一种折弯机合模计算夹紧点的方法与流程
1.本发明涉及折弯机领域,特别涉及一种折弯机合模计算夹紧点的方法。
背景技术:
2.纯电伺服折弯机在安装完上模具和下模具后,往往其上模具和下模具的竖直中心线并非处于重合状态,此时一般需要控制y轴电机向下移动,使上模具和下模具相互挤压进而达到中心对齐。而在挤压过程中,往往对y轴电机及传动装置存在一定量损伤,并且该造成的损伤会影响折弯精度,因此,为了运用电机扭力限制功能,并且使其不对电机、传动装置造成影响;则合模后,需要根据当前工艺讯息,计算出理论夹紧点用于进行适当的夹紧。
3.目前,现有计算出理论夹紧点的操作方式一般是使y轴电机在满扭力下向下合模,而操作人员会通过肉眼观察是否合模到位,并且控制合模深度,进而判断是否停止合模动作。其中,对于折弯夹紧点的设定,操作人员则是一般通过控制y轴位置,使其下降到一个大概接近夹紧点的位置后,即先设定一个大概的夹紧点,再通过操作折弯板材,以校准夹紧点的具体位置。
4.然而,该合模方式与设夹紧点方法较为复杂,一般的操作人员很难将其熟练的运用,并且y轴下降过多会导致电机和传动装置损耗,从而影响了加工的效率和效果。
技术实现要素:
5.为解决上述问题,本发明提供了一种折弯机合模计算夹紧点的方法。
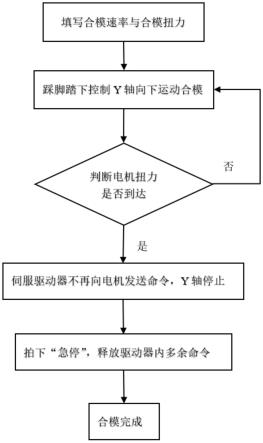
6.根据本发明的一个方面,提供了一种折弯机合模计算夹紧点的方法,包括以下步骤:
7.1)在操作台的操作界面填写设定的合模速率与合模扭力;
8.2)控制电机运作带动y轴向下运动;
9.3)系统判断电机扭力是否到达合模扭力;
10.4)判断为是,控制y轴停止运动;
11.5)释放驱动器内多余的命令;
12.6)完成合模;
13.7)并计算理论夹紧点;
14.其中,在步骤3)中,判断为否,则跳转到步骤2)。
15.本发明中的折弯机合模计算夹紧点的方法能够使操作人员精准控制折弯机y轴运动,从而不需要担心y轴下降过多而导致的电机和传动装置损耗问题,从而保证了折弯机的加工效率和效果,并且在合模后可根据当前所使用的模具等相关信息,在无需移动y轴的情况下准确的计算出夹紧点位置,极大的方便夹紧点和模具的校对。
16.在一些实施方式中,在步骤2)中,通过踩踏操作台上的踏板控制电机运作。由此,描述了操作人员控制y轴向下进行运动的具体操作方式。
17.在一些实施方式中,在步骤2)中,系统持续向伺服驱动器发送指令,再由驱动器向
电机发送指令。由此,描述了控制电机运作的具体控制方式。
18.在一些实施方式中,在步骤3)中,伺服驱动器实时监测电机的当前扭力大小。由此,伺服驱动器能够实时发现判断电机扭力到达所设的合模扭力。
19.在一些实施方式中,在步骤4)中,驱动器停止发送控制电机运作的指令。由此,描述了y轴停止运动的具体控制方式。
20.在一些实施方式中,在步骤5)中,通过拍下操作台上的“急停”按钮释放驱动器内多余的命令。由此,描述了操作人员释放驱动器内多余的命令的具体操作方式。
21.在一些实施方式中,在步骤6)中,在完成合模前,松开“急停”按钮。由此,描述了完成合模的一些步骤。
22.在一些实施方式中,在步骤7)中,夹紧点偏移量的计算公式为:
[0023][0024]
其中,b为夹紧点偏移量,ve为上模槽口宽度,r1为下模半径,a为下模倒角,t为板厚。由此,描述了计算夹紧点偏移量的具体公式。
附图说明
[0025]
图1为本发明一实施方式的一种折弯机合模计算夹紧点的方法的流程图;
[0026]
图2为图1所示一种折弯机合模计算夹紧点的操作界面图;
[0027]
图3为图1所示一种折弯机合模计算夹紧点的合模处的结构示意图。
具体实施方式
[0028]
下面结合附图对本发明作进一步详细的说明。
[0029]
图1示意性地显示了根据本发明的一种实施方式的一种折弯机合模计算夹紧点的方法的流程,图2显示了图1中的一种折弯机合模计算夹紧点的操作界面,图3显示了图1中的一种折弯机合模计算夹紧点的结构。如图1-3所示,该方法通过操作人员在操作台上配合其操作界面进行操作实现。其中,操作台的系统能够向伺服驱动器发送指令,而该伺服驱动器能够发出指令控制折弯机上连接y轴的电机的运作。
[0030]
如图1所示,该方法主要包括几个步骤,如下所述。
[0031]
第一步,在在操作台的操作界面填写需要设定的参数,主要为合模速率与合模扭力。
[0032]
如图2所示,在操作台的界面上,主要显示的有合模速率、合模扭力、保压时间、扭力补偿、暂停点位置、变速点距离、加工计数、档值y补偿、换步延时以及夹紧点补偿等参数信息,以及自动、调试、i/o监看、启动和停止等操作功能。
[0033]
在上述各参数中,至少合模速率与合模扭力这两个参数需要操作人员进行人工设定和填写。其中,合模速率指的是y轴在向下做合模动作时的运动速率百分比,其单位为%;而合模扭力指的是y轴在向下做合模动作时,电机的扭力限制千分比,其单位为
‰
,而所设定合模扭力大小不能够损伤到传动装置。
[0034]
第二步,在操作界面上操作启动加工,并控制电机运作,使其带动y轴向下运动。
[0035]
在工作台上具有踏板,并且设置通过踩踏踏板即可控制电机运作,其中,在踩踏踏板后,系统持续向伺服驱动器发送指令,再由驱动器向电机发送指令,从而控制电机,运作运作带动y轴向下运动。
[0036]
第三步,系统会自动判断电机扭力是否到达合模扭力,并且根据判断结果决定后续操作。
[0037]
伺服驱动器实时监测电机的当前扭力大小,并且系统也随之实时自动判断电机扭力是否到达设定填写的合模扭力。其中,如果判断为否,则继续第二步的控制电机运作带动y轴向下运动;如果判断为是,则进行下一步骤。
[0038]
第四步,控制y轴停止运动。
[0039]
在第三步中判断为是后,驱动器就会停止发送控制电机运作的指令,此时即使操作人员继续踩踏踏板,使系统持续向伺服驱动器发送命令,驱动器也不会对电机发送运作指令,因此y轴会停止运动。
[0040]
第五步,释放驱动器内多余的命令。其中,工作台上具有“急停”按钮,按下该按钮则能够释放驱动器内多余的命令。
[0041]
第六步,完成合模,先松开“急停”按钮,然后可以在折弯机上完成合模动作工艺。
[0042]
第七步,计算理论夹紧点。
[0043]
如图3所示,在合模动作完成后,y轴处于合模位置,此时设上模槽口宽度为ve,下模半径为r1,下模倒角为a,板厚为t,下模开口深度为h,上模到下模开口最深处的距离为δh,夹紧点偏移量为b,
[0044]
首先,计算下模开口深度h,可得:
[0045][0046]
然后,计算上模到下模开口最深处的距离δh,可得:
[0047][0048]
然后接口计算夹紧点偏移量b,可得:
[0049]
b=h-δh+l。
[0050]
综合上述各公式,即可得计算夹紧点偏移量b的具体计算公式为:
[0051][0052]
以上所述的仅是本发明的一些实施方式。对于本领域的普通技术人员来说,在不
脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1