一种精密金属丝栅网制造装置的制作方法
1.本发明涉及金属栅网技术领域,具体为一种精密金属丝栅网制造装置。
背景技术:
2.金属丝栅网在我们生活中的应用十分广泛,用于将被保护物品圈起,是用低碳钢丝,中碳钢丝,高碳钢丝,不锈钢丝等材料编织或者焊接成网状材料的总称,生产工艺有:普通编织型、压花编织型和点焊型。主要是以钢丝为原料,经过专业设备加工成网状,也可用于建筑业、公路、桥梁作钢筋。用于机械防护,工业,农业,建筑等。焊接钢丝网用途:焊接钢丝网可用作家禽笼、盛蛋筐、通道围栏、排水槽、门廊防护栏、防鼠网、机械防护罩、家畜及植物围栏、栅架等。目前在生产中通常使用人工手动进行焊接,效率较低,对人工熟练度要求较高,并且焊接完成之后冷却速度较快容易影响焊接处的强度。
技术实现要素:
3.(一)解决的技术问题针对现有技术的不足,本发明提供了一种精密金属丝栅网制造装置,解决了目前在生产中通常使用人工手动进行焊接,效率较低,对人工熟练度要求较高,并且焊接完成之后冷却速度较快容易影响焊接处的强度的问题。
4.(二)技术方案为实现以上目的,本发明通过以下技术方案予以实现:一种精密金属丝栅网制造装置,具体包括:工作台,该工作台顶部固定连接有支撑架,所述支撑架顶部固定连接有十字导轨;焊接装置,该焊接装置设置在工作台上方,所述焊接装置顶部通过转动台与十字导轨内部的电子滑块底部固定连接;所述焊接装置包括:固定座,该固定座底部通过支架固定连接有固定盘,所述固定盘顶部固定连接有弧形导轨,所述弧形导轨两端均固定连接有第一伸缩杆;转动盘,该转动盘设置在固定盘内部,所述转动盘一侧固定连接有电子旋转台的转动部,所述电子旋转台的固定部贯穿固定盘内壁并与固定盘固定连接;弹性伸缩杆,该弹性伸缩杆一端与转动盘侧面固定连接,所述弹性伸缩杆远离转动盘的一端贯穿固定盘和弧形导轨并延伸至弧形导轨顶部;焊枪,该焊枪设置在固定盘一侧,所述焊枪侧面通过支架固定连接有滑块,所述滑块设置在弧形导轨上并与弧形导轨滑动连接,所述滑块底部通过转动座与弹性伸缩杆转动连接;铺粉装置,该铺粉装置设置在固定座上并与固定座固定连接。
5.设置有焊接装置,使用时将固定好的金属栅网放置在工作台上,然后通过十字导轨带动焊接装置移动,焊接装置移动的同时带动起内部的焊枪移动,当焊枪移动至焊接点
位时即可对固定好的金属栅网进行焊接,焊接装置内部设置有固定盘和转动盘,可通过固定盘内部的电子旋转台带动转动盘转动,转动盘通过弹性伸缩杆带动滑块转动,滑块通过支架带动焊枪转动,即可通过焊枪对金属栅网进行多角度的焊接,方便对金属栅网进行自动焊接,节省人力,并且焊枪可转动,方便多角度焊接,能够适应不同形状的金属栅网。
6.优选的,所述固定座顶部通过转动台与十字导轨内部的电子滑块底部固定连接,所述固定盘顶部和弧形导轨上均开设有与弹性伸缩杆相适配的滑孔。
7.优选的,所述滑块底部设置有滚轮,所述滑块通过滚轮与弧形导轨顶部滑动连接。
8.优选的,所述铺粉装置包括储料箱,所述储料箱底部连通有出料管,所述出料管内壁滑动连接有滑动管,所述滑动管底部延伸至出料管外部并固定连接有挤压头,所述挤压头顶部两端均固定连接有电动推杆,所述滑动管内壁设置有螺旋送料辊,所述螺旋送料辊顶部延伸至储料箱内部并固定连接有第二伸缩杆,所述第二伸缩杆顶部固定连接有驱动电机的驱动轴,设置有铺粉装置,当焊接结束之后,焊枪移动至下一焊接点位,铺粉装置内部的驱动电机带动螺旋送料辊转动,螺旋送料辊转动并带动储料箱内部的粉料从出料管内部排出并掉落在焊接点位处,方便将焊接点位覆盖住,降低焊接点位的冷却速度,避免焊接处快速冷却产生的裂纹、强度降低的情况,方便提高焊接处强度。
9.优选的,所述储料箱顶部贯穿固定座并与固定座固定连接,所述驱动电机顶部与储料箱内壁顶部固定连接。
10.优选的,所述储料箱内部填充有生石灰,所述电动推杆顶部通过支架与出料管侧面固定连接,所述挤压头上开设有与螺旋送料辊相适配的通孔,设置有电动推杆和挤压头,当铺粉结束之后,可通过电动推杆带动挤压头下降,将挤压头压在焊接处表面的粉料上,即可通过挤压头将粉料压紧在焊接处,避免粉料散落,并且设置有滑动管,当外部空气流速较大时,可在铺粉的同时将挤压头下压,避免铺粉的过程中粉料飞散。
11.优选的,所述挤压头包括挤压座,所述挤压座底部开设有挤压槽,所述挤压槽内壁滑动连接有适配模,所述适配模底部开设有适配槽,设置有挤压头,可通过挤压头内部的适配模适应不同网形的金属栅网,当金属栅网的网形发生改变时,可将适配模从挤压头内部取出,更换与金属栅网的网形相同的适配模,方便适应不同网形。
12.优选的,所述挤压座顶部与滑动管底部固定连接,所述适配槽与金属栅网的焊接处相适配。
13.优选的,所述适配模上开设有与螺旋送料辊相适配的通孔,所述适配模与挤压槽内壁之间设置有弹性卡扣。。
14.(三)有益效果本发明提供了一种精密金属丝栅网制造装置。具备以下有益效果:(1)、该一种精密金属丝栅网制造装置,设置有焊接装置,使用时将固定好的金属栅网放置在工作台上,然后通过十字导轨带动焊接装置移动,焊接装置移动的同时带动起内部的焊枪移动,当焊枪移动至焊接点位时即可对固定好的金属栅网进行焊接,焊接装置内部设置有固定盘和转动盘,可通过固定盘内部的电子旋转台带动转动盘转动,转动盘通过弹性伸缩杆带动滑块转动,滑块通过支架带动焊枪转动,即可通过焊枪对金属栅网进行多角度的焊接,方便对金属栅网进行自动焊接,节省人力,并且焊枪可转动,方便多角度焊接,能够适应不同形状的金属栅网。
15.(2)、该一种精密金属丝栅网制造装置,设置有铺粉装置,当焊接结束之后,焊枪移动至下一焊接点位,铺粉装置内部的驱动电机带动螺旋送料辊转动,螺旋送料辊转动并带动储料箱内部的粉料从出料管内部排出并掉落在焊接点位处,方便将焊接点位覆盖住,降低焊接点位的冷却速度,避免焊接处快速冷却产生的裂纹、强度降低的情况,方便提高焊接处强度。
16.(3)、该一种精密金属丝栅网制造装置,设置有电动推杆和挤压头,当铺粉结束之后,可通过电动推杆带动挤压头下降,将挤压头压在焊接处表面的粉料上,即可通过挤压头将粉料压紧在焊接处,避免粉料散落,并且设置有滑动管,当外部空气流速较大时,可在铺粉的同时将挤压头下压,避免铺粉的过程中粉料飞散。
17.(4)、该一种精密金属丝栅网制造装置,设置有挤压头,可通过挤压头内部的适配模适应不同网形的金属栅网,当金属栅网的网形发生改变时,可将适配模从挤压头内部取出,更换与金属栅网的网形相同的适配模,方便适应不同网形。
附图说明
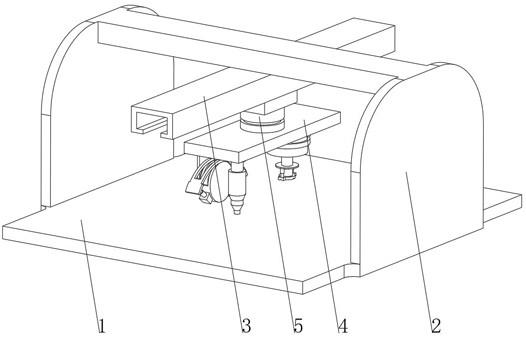
18.图1为本发明结构示意图;图2为本发明内部结构示意图;图3为本发明焊接装置结构示意图;图4为本发明固定盘结构示意图;图5为本发明铺粉装置结构示意图;图6为本发明铺粉装置内部结构示意图;图7为本发明挤压头结构示意图。
19.图中:1、工作台;2、支撑架;3、十字导轨;4、焊接装置;41、固定座;42、固定盘;43、弧形导轨;44、第一伸缩杆;45、转动盘;46、电子旋转台;47、弹性伸缩杆;48、焊枪;49、滑块;40、铺粉装置;401、储料箱;402、出料管;403、滑动管;404、挤压头;4041、挤压座;4042、挤压槽;4043、适配模;4044、适配槽;405、电动推杆;406、螺旋送料辊;407、第二伸缩杆;408、驱动电机;5、转动台。
具体实施方式
20.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
21.实施例一:请参阅图1-图4,本发明提供一种技术方案:一种精密金属丝栅网制造装置,具体包括:工作台1,该工作台1顶部固定连接有支撑架2,支撑架2顶部固定连接有十字导轨3;焊接装置4,该焊接装置4设置在工作台1上方,焊接装置4顶部通过转动台5与十字导轨3内部的电子滑块底部固定连接;
焊接装置4包括:固定座41,该固定座41底部通过支架固定连接有固定盘42,固定盘42顶部固定连接有弧形导轨43,弧形导轨43两端均固定连接有第一伸缩杆44;转动盘45,该转动盘45设置在固定盘42内部,转动盘45一侧固定连接有电子旋转台46的转动部,电子旋转台46的固定部贯穿固定盘42内壁并与固定盘42固定连接;弹性伸缩杆47,该弹性伸缩杆47一端与转动盘45侧面固定连接,弹性伸缩杆47远离转动盘45的一端贯穿固定盘42和弧形导轨43并延伸至弧形导轨43顶部;焊枪48,该焊枪48设置在固定盘42一侧,焊枪48侧面通过支架固定连接有滑块49,滑块49设置在弧形导轨43上并与弧形导轨43滑动连接,滑块49底部通过转动座与弹性伸缩杆47转动连接;铺粉装置40,该铺粉装置40设置在固定座41上并与固定座41固定连接。
22.固定座41顶部通过转动台5与十字导轨3内部的电子滑块底部固定连接,固定盘42顶部和弧形导轨43上均开设有与弹性伸缩杆47相适配的滑孔。
23.滑块49底部设置有滚轮,滑块49通过滚轮与弧形导轨43顶部滑动连接。
24.设置有焊接装置4,使用时将固定好的金属栅网放置在工作台1上,然后通过十字导轨3带动焊接装置4移动,焊接装置4移动的同时带动起内部的焊枪48移动,当焊枪48移动至焊接点位时即可对固定好的金属栅网进行焊接,焊接装置4内部设置有固定盘42和转动盘45,可通过固定盘42内部的电子旋转台46带动转动盘45转动,转动盘45通过弹性伸缩杆47带动滑块49转动,滑块49通过支架带动焊枪48转动,即可通过焊枪48对金属栅网进行多角度的焊接,方便对金属栅网进行自动焊接,节省人力,并且焊枪可转动,方便多角度焊接,能够适应不同形状的金属栅网。
25.实施例二:请参阅图1-图6,在实施例一的基础上本发明提供一种技术方案:铺粉装置40包括储料箱401,储料箱401底部连通有出料管402,出料管402内壁滑动连接有滑动管403,滑动管403底部延伸至出料管402外部并固定连接有挤压头404,挤压头404顶部两端均固定连接有电动推杆405,滑动管403内壁设置有螺旋送料辊406,螺旋送料辊406顶部延伸至储料箱401内部并固定连接有第二伸缩杆407,第二伸缩杆407顶部固定连接有驱动电机408的驱动轴,储料箱401顶部贯穿固定座41并与固定座41固定连接,驱动电机408顶部与储料箱401内壁顶部固定连接,储料箱401内部填充有生石灰,电动推杆405顶部通过支架与出料管402侧面固定连接,挤压头404上开设有与螺旋送料辊406相适配的通孔,设置有铺粉装置40,当焊接结束之后,焊枪48移动至下一焊接点位,铺粉装置40内部的驱动电机408带动螺旋送料辊406转动,螺旋送料辊406转动并带动储料箱401内部的粉料从出料管402内部排出并掉落在焊接点位处,方便将焊接点位覆盖住,降低焊接点位的冷却速度,避免焊接处快速冷却产生的裂纹、强度降低的情况,方便提高焊接处强度,并且设置有电动推杆405和挤压头404,当铺粉结束之后,可通过电动推杆405带动挤压头404下降,将挤压头404压在焊接处表面的粉料上,即可通过挤压头404将粉料压紧在焊接处,避免粉料散落,并且设置有滑动管403,当外部空气流速较大时,可在铺粉的同时将挤压头404下压,避免铺粉的过程中粉料飞散。
26.实施例三:请参阅图1-图7,在实施例一和实施例二的基础上本发明提供一种技术方案:挤压
头404包括挤压座4041,挤压座4041底部开设有挤压槽4042,挤压槽4042内壁滑动连接有适配模4043,适配模4043底部开设有适配槽4044,挤压座4041顶部与滑动管403底部固定连接,适配槽4044与金属栅网的焊接处相适配,适配模4043上开设有与螺旋送料辊406相适配的通孔,适配模4043与挤压槽4042内壁之间设置有弹性卡扣,设置有挤压头404,可通过挤压头404内部的适配模4043适应不同网形的金属栅网,当金属栅网的网形发生改变时,可将适配模4043从挤压头4042内部取出,更换与金属栅网的网形相同的适配模4043,方便适应不同网形。
27.显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域及相关领域的普通技术人员在没有作出创造性劳动的前提下所获得的所有其他实施例,都应属于本发明保护的范围。本发明中未具体描述和解释说明的结构、装置以及操作方法,如无特别说明和限定,均按照本领域的常规手段进行实施。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1