具表面和插塞,所述插塞由部分地围绕插塞延伸的一个或多个插塞孔限定。一个或多个插塞孔围绕工具表面的承坐面部分延伸。
12.在另一实例中,装置主体包含工具表面和插塞,所述插塞由部分地围绕插塞延伸的一个或多个插塞孔限定。一个或多个插塞孔围绕工具表面的承坐面部分延伸。装置主体包含增材制造的工具表面、插塞孔和插塞。
13.在另一实例中,系统包含装置主体和工具,其中装置主体被定位成由工具切割,并且插塞具有垂直于工具的切割路径的承坐面部分。
14.在另一实例中,方法包含将装置主体增材制造成具有插塞,所述插塞部分地由形成于主体的工具表面中的一个或多个插塞孔围绕。插塞具有承坐面。所述方法还包含将工具与主体中的插塞的承坐面接合,并且使用工具从主体切除插塞并切除主体的至少一部分以在主体中形成加工过的空隙。工具可以用于从主体切除插塞并切除主体的至少一部分以在主体中形成内螺纹。
附图说明
15.通过参考附图阅读非限制性实施例的以下描述,可以理解本发明的主题,其中在下文中:
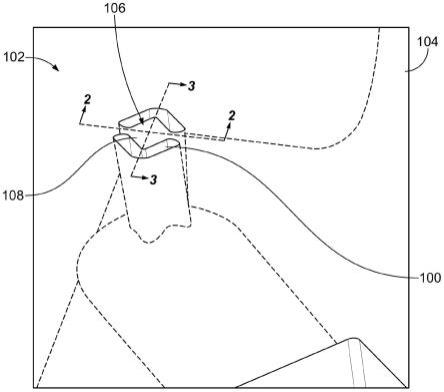
16.图1说明增材制造的装置主体的一个实例;
17.图2是沿着图1中所示的线2-2截取的装置主体的第一截面图;
18.图3是沿着图1中所示的线3-3截取的装置主体的第二截面图;
19.图4说明根据一个实例的当工具接近图1中所示的插塞的承坐面部分时沿着图1中所示的线3-3截取的装置主体的另一截面图;
20.图5说明根据一个实例的当工具切入插塞中时沿着图1中所示的线3-3截取的装置主体的另一截面图;
21.图6说明当工具去除插塞并且切入装置主体的内部通路的内表面中时沿着图1中所示的线3-3截取的装置主体的另一截面图;
22.图7说明具有围绕加工过的空隙的内螺纹的装置主体的一个实例;
23.图8说明可以形成于装置主体中的插塞孔的另一实例;
24.图9说明可以形成于装置主体中的插塞孔的另一实例;
25.图10说明装置主体中的插塞的替代实施例;
26.图11说明装置主体中的插塞的替代实施例;以及
27.图12说明用于定位增材制造的部件中的机械加工特征的方法的一个实例的流程图。
具体实施方式
28.本文所描述的主题的实施例涉及方法和在增材制造的部件上形成的主体,其有助于将工具与零件对准,这可以使工具居中并减少工具的颤振(例如,振动)。主体接合工具(例如,钻头、螺丝锥或其它旋转工具)的中心或与工具的中心接合。接合工具的中心,直到工具切入部件中并且达到一定深度,使得工具的外径由部件的内表面接合以使工具稳定。本文所描述的方法和主体还允许在完成切割后从部件中去除粉末。
29.图1说明增材制造的装置主体104的一个实例。图2是沿着图1中所示的线2-2截取的装置主体的第一截面图。图3是沿着图1中所示的线3-3截取的装置主体的第二截面图。可以使用三维打印、直接金属激光烧结等来增材制造装置主体。装置主体可以由相同材料或材料组合形成。装置主体可以是在整个装置主体中具有一致的配方和密度的均质主体。例如,用于形成装置主体的材料的重量、体积或重量和体积两者的相对量或比率可以在整个装置主体中相同,而与装置主体的任何部分的尺寸或形状无关。或者,装置主体可以是非均质主体,其中材料的重量、体积或重量和体积两者的相对量或比率在装置主体的不同位置中不同。装置主体可以是整体式的,因为主体形成为单件主体并且不是通过形成随后接合在一起以形成装置主体的单独部分来创建。装置主体的整体方面或性质可以通过在接合在一起以形成装置主体的不同部件之间不存在任何缝隙或界面来识别或验证。或者,装置主体可以不是整体主体,因为主体形成为随后接合在一起以形成装置主体的几个单独零件。装置主体的非整体方面或性质可以通过在接合在一起以形成装置主体的不同部件之间的缝隙或界面来识别或验证。
30.装置主体可以由各种不同材料中的一个或多个形成。作为一个实例,装置主体可以由一种或多种聚合物形成。由聚合物形成装置主体可以允许装置主体具有各种非平面形状。如下文所描述,插塞可以形成于装置主体中以限定用于旋转工具的承坐面。此承坐面可能与装置主体的另一个表面不共面。当与由非聚合物的其它材料形成装置主体和插塞相比时,由聚合物形成装置主体和插塞可以允许更多种类的非平面承坐面。
31.作为另一实例,装置主体可以由例如铝或钢的一种或多种金属形成。当与其它材料(例如聚合物)相比时,由金属形成装置主体可以使装置主体更有效或更快速地散热。例如,与由装置主体由聚合物形成的情况相比,由铝制成装置主体可以更快速地耗散由旋转工具切入插塞中而产生的热量。
32.作为另一实例,装置主体可以是通过增材制造形成的生坯,但是当旋转工具切入下面描述的插塞时,装置主体尚未烧结。或者,可以在用旋转工具切割插塞之前烧结装置主体。
33.用于形成装置主体的增材制造工艺可以涉及逐层顺序地构造装置主体。合适的工艺包含例如选择性激光熔融(或烧结)和粘合剂喷射。选择性激光熔融涉及在构建板上沉积粉末层,并且使用扫描计算机辅助设计(cad)图案或文件的镱纤维激光器融合功率的选择性部分。粘合剂喷射通过插入金属粉末和聚合物粘合剂来创建部件,所述聚合物粘合剂在不使用激光加热的情况下将粒子和层粘合在一起。
34.装置主体包含工具表面102,例如钻头、螺丝锥等的旋转工具在所述工具表面上切割工具孔。此表面可以是装置主体的外表面或另一表面。工具表面包含一个或多个插塞孔100,所述插塞孔部分地围绕插塞310(图3)延伸并且限定所述插塞。插塞可以是装置主体的
一部分,所述装置主体包含工具表面的一部分并且延伸到装置主体的内部中。
35.插塞孔中的每一个示为沿着工具表面呈l形的两个相交的细长通道。或者,插塞孔可以具有另一形状和/或尺寸。插塞孔部分地围绕插塞和工具表面的一部分延伸,而不是完全围绕插塞延伸。例如,插塞孔不形成延伸到装置主体中的任何环形开口或通道,但可以形成环形开口或通道的一部分。如图3中所示,插塞孔从工具表面到内部通路或管道300延伸到装置主体中。插塞从装置主体的工具表面延伸到相对端302,所述相对端面向装置主体的内部通路或管道或安置于装置主体的内部通路或管道内。如图2中所示,插塞孔并不完全围绕或环绕插塞,并且插塞可以延伸到插塞孔之间的装置主体的其余部分或与插塞孔之间的装置主体的其余部分接合。
36.由插塞孔暴露且部分地围绕的工具表面的部分称为主体的工具表面的承坐面部分106。在切入工具表面期间,承坐面部分由工具接合。在所说明的实施例中,插塞的承坐面部分与工具表面共面。替代地且如下文更详细地描述,承坐面部分可以平行,但不与工具表面共面,或者可以相对于工具表面横向地定向(例如,倾斜)。
37.图4说明根据一个实例的当工具408接近图1中所示的插塞的承坐面部分时沿着图1中所示的线3-3截取的装置主体的另一截面图。图5说明根据一个实例的当工具切入插塞中时沿着图1中所示的线3-3截取的装置主体的另一截面图。图6说明当工具去除插塞并且切入装置主体的内部通路300的内表面400中时沿着图1中所示的线3-3截取的装置主体的另一截面图。
38.图4到6中所示的工具可以表示切除装置主体的一部分的旋转工具,例如钻头、螺丝锥等。或者,工具可以是切除装置主体的一部分(但不旋转)的另一装置。工具可以伸长到外端或尖端402。工具沿着切割路径416朝向装置主体的承坐面部分移动(和/或装置主体沿着切割路径朝向工具移动)。工具的外端或尖端接合装置主体中的插塞的承坐面部分。通过在进入装置主体内部的通路或通道300之前接合插塞,工具不会间歇性地接触内部通路或通道的内表面400。替代地,工具的尖端首先接合并切入插塞,并且在工具切入插塞(图5)并穿过插塞(图6)时与插塞保持接触。当工具开始接合通路或通道的内表面时,工具最终可以完全去除插塞。例如,当工具旋转以在装置主体内部形成螺纹或光滑表面时,工具可以切除插塞并且可以切入通路或通道的内表面。插塞可以由工具切成小碎片或粉末。然后这些碎片或粉末可以从通路或通道中去除(例如,使用压缩空气或另一流体),或者可以在切割期间通过工具中的螺纹去除。由工具形成的装置主体内的体积可以被称为加工过的空隙612。
39.图7说明具有围绕加工过的空隙的内螺纹714的装置主体的一个实例。如图1和图7中所示的装置主体之间的比较所示,工具已经切除插塞以在内部通路或通道的内表面中形成内螺纹。这些螺纹可以用于将装置主体与具有匹配螺纹的另一主体、通道、紧固件等联接。
40.在一个实例中,插塞的承坐面和/或装置主体的内表面可以包含与形成装置主体(和插塞)的材料不同的材料。这种不同的材料可以有助于将工具切入装置主体和插塞。例如,沿着承坐面的材料可以对工具具有更大的附着力,以减少(或防止)工具在承坐面上滑动的可能性。与内表面外部的装置主体相比,沿着将成为空隙的内表面400的部分的材料与工具的摩擦系数可能较低。这可以有助于减少工具在切割期间产生的热量(以及由热量引起的对装置主体的任何损坏,例如装置主体的熔化)。
41.任选地,工具可以不是旋转工具,而是可以是在被驱动进入装置主体以切割并形成空隙时不旋转的冲压工具。如上文所述,在工具已切入装置主体之后内表面将所处的位置中的装置主体的内部可以由与装置主体的其余部分不同的材料形成(除了切割或形成其它空隙的位置之外)。关于冲压工具,不同材料可以比装置主体更不致密和/或更脆,以允许冲压工具更容易地切穿这种不同的材料(相对于形成装置主体的其它材料)。
42.任选地,工具可以不是旋转工具,但可以是摩擦钻孔工具,所述摩擦钻孔工具被压入插塞中并且产生热量以熔化(和去除)插塞以形成空隙。用于形成插塞的材料可以具有比装置主体的其余部分(在要形成其它空隙的位置之外)更低的熔化温度,以便与装置主体的其余部分相比更容易地熔化和去除插塞。
43.任选地,工具可以是激光器,所述激光器将能量引导到插塞中以去除插塞并且使用激光烧蚀形成空隙。用于形成插塞的材料可以具有比装置主体的其余部分(在要形成其它空隙的位置之外)更低的熔化温度,以便与装置主体的其余部分相比更容易地使用激光烧蚀熔化和去除插塞。
44.图8说明可以形成于装置主体中的插塞孔100的另一实例。与图1中所示的插塞孔相比,图8中所示的插塞孔是布置成围绕插塞延伸的较大圆的若干圆形孔。或者,插塞孔可以具有另一形状和/或布置成围绕插塞的形状(除了圆之外的形状)。
45.图9说明可以形成于装置主体中的插塞孔100的另一实例。与图1和8中所示的插塞孔相比,图9中所示的插塞孔是细长的圆弧,每个圆弧部分地刚好在圆的二分之一下方形成(例如,每个圆弧形成不超过圆周长的40%,每个圆弧形成不超过圆周长的33%,每个圆弧形成不超过圆周长的49%等)。
46.如图4到6中所示,插塞的承坐面部分可以垂直于工具的切割路径。换句话说,工具可以在垂直于插塞的承坐面部分的方向上指向装置主体。如图4到6中所示,此承坐面部分也与位于插塞和插塞孔外部并围绕插塞和插塞孔的装置主体的表面共面。
47.图10说明装置主体中的插塞的替代实施例。如图所示,插塞可以具有承坐面部分,所述承坐面部分不平行于装置主体的工具表面,但保持垂直于工具的切割路径。可以增材制造装置主体,使得插塞的一侧从装置主体的工具表面突出超过插塞的至少另一侧。这会导致插塞相对于装置主体的表面倾斜或歪斜。倾斜插塞可以提供工具可以成角度地接合的承坐面(例如,用于沿着相对于装置主体的工具表面倾斜或歪斜的内部通路形成内螺纹或光滑表面)。
48.图11说明装置主体中的插塞的替代实施例。如所展示,插塞可以具有承坐面部分,所述承坐面部分平行于装置主体的工具表面(例如,不倾斜),但不与工具表面共面。可以增材制造装置主体,使得插塞从装置主体的工具表面突出。这可以提供工具接合的目标区域。插塞孔可以在装置主体中形成插塞的凸起部分的外部安置在装置主体中。
49.如上文所述,可以将装置主体和插塞增材制造为单个整体主体。装置主体和插塞可以由相同的材料印刷,以具有相同的密度等。或者,可以将装置主体和插塞增材制造为单个主体,但具有不同密度。例如,插塞的密度可以小于装置主体的密度。将插塞形成为具有较小密度可以需要更少的材料来形成装置主体和插塞,可以导致在从装置主体切割插塞主体时产生的废料更少等。
50.图12说明用于定位增材制造的部件中的机械加工特征的方法1200的一个实例的
流程图。所述方法可以用于形成增材制造的装置主体,例如上文所描述的装置主体104。在1202处,将材料层沉积到构建表面上。例如,可以使用三维打印机将形成装置主体和插塞的材料的基底层沉积到表面上。在1204处,将额外的材料层沉积到底层上。在1206处,关于是否完成装置主体(具有插塞和插塞孔)的印刷做出决策。如果尚未完成具有插塞和插塞孔的装置主体的形成,则方法的流程可以返回到1204,以便在底层上连续地印刷一个或多个额外层,直到形成装置主体、插塞和插塞孔。一旦装置主体、插塞和插塞孔的印刷完成,所述方法的流程可以继续进行到1208。在1208处,工具可以用于切除插塞,并且任选地在装置主体内部形成光滑表面和/或螺纹表面。例如,可以使用钻头、螺丝锥等从装置主体接合并切除插塞,如上文所描述。插塞和插塞孔有助于将工具定位在装置主体上并在工具开始接合装置的内表面之前接合工具,以减少工具上的应力并减少或消除在切割期间工具的颤振或振动。
51.在一个实施例中,方法包含将一个或多个插塞孔形成于主体的工具表面中。一个或多个插塞孔部分地围绕主体中的插塞的承坐面部分形成。所述方法还包含将工具与主体中的插塞的承坐面部分接合,并且使用工具从主体切除插塞并切除主体的至少一部分以在主体中形成加工过的空隙。
52.任选地,可以在主体的增材制造期间将一个或多个插塞孔形成于主体中。工具可以用于从主体切除插塞并切除主体的至少一部分以在主体中形成内螺纹。使用工具切除插塞可以包含在切除主体的至少一部分之前用工具切入插塞。
53.工具可以与同工具表面共面的承坐面部分接合。或者,工具可以与同工具表面平行,但不共面的承坐面部分接合。在另一实例中,工具可以与横向朝向工具表面的承坐面部分接合。工具可以与承坐面部分接合,同时承坐面部分垂直于工具的切割路径。
54.所述方法任选地还可以包含增材制造主体,使主体内部具有插塞,其中插塞处于所述主体中。可以将插塞增材制造成与不包含插塞的主体的其余部分具有相同密度。
55.所述方法还可以包含增材制造主体,使主体内部具有插塞,其中将插塞增材制造为密度小于不包含插塞的主体的其余部分的密度。
56.在另一实例中,装置主体包含:工具表面,工具在所述工具表面上切割工具孔;以及插塞,所述插塞由围绕插塞部分地延伸的一个或多个插塞孔限定。一个或多个插塞孔围绕工具表面的承坐面部分延伸。承坐面部分被配置用于在切入工具表面期间由工具接合。
57.插塞可以具有与工具表面共面的承坐面部分。或者,插塞可以具有与工具表面平行,但不共面的承坐面部分。在另一实例中,插塞可以具有横向朝向工具表面的承坐面部分。任选地,插塞可以具有垂直于工具的切割路径的承坐面部分。
58.插塞的密度可以与不包含插塞的装置主体的其余部分的密度相同。或者,插塞的密度可以小于不包含插塞的装置主体的其余部分的密度。
59.装置主体可以包含安置于彼此上并且形成插塞和工具表面的多个层。
60.在另一实例中,装置主体包含工具表面和插塞,所述插塞由部分地围绕插塞延伸的一个或多个插塞孔限定。一个或多个插塞孔围绕工具表面的承坐面部分延伸。插塞被配置成使得承坐面部分与工具的接合以及用工具从主体切下插塞可在主体中形成加工过的空隙。
61.在另一实例中,装置主体包含工具表面和插塞,所述插塞由部分地围绕插塞延伸
的一个或多个插塞孔限定。一个或多个插塞孔围绕工具表面的承坐面部分延伸。将承坐面部分与工具接合以用工具从主体切下插塞可在主体中形成加工过的空隙。
62.在另一实例中,装置主体包含工具表面以及形成于主体中的加工过的空隙。通过将工具接合到插塞或朝向插塞引导工具而从装置主体切割或去除材料来形成加工过的空隙,所述插塞是装置主体的一部分并且由至少部分地围绕插塞的周边延伸的一个或多个孔限定。
63.在另一实例中,装置主体包含工具表面和插塞,所述插塞由部分地围绕插塞延伸的一个或多个插塞孔限定。一个或多个插塞孔围绕工具表面的承坐面部分延伸。
64.在另一实例中,装置主体包含工具表面和插塞,所述插塞由部分地围绕插塞延伸的一个或多个插塞孔限定。一个或多个插塞孔围绕工具表面的承坐面部分延伸。装置主体包含增材制造的工具表面、插塞孔和插塞。
65.在另一实例中,系统包含装置主体和工具,其中装置主体被定位成由工具切割,并且插塞具有垂直于工具的切割路径的承坐面部分。
66.在另一实例中,方法包含将装置主体增材制造成具有插塞,所述插塞部分地由形成于主体的工具表面中的一个或多个插塞孔围绕。插塞具有承坐面。所述方法还包含将工具与主体中的插塞的承坐面接合,并且使用工具从主体切除插塞并切除主体的至少一部分以在主体中形成加工过的空隙。工具可以用于从主体切除插塞并切除主体的至少一部分以在主体中形成内螺纹。
67.除非上下文另外明确地指明,否则单数形式“一”和“所述”包含复数指代。“任选的”或“任选地”意味着随后描述的事件或情况可以发生或可以不发生,且本说明书可以包含事件发生的实例和事件不发生的实例。如本文在整个说明书和权利要求中所使用,近似语言可以被用来修改可以允许变化的任何定量表示,而不引起它可能涉及的基本功能的变化。因此,由例如“约”、“基本上”和“近似”的一个或多个术语修饰的值可以不限于指定的精确值。在至少一些实例中,近似语言可对应于用于测量所述值的仪器的精度。此处以及说明书和权利要求书通篇中,范围限制可组合和/或互换,除非上下文或语言另外指示,否则此类范围可以被识别且包含其中包括的所有子范围。
68.本书面描述使用实例来公开包含最佳模式的实施例,并且使所属领域的技术人员能够实践所述实施例,包含制造和使用任何装置或系统以及执行任何并入的方法。权利要求书限定本公开可获专利的范围,且包含所属领域的技术人员了解的其它实例。如果这种其它实例具有与所附权利要求的字面语言相同的结构元件,或者如果它们包含与权利要求的字面语言无实质差别的等效结构要素,那么这种其它实例希望在权利要求的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1