一种铣刀盘的制作方法
1.本发明涉及金属切削加工领域,尤其是涉及一种铣刀盘。
背景技术:
2.铣刀是用于铣削加工的、具有一个或多个刀齿的旋转刀具。工作时各刀齿依次间歇地切去工件的余量。铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。铣刀的类型有圆柱形铣刀、面铣刀、立铣刀、三面刃铣刀、角度铣刀、锯片铣刀、t型铣刀等。
3.面铣刀主要用于加工平面,其生产效率高,同时有多个刀齿参与切削,工作稳定性高,面铣刀分为镶齿式和可转位机夹式,可转位机夹式是将刀片用螺钉直接固定在铣刀刀体上,在加工过程中,刀片由于受到切削阻力而存在一定程度的振动,导致刀刃容易受到损坏,进而导致成本加大。
技术实现要素:
4.本发明的目的是解决铣刀盘在工作过程中刀片振动导致刀刃损坏的问题,提供了一种铣刀盘。
5.为了解决上述问题,本发明采用以下的技术方案:一种铣刀盘,包括刀盘、刀夹、第一刀片、第二刀片和第三刀片,所述刀盘外侧壁周向设置有第一刀片槽、第二刀片槽和刀夹槽,所述第一刀片沿轴向方向设置在所述第一刀片槽内,所述第二刀片沿径向方向设置在所述第二刀片槽内,所述刀夹沿轴向方向设置在所述刀夹槽内,所述刀夹远离所述刀盘轴心的一侧开设有第三刀片槽,所述第三刀片沿径向方向设置在所述第三刀片槽内。
6.上述结构中,通过所述第一刀片和所述第二刀片完成对侧面的切削,同时所述第二刀片对工件表面进行粗加工,再由所述第三刀片对工件表面进行精加工,使得铣刀盘能够更轻快的对工件表面进行加工,同时加工效果也更好。
7.在其中的一些实施例中,所述第一刀片和所述第二刀片的较短刀刃和较长刀刃连接处为圆弧形状,所述第一刀片和所述第二刀片的较长刀刃均为两端高于中间的弓形,所述第三刀片的刀刃为接近平的圆弧刀刃。
8.上述结构中,所述第一刀片和所述第二刀片的较长刀刃和较短刀刃连接处为圆弧形状,使得在切削过程中减少切削阻力,所述第一刀片和所述第二刀片的较长刀刃为两端高于中间的弓形,使得在切削过程中产生的碎屑是向中间靠拢的,方便了碎屑的排出,所述第三刀片的刀刃为接近平的圆弧刀刃,使得在切削时,是点接触于工件表面进行加工,有效降低了加工阻力,同时接近平的刀刃能够很好地对工件表面进行修光,进一步提高了加工质量。
9.在其中的一些实施例中,所述第一刀片和所述第二刀片在刀刃圆弧位置形成搭接,所述第一刀片用于切削所述刀盘侧面接触的工件部分,所述第二刀片用于切削所述刀
盘底部接触的工件部分。
10.上述结构中,由所述第一刀片和所述第二刀片共同完成对侧面的加工,侧面竖直方向和圆弧刀刃处靠近所述第一刀片刀刃的部分由所述第一刀片负责完成,圆弧刀刃处靠近所述第二刀片刀刃的部分由所述第二刀片负责完成,所述第二刀片负责完成对工件表面的粗加工。
11.在其中的一些实施例中,所述第一刀片和所述第二刀片均有4个较短刀刃和4个较长刀刃,其可转位次数为8次,所述第三刀片有4个刀刃,其可转位次数为4次。
12.上述结构中,所述第一刀片和所述第二刀片均为类长方体形状,其4个较长边设置有较长刀刃,4个较短边设置较短刀刃,所述第三刀片未类长方体形状,其4个较长边设置刀刃,上述第一刀片、第二刀片和第三刀片在加工造成刀刃磨损时,只需要改变方向安装使未磨损刀刃处于加工位置即可,具有较好的经济性能。
13.在其中的一些实施例中,所述第一刀片槽一侧设置有轴向排屑槽,所述轴向排屑槽为条状且沿所述第一刀片的长度方向延伸,所述轴向排屑槽靠近所述第一刀片的一端开口,所述轴向排屑槽远离所述第一刀片的一端为封闭状,所述第二刀片槽一侧设置有径向排屑槽,所述径向排屑槽为条状且沿所述第二刀片的长度方向延伸,所述径向排屑槽靠近所述第二刀片的一端开口,所述径向排屑槽远离所述第二刀片的一端为封闭状。
14.上述结构中,所述轴向排屑槽和所述径向排屑槽使得所述第一刀片和所述第二刀片在加工过程中产生的碎屑按照规定的位置排出,防止了碎屑飞溅和碎屑堵塞导致加工困难的问题。
15.在其中的一些实施例中,所述第一刀片靠近所述轴向排屑槽的一面和远离所述轴向排屑槽的一面上设置有第一限位槽,所述第一刀片槽远离所述轴向排屑槽的一面设置有与所述第一限位槽相配合的第一限位凸起,所述第二刀片靠近所述径向排屑槽的一面和远离所述径向排屑槽的一面上设置有第二限位槽,所述第二刀片槽远离所述径向排屑槽的一面设置有与所述第二限位槽相配合的第二限位凸起,所述第三刀片靠近所述刀夹槽的一面和远离所述刀夹槽的一面设置有第三限位凸起。
16.上述结构中,所述第一限位槽和所述第一限位凸起相配合,使得所述第一刀片的未使用刀刃和所述第一刀片槽保持距离,所述第二限位槽和所述第二限位凸起相配合,使得所述第二刀片的未使用刀刃和所述第二刀片槽保持距离,所述第三限位凸起在所述第三刀片安装于所述第三刀片槽中时抵接在所述第三刀片槽侧壁上,使得所述第三刀片的未使用刀刃和所述第三刀片槽保持距离,上述技术方案均有效防止了铣刀盘在工作过程中产生的振动导致所述第一刀片、所述第二刀片和所述第三刀片未使用刀刃损坏的问题。
17.在其中的一些实施例中,所述第一刀片槽中设置有第一空心槽和第一凹坑,所述第二刀片槽中设置有第二空心槽和第二凹坑,所述第三刀片槽中设置有第三空心槽。
18.上述结构中,所述第一空心槽设置于所述第一刀片位于所述第一刀片槽内的较短刀刃边、较长刀刃边和非刀刃边对应的区域,所述第一凹坑设置于所述第一刀片槽与所述轴向排屑槽同方向边的中间位置,对应于所述第一刀片较长刀刃的中部,所述第二空心槽设置于所述第二刀片位于所述第二刀片槽内的较短刀刃边、较长刀刃边和非刀刃边对应的区域,所述第一凹坑设置于所述第二刀片槽与所述径向排屑槽同方向边的中间位置,对应于所述第二刀片较长刀刃的中部,所述第三空心槽设置于所述第三刀片位于所述第三刀片
槽内的刀刃和较短的非刀刃边对应的区域,上述结构使得所述第一刀片、所述第二刀片和所述第三刀片的未使用刀刃与其对应的所述第一刀片槽、所述第二刀片槽和所述第三刀片槽之间存在更大的间距,进一步避免了所述第一刀片、所述第二刀片和所述第三刀片的未使用刀刃由于铣刀盘在工作过程中产生的振动导致刀刃损坏的问题。
19.在其中的一些实施例中,所述第一刀片在径向方向上半径大于所述第二刀片约0.2mm,所述第二刀片在轴向方向上高出所述第一刀片约0.15mm,所述第三刀片在径向方向上半径小于所述第二刀片约0.3mm,所述第三刀片在轴向方向上高出所述第二刀片约0.06mm。
20.上述结构中,对所述第一刀片、所述第二刀片和所述第三刀片的位置作进一步限定,其中,所述第三刀片的位置可以通过所述刀夹进行微调,保证了由所述第一刀片和所述第二刀片完成侧面加工,由第二刀片完成底面粗加工,由第三刀片完成底面精加工的完整技术方案。
21.综上所述,本发明有如下的有益效果:(1)避免了刀片振动导致刀刃损坏的问题;(2)提高了加工质量。
附图说明
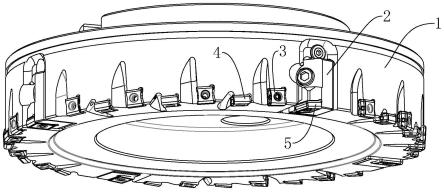
22.图1是本发明提供的一种铣刀盘的结构示意图。
23.图2是本发明提供的一种铣刀盘的刀盘的结构示意图。
24.图3是图2中a处的局部放大图。
25.图4是本发明提供的一种铣刀盘的第一刀片的结构示意图。
26.图5是本发明提供的一种铣刀盘的第二刀片的结构示意图。
27.图6是本发明提供的一种铣刀盘的第三刀片的结构示意图。
28.图7是本发明提供的一种铣刀盘的刀夹结构示意图。
29.图8是本发明提供的一种铣刀盘的第一刀片、第二刀片和第三刀片配合工作示意图。
30.图9是本发明提供的一种铣刀盘的第一刀片、第二刀片和第三刀片配合工作结构简图。
31.图10是图9中b处的局部放大图。
32.附图标记说明:1、刀盘;11、第一刀片槽;111、第一限位凸起;112、第一空心槽;113、第一凹坑;12、第二刀片槽;121、第二限位凸起;122、第二空心槽;123、第二凹坑;13、刀夹槽;14、轴向排屑槽;15、径向排屑槽;2、刀夹;21、第三刀片槽;211、第三空心槽;3、第一刀片;31、第一限位槽;4、第二刀片;41、第二限位槽;5、第三刀片;51、第三限位凸起。
具体实施方式
33.下面结合附图对本发明作进一步描述:如图1、图2、图3所示,一种铣刀盘,包括刀盘1,刀夹2、第一刀片3、第二刀片4和第三刀片5,刀盘1外侧壁周向设置有第一刀片槽11、第二刀片槽12和刀夹槽13,第一刀片3通过螺栓沿轴向方向固定连接在第一刀片槽11内,第二刀片4通过螺栓沿径向方向固定连接
在第二刀片槽12内,第一刀片3和第二刀片4完成对侧面的切削,同时第二刀片3对工件表面进行粗加工,第一刀片槽11一侧设置有轴向排屑槽14,轴向排屑槽14为条状且沿第一刀片3的长度方向延伸,轴向排屑槽14靠近第一刀片3的一端开口,轴向排屑槽14远离第一刀片3的一端为封闭状,在加工过程中,第一刀片3加工产生的碎屑从轴向排屑槽14中排出,防止了碎屑飞溅和碎屑堵塞导致加工困难的问题,第二刀片槽12一侧设置有径向排屑槽15,径向排屑槽15为条状且沿第二刀片4的长度方向延伸,径向排屑槽15靠近第二刀片4的一端开口,径向排屑槽15远离第二刀片4的一端为封闭状,在加工过程中,第二刀片4加工产生的碎屑从径向排屑槽15中排出,防止了碎屑飞溅和碎屑堵塞导致加工困难的问题,刀夹2通过螺栓沿轴向方向固定连接在刀夹槽13内,刀夹2远离刀盘1轴心的一侧开设有第三刀片槽21,第三刀片5通过螺栓沿径向方向固定连接在第三刀片槽21内,第三刀片5对工件表面进行精加工。
34.如图4、图5所示,第一刀片3和第二刀片4均为类长方体形状,其4个较长边设置有较长刀刃,4个较短边设置较短刀刃,第一刀片3和第二刀片4总共有4个较短刀刃和4个较长刀刃,其可转位次数为8次,在加工造成刀刃磨损时,只需要改变方向安装使未磨损刀刃处于加工位置即可,具有较好的经济性能,第一刀片3和第二刀片4的较短刀刃和较长刀刃连接处为圆弧形状,减少了铣刀盘在切削过程中的切削阻力,第一刀片3和第二刀片4的较长刀刃均为两端高于中间的弓形,使得在切削过程中产生的碎屑是向中间靠拢的,方便了碎屑的排出。
35.如图6所示,第三刀片5为类长方体形状,其4个较长边设置刀刃,其可转位次数为4次,在加工造成刀刃磨损时,只需要改变方向安装使未磨损刀刃处于加工位置即可,具有较好的经济性能,第三刀片5的刀刃为接近平的圆弧刀刃,使得在切削时,是点接触于工件表面进行加工,有效降低了加工阻力,同时接近平的刀刃能够很好地对工件表面进行修光,进一步提高了加工质量。
36.如图3、图4所示,第一刀片3靠近轴向排屑槽14的一面和远离轴向排屑槽14的一面上设置有第一限位槽31,第一刀片槽11远离轴向排屑槽14的一面设置有与第一限位槽31相配合的第一限位凸起111,第一刀片槽11中设置有第一空心槽112和第一凹坑113,第一空心槽112设置于第一刀片3位于第一刀片槽11内的较短刀刃边、较长刀刃边和非刀刃边对应的区域,第一凹坑113设置于第一刀片槽11与轴向排屑槽14同方向边的中间位置,对应于第一刀片3较长刀刃的中部,第一限位槽31和第一限位凸起111相配合,使得第一刀片3的未使用刀刃和第一刀片槽11保持距离,第一空心槽112和第一凹坑113进一步扩大了第一刀片3未使用刀刃与第一刀片槽11的距离,有效防止了铣刀盘在工作过程中产生的振动导致第一刀片3未使用刀刃损坏的问题。
37.如图3、图5所示,第二刀片4靠近径向排屑槽15的一面和远离径向排屑槽15的一面上设置有第二限位槽41,第二刀片槽12远离径向排屑槽15的一面设置有与第二限位槽41相配合的第二限位凸起121,第二刀片槽12中设置有第二空心槽122和第二凹坑123,第二空心槽122设置于第二刀片4位于第二刀片槽12内的较短刀刃边、较长刀刃边和非刀刃边对应的区域,第二凹坑123设置于第二刀片槽12与径向排屑槽15同方向边的中间位置,对应于第二刀片4较长刀刃的中部,第二限位槽41和第二限位凸起121相配合,使得第二刀片4的未使用刀刃和第二刀片槽12保持距离,第二空心槽122和第二凹坑123进一步扩大了第二刀片4未
使用刀刃与第二刀片槽12的距离,有效防止了铣刀盘在工作过程中产生的振动导致第二刀片4未使用刀刃损坏的问题。
38.如图6、图7所示,第三刀片5靠近刀夹槽13的一面和远离刀夹槽13的一面设置有第三限位凸起51,第三刀片槽21中设置有第三空心槽211,第三空心槽211设置于第三刀片5位于第三刀片槽21内的刀刃和较短的非刀刃边对应的区域,第三限位凸起51在第三刀片5安装于第三刀片槽21中时抵接在第三刀片槽21侧壁上,使得第三刀片5的未使用刀刃和第三刀片槽21保持距离,第三空心槽211进一步扩大了第三刀片5未使用刀刃与第三刀片槽21的距离,有效防止了铣刀盘在工作过程中产生的振动导致第三刀片5未使用刀刃损坏的问题。
39.如图8、图9、图10所示,第一刀片3和第二刀片4在刀刃圆弧位置形成搭接,第一刀片3在径向方向上半径大于第二刀片4约0.2mm,第二刀片4在轴向方向上高出第一刀片3约0.15mm,第三刀片5在径向方向上半径小于第二刀片4约0.3mm,第三刀片5在轴向方向上高出第二刀片4约0.06mm,第三刀片5的位置可以通过刀夹2进行微调,由第一刀片3和第二刀片4共同完成对侧面的加工,侧面竖直方向和圆弧刀刃处靠近第一刀片3刀刃的部分由第一刀片3负责完成,圆弧刀刃处靠近第二刀片4刀刃的部分由第二刀片4负责完成,第二刀片4负责完成对工件表面的粗加工,第三刀片5负责完成对工件表面的精加工。
40.在使用过程中,电机带动铣刀盘旋转,第一刀片3的刀刃和第二刀片4刀刃的圆弧部分用于切削刀盘1侧面接触的工件部分,第二刀片4的非圆弧部分用于对刀盘1底部接触的工件部分进行粗加工,第三刀片5对第二刀片4已进行粗加工的部分进行精加工,第一刀片3加工产生的碎屑从轴向排屑槽14中排出,第二刀片4加工产生的碎屑从径向排屑槽15中排出,第三刀片5加工产生的碎屑从刀夹槽13中排出,防止碎屑堆积影响铣刀盘正常工作。第一刀片3和第二刀片4对工件待加工表面分为轴向方向和径向方向分别加工,第一刀片3和第二刀片4各自承担原本由一个刀片承受的切削力,使得切削更加轻快,同时减少了刀片在加工时产生的振动,进而避免了由于刀片振动导致刀刃损坏的问题。
41.在刀刃完成一定工作量的时候,刀刃会产生钝化,只需要调整方向,将未使用的刀刃调整至切削位置即可,第一刀片3的4个较短刀刃均使用至钝化后可以将第一刀片3安装至第二刀片槽12作为第二刀片4使用,第二刀片4的4个较长刀刃均使用钝化后可以将第二刀片4安装至第一刀片槽11作为第一刀片3使用,因此,第一刀片3和第二刀片4可以互换位置,进一步提高了经济效能。
42.本发明主要用于对工件大平面的表面加工,因此第一刀片3和第二刀片4的加工精度要求不高,使用螺栓直接固定在刀盘1上,而第三刀片5是对工件表面的精加工,其精度要求较高,我们采用刀夹式,如果刀夹的定位面出现损伤,可以通过更换刀夹来继续使用,第一刀片3和第二刀片4采用固定刀片式,保证了在铣刀盘直径相同的情况下,齿数的密齿分布,提高了加工效率,第三刀片5采用刀夹式可调,使得第三刀片5工作刀刃和第二刀片4的工作刀刃在轴向方向上的距离可调,保证了对工件的精加工。
43.本发明显然不限于上述实施例的细节,在包括本发明的基本特征的情况下,有多种具体实施例可以实现本发明。因此,本实施例是具有示范性的,而非限制性的。任何本领域的技术人员在本发明的技术方案上所做的变化或修饰,未脱离本发明的权利要求范围的,皆涵盖在本发明的专利保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1