一种钛合金航空筒形件拉深-电磁脉冲切边复合模具的制作方法
1.本发明属于机械制造技术领域,涉及一种拉深模具,特别涉及一种通过压力机一次行程完成两道工序的钛合金航空筒形件拉深-电磁脉冲切边复合模具。
背景技术:
2.机械制造零件中广泛使用拉深零件,其横截面形状可以是圆形、直角或更复杂的形状,这些零件在拉深后都需要进行切边(修编余量),拉深工序之后切边的必要性有两个原因:第一,由于毛坯材料性能各向异性;第二,装备工艺结构因素各异不均匀间隙和压力等等。而沿着由零件结构确定的复杂形线切边,需要据其形状固定、对接,现有的拉深和切边是两个独立的工序,使用两副不同模具在两台设备上独立完成,特别是制造与复杂冲压方法实施有关的切边线是复杂形状的拉深件,生产率低,成本高。
技术实现要素:
3.本发明的目的是针对现有的技术存在上述问题,提出了一种钛合金航空筒形件拉深-电磁脉冲切边复合模具。
4.本发明的目的可通过下列技术方案来实现:一种钛合金航空筒形件拉深-电磁脉冲切边复合模具,其特征在于,包括拉深凸模、压边圈、拉深凹模和切边凹模,所述拉深凸模呈柱状,且拉深凸模具有感应器,所述感应器连接电磁脉冲装置,所述切边凹模、拉深凹模和压边圈由下往上依次设置,且压边圈、拉深凹模和切边凹模分别具有用于依次穿插拉深凸模的模孔一、模孔二和模孔三,所述拉深凹模和切边凹模间隔设置,位于切边凹模顶面的模孔三沿顶端边缘制为刃口。
5.在上述的钛合金航空筒形件拉深-电磁脉冲切边复合模具中,所述拉深凸模嵌设并缠绕有磁感导线,所述磁感导线与电磁脉冲装置相连接,所述感应器为磁感导线缠绕在拉深凸模下端部位外壁面上形成的感应线圈,当筒形件拉深完成时,所述拉深凸模上的感应线圈位于拉深凹模的底面和切边凹模的顶面之间。
6.在上述的钛合金航空筒形件拉深-电磁脉冲切边复合模具中,所述拉深凸模包括柱状部和拉深头部,所述拉深模下端部位于柱状部的下端部,所述拉深模下端部的外壁面上开设有凹槽,所述感应线圈缠绕在拉深模下端部的凹槽内。
7.在上述的钛合金航空筒形件拉深-电磁脉冲切边复合模具中,所述柱状部的下端部外壁开设有线槽,所述线槽沿着柱状部的轴向设置,且线槽与凹槽相连通,所述磁感导线嵌设在线槽内,且磁感导线穿过线槽后缠绕在凹槽内。
8.在上述的钛合金航空筒形件拉深-电磁脉冲切边复合模具中,所述磁感导线呈弹簧状螺旋缠绕在凹槽内形成感应线圈,所述感应线圈的圈数为2~5圈。
9.在上述的钛合金航空筒形件拉深-电磁脉冲切边复合模具中,所述拉深凹模和切边凹模之间设置有若干个切除废边刃,所述切除废边刃的刃口竖向设置,所述切除废边刃的顶面抵靠在拉深凹模的底面上,所述切除废边刃的底面抵靠在切边凹模的顶面上。
10.在上述的钛合金航空筒形件拉深-电磁脉冲切边复合模具中,所述切边凹模包括切边模主体,所述模孔三位于切边模主体的中部,所述切除废边刃位于模孔三的外侧,且切除废边刃的刃口竖向设置。
11.在上述的钛合金航空筒形件拉深-电磁脉冲切边复合模具中,所述切除废边刃的刃口相对于拉深凸模的轴心线平行设置。
12.在上述的钛合金航空筒形件拉深-电磁脉冲切边复合模具中,所述模孔三的形状与模孔二的形状相同,且模孔三的尺寸大于模孔二的尺寸。
13.在上述的钛合金航空筒形件拉深-电磁脉冲切边复合模具中,还包括模座,所述压边圈、拉深凹模和切边凹模依次设置在模座上,所述模座具有模孔四,所述模孔四与模孔三、模孔二及模孔一相连通。
14.与现有技术相比,本发明针对复杂的钛合金航空筒形件需要通过拉深与切边两道工序及两副模具完成的缺陷,把两道工序拉深和切边合并到一个工序实现,通过设计复合模具,当毛坯在拉深结尾阶段,磁脉冲载荷加载,通过电磁脉冲装置,产生无触点作用力的特征使板材高速变形,保证切割表面高质量,可以在压力机一次行程中同时完成拉深和切边两道工序,工序更加简单,效率更高,成本更低。
附图说明
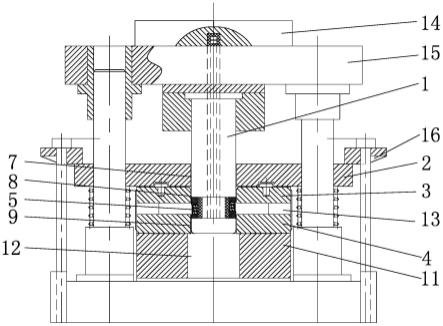
15.图1是本发明的纵截面剖视示意图。
16.图2是本发明的横截面剖视示意图。
17.图3是本发明中拉深件用钛合金板坯结构示意图。
18.图4是本发明的拉深工序步骤图一。
19.图5是本发明的拉深工序步骤图二。
20.图6是本发发中拉深后未切边半成品示意图。
21.图7是本发明的工序步骤图三。
22.图8是本发明中拉深后的筒形件毛边切除前示意图
23.图9是本发明的工序步骤图三。
24.图10是本发明切边后的成品及切除飞边示意图。
25.图11是本发明的数据模拟流程图。
26.图中,1、拉深凸模;101、柱状部;102、拉深模下端部;103、线槽;104、凹槽;2、压边圈;3、拉深凹模;4、切边凹模;5、感应器;6、电磁脉冲装置;7、模孔一;8、模孔二;9、模孔三;10、磁感导线;11、模座;12、模孔四;13、切除废边刃;14、模抦;15、上模板;16、带手柄压板;17、护罩;18、拉深件钛合金板材落料毛坯;19、拉深中的钛合金板材成形状态;20、拉深后的筒形件毛坯;21、成品;22、飞边。
具体实施方式
27.以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
28.参照图1-图10,本实施例为一种钛合金航空筒形件拉深-电磁脉冲切边复合模具,包括拉深凸模1、压边圈2、拉深凹模3和切边凹模4,拉深凸模1呈柱状,且拉深凸模1具有感
应器5,感应器5连接电磁脉冲装置6,模座11、切边凹模4、拉深凹模3和压边圈2由下往上依次设置,且压边圈2、拉深凹模3和切边凹模4分别具有用于依次穿插拉深凸模1的模孔一7、模孔二8和模孔三9,位于切边凹模4顶面的模孔三9沿顶端边缘制为刃口;拉深凹模3和切边凹模4间隔设置。
29.进一步的,拉深凸模1包括柱状部101和拉深模下端部102,拉深模下端部102位于柱状部101的底端一段,柱状部101的高度大于拉深模下端部102的高度,拉深模下端部102的外轮廓形状与模孔二8的形状相适配,且拉深模下端部102的外轮廓尺寸大于柱状部101的外轮廓尺寸。柱状部101的外壁开设有线槽103,线槽103沿着柱状部101的轴向设置,拉深模下端部102的外壁面上开设有横向环形设置的凹槽104,凹槽104为环形矩形凹槽,线槽103的底端与凹槽104相连通,磁感导线10的一端与电磁脉冲装置6相连接,磁感导线10嵌设在线槽103内,且磁感导线10穿过线槽103后弹簧状螺旋缠绕在凹槽104内形成用于构成感应器5的感应线圈,感应线圈的圈数为2~5圈。
30.进一步的,拉深凹模3和切边凹模4之间夹设有若干个切除废边刃13,切除废边刃13的个数根据实际需要进行调整,本实施例中的且切除废边刃13个数为四个,分别位于拉深凹模3和切边凹模4之间部位的四个方向上,切除废边刃13的刃口竖向设置,切除废边刃13的顶面抵靠在拉深凹模3的底面上,切除废边刃13的底面抵靠在切边凹模4的顶面上。当筒形件拉深完成后,切除废边刃13位于感应线圈的外围。
31.进一步的,模孔三9开设在切边凹模4的中心位置,各切除废边刃13环设在模孔三9的外侧,切除废边刃13的刃口相对于拉深凸模1的轴心线平行设置。
32.进一步的,模孔三9的形状与模孔二8的形状相同,且模孔三9的尺寸略大于模孔二8的尺寸,上述设计能够兼顾拉深的一般规则,要保证电磁脉冲切边废料高度不能小于5mm。
33.进一步的,还包括模座11,压边圈2、拉深凹模3和切边凹模4依次设置在模座11上,模座11具有模孔四12,模孔四12与模孔三9、模孔二8及模孔一7相连通,模孔四12的形状可以与模孔三9不同,其用于为处于切边状态的筒形件提供容置区域,同时可以减少切边凹模4的厚度,节约成本。
34.本实施例的制造使用方法如下:
35.首先,拟定技术解决办法:
36.(1)按照拉深一般规则同时兼顾电磁脉冲切边废料高度不能小于5mm,计算出毛坯椭圆形尺寸(含压边飞边);
37.(2)设计模具(如图1所示):。
38.a.用于设计模具原始数据
39.在计算机模拟基础上设计了模具,对复合工艺进行了试验研究。拟定的静-动过程毛坯应力-应变状态。在动载荷条件下(图11)研究静载荷作用下的应力-应变状态。
40.b.计算机模拟和试验能够确定典型零件(图2)最佳能量按照切边长度值l=(5~7)s0,速度、能量和其它必要条件用于设计模具参数和其它几何尺寸,见下表。
41.表1.设计复合工艺第二阶段(脉冲动载荷)必须的参数
[0042][0043]
c.拉深凸模设计:
[0044]
拉深凸模1的拉深模下端部102周边设置凹槽104(位于拉深模下端部102底端上方5mm处开始),在其中安放了截面3
×
7三圈磁感导线10,磁感导线10形成感应器,并与磁脉冲装置相连接。
[0045]
d.凹模设计:
[0046]
拉深凹模3下部装有切边凹模4,材质为冷模具钢cr12mov,热处理硬度hrc60-62。切边凹模4上设有锋利刃口,能够高速切割大量废料,刃口的切边线有各种形状,即采用不同凹模,可具有各种几何形状切边线。
[0047]
其次,具体实施过程:
[0048]
(1)选择ta1拉深件钛合金板材落料毛坯18,厚1.0mm,700-750℃退火,符合技术标准gb/t3621-1994σb=300-350mpa,δ5≥30%,按照尺寸要求落料。
[0049]
(2)将本实施例中的复合模具装在双动拉深压力机上,型号y28-400/630;将凹模下面电缆线接头与电磁脉冲装置6相连接,电磁脉冲装置6为电磁脉冲成形机:emf-20,最大能量20kj,最大放电电压20kv,电容100μf。
[0050]
(3)开动压力机,将落料拉深件钛合金板材落料毛坯18敷设到拉深凹模3上,压边圈2压住拉深件钛合金板材落料毛坯18周边,拉深前夕示意图如图4所示。
[0051]
(4)按常规拉深工件,这个拉深力属于静压力,这时工件四周带有压边飞边,与工件轴线垂直,拉深后示意图如图5所示;拉深后为切边半成品件如图6所示。
[0052]
(5)压力机滑块继续下行,使法兰状飞边推入到切边凹模3中,变成与工件周边一样平行于主轴的形状,将有法兰拉深件推入切边凹模3,使法兰与拉深件一样平行于其主轴线,如图7所示,拉深后的筒形件且毛边切除前的结构如图8所示。
[0053]
(6)给缠绕并嵌入在拉深凸模1中磁感导线供电,使感应器与电磁脉冲装置6连通。拉深凹模3处于完成状态,在拉深凹模3下部有切边模,切边模上有切除废边刃口。在拉深过程结束的瞬间,凸模继续下行一段距离(约10-20mm,可据飞边大小调整)半成品周边壁相对于切边凹模的模孔三处的刃口所必需的距离(双向0.5mm),在感应器5中产生一连串强大的磁感应脉冲,,产生的脉冲力,垂直于静力负荷的方向,从而实现在1/1000秒时间内切除飞
边,即将凸出切边凹模4刃口高度的飞边切除,切边前夕半成品如图9所示,切边后的成品21和切除毛边22示意图如图10所示。
[0054]
本实施例在拉深凹模3处于完成状态,在拉深凹模3下部设有切边凹模4,在拉深过程结束的瞬间,拉深后的筒形件毛坯20边缘相对于切边凹模4的刃口在感应器5中产生一连串磁感应脉冲,产生的电动力,垂直于静力负荷的方向,从而实现切除毛边22,磁脉冲剪切过程持续约千分之一秒,也就是说,静力拉深其时间长度可以无限短,从而实现切边工序不再需要另外配置一台压力机设备,使得两道工序用一台压力机的一个行程就能完成,极大提高生产率30%,降低成本20%,而且其加工能量精确可控、成形速度快、精度高、成形模具简单。
[0055]
本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1