一种冷库制冷系统用冷凝器翅片制造加工设备的制作方法
1.本发明涉及冷凝器制造技术领域,特别涉及一种冷库制冷系统用冷凝器翅片制造加工设备。
背景技术:
2.冷凝器是冷库制冷系统的机件,属于换热器的一种,能把气体或蒸气转变成液体,将管子中的热量迅速传到管子附近的空气中,翅片是冷凝器的散热结构,在加工时需要将翅片与冷凝器中的铜管相连接,以便于冷凝器快速散热。
3.采用现有的技术对冷凝器翅片进行组装加工时,需要将加工之后的翅片依次排列放置,然后再将连接翅片的铜管插入翅片的插孔内进行组装,但是这样的冷凝器翅片加工方式存在以下问题:1.翅片依次排列放置对齐的过程中耗费精力,同时翅片上的插孔在对齐的过程中易出现偏差导致插孔难以对齐,铜管插入不顺利,导致翅片的组装效率降低;2.在将铜管与翅片组装之后进行固定焊接时,需要人工手持u型连管与u型铜管对齐焊接,从而导致人工劳动量增加。
技术实现要素:
4.为了解决上述问题,本发明采用以下技术方案,一种冷库制冷系统用冷凝器翅片制造加工设备,包括加工台和调节架,所述加工台的上端面安装有左右对称布置的调节架,所述调节架上安装有用于对翅片进行限位的收聚机构,左右两个调节架的下端均安装有l型推板,两个l型推板上共同放置有从前向后等距离排布的翅片,加工台的上端面靠近前端处开设有滑移调节槽,滑移调节槽内通过滑移电动滑块安装有卡放机构,加工台的上端面靠近后端处开设有推移槽,推移槽内通过推移电动滑块安装有定位机构,推移槽与滑移调节槽均位于左右两个l型推板之间。
5.所述卡放机构包括支架板,所述滑移电动滑块的上端面安装有支架板,支架板上开设有从上向下等距离排布的腰型槽,腰型槽的下端面开设有下压收槽,腰型槽的下端面开设有从左向右等距离排布的暂放槽,暂放槽与翅片上的插孔一一对应,暂放槽与下压收槽相连通,腰型槽的左右两侧均开设有l型滑槽,l型滑槽的竖直段贯穿支撑架的前端面,下压收槽内滑动连接有连接座,连接座的上端面安装有从左向右均匀排布的弧形座,弧形座位于暂放槽的上方,连接座的左右两侧均安装有l型滑移杆,l型滑移杆的前端贯穿l型滑槽,上下相对应的l型滑移杆之间通过带连板相连接,l型滑移杆远离连接座的一端安装有下压电动滑块,支架板的前端面左右两侧均开设有从上向下等距离排布的下滑槽,左右两侧的下滑槽分别位于左右两侧相邻两个弧形座之间,下滑槽与下压收槽相连通,连接座的前端面安装有左右对称布置的加固板,加固板的前端贯穿下滑槽后安装有承接组件。
6.优选的,所述承接组件包括放置座,所述加固板的上端面安装有弧形结构的放置座,放置座的左右两侧通过弧形杆安装有承接座,承接座为弧形结构,且承接座的上端面与弧形座的上端面位置相对齐。
7.优选的,所述弧形座的弧形上端面滚动连接有均匀排布的减摩滚珠。
8.优选的,所述定位机构包括y型支架,所述推移电动滑块的上端面安装有y型支架,y型支架的两个竖直段前端面均安装有上下对称布置的环型座,环型座的前端面滑动连接有固定盘,固定盘的后端面开设有与环型座滑动连接的环型凹槽,固定盘的后端面与y型支架之间通过沿其周向均匀排布的挤推弹簧相连接,固定盘的前端面安装有挡环与插放柱,插放柱位于挡环内,插放柱的侧壁开设有从前向后等距离排布的连接孔,连接孔沿插放柱周向均匀排布,插放柱的前端内壁安装有伸缩弹簧杆,伸缩弹簧杆的后端安装有推送轴,推送轴的后端贯穿固定盘后与y型支架固定连接,推送轴的侧壁固定套设有从前向后等距离排布的推盘,连接孔内滑动连接有抵撑杆,前后相对应的抵撑杆上共同安装有调孔定位组件,推盘与抵撑杆之间通过铰接的推杆相连接。
9.优选的,所述调孔定位组件由匚形架与抵辊转动连接组成,抵撑杆与匚形架的竖直段固定连接。
10.优选的,所述y型支架的后端面安装有站平板。
11.优选的,所述收聚机构包括限位通槽,所述调节架上开设有上下布置的限位通槽,位于上侧的限位通槽的下端面开设有与位于下侧的限位通槽相连通的连接槽,限位通槽内滑动连接有从前向后等距离排布的限位杆,上下相对应的限位杆之间通过同步杆相连接,同步杆贯穿连接槽,左右两侧限位杆的相对面均安装有挡推板,翅片位于相邻两个挡推板之间,位于后侧的限位杆与限位槽之间固定连接,位于上侧的连接杆的上端面铰接有调节杆,相邻两个调节杆之间相铰接,位于前侧的限位杆的前端面安装有推送电动滑块。
12.优选的,所述调节架的下端面开设有存放槽,l型推板的竖直段位于存放槽内,加工台的上端面开设有左右对称布置的整理槽,整理槽位于l型推板的下方,整理槽通过平推电动滑块与l型推板的下端面相连接。
13.优选的,所述l型推板的水平段上端面开设有安装槽,安装槽的前后两端面之间转动连接有从左向右等距离排布的滚动辊。
14.优选的,所述挡环的前端面安装有环型橡胶垫。
15.本发明的有益效果在于:1.本发明所设计的一种冷库制冷系统用冷凝器翅片制造加工设备,所采用的收聚机构与定位机构相配合,在方便翅片排列放置的同时可将翅片之间的插孔相对齐,以方便铜管快速的插入排列之后的翅片插孔内,从而提高了翅片的组装效率,同时在翅片上的u型铜管插放完成之后,可将u型连管放置在卡放机构上,以便于操作人员将组装的翅片通过u型连管与u型铜管连接固定,避免了手持u型连管增加人工劳动量的问题。
16.2.本发明中的抵辊通过抵推支撑将前后相对应的翅片插孔对齐,以便于u型铜管顺利的插入翅片的插孔内,从而提高了翅片的组装效率,避免了多次调节插入导致组装效率低的问题。
17.3.本发明中的收聚机构可将翅片从前向后依次相抵紧,通过挡推板的推动将翅片挤推在一起,避免了在组装翅片时需要逐一对翅片进行抵放的问题,使用收聚机构时,只需将翅片放置在左右两侧前后相邻的挡推板之间,从而提高了翅片放置的效率。
附图说明
18.下面结合附图和实施例对本发明进一步说明。
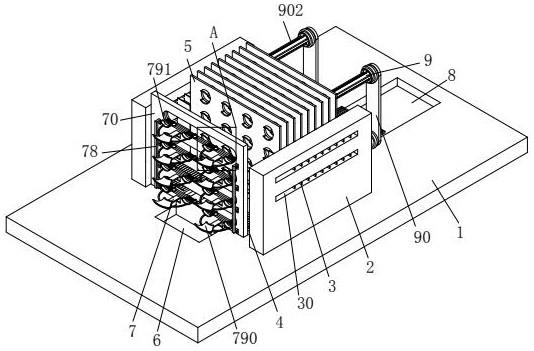
19.图1是本发明的第一立体结构示意图。
20.图2是本发明图1的a处放大图。
21.图3是本发明的第二立体结构示意图。
22.图4是本发明的俯视图。
23.图5是本发明图4的b-b向剖视图。
24.图6是本发明定位机构的俯向剖视图。
25.图7是本发明图6的c处放大图。
26.图8是本发明收聚机构的俯向剖视图。
27.图9是本发明收聚机构的主方向局部剖视图。
28.图10是本发明翅片、u型铜管与u型连管的结构示意图。
29.图中:1、加工台;2、调节架;3、收聚机构;30、限位通槽;31、限位杆;32、同步杆;33、挡推板;34、调节杆;4、l型推板;40、存放槽;41、整理槽;42、滚动辊;5、翅片;6、滑移调节槽;7、卡放机构;70、支架板;71、腰型槽;72、下压收槽;73、连接座;74、弧形座;75、l型滑移杆;76、下滑槽;77、加固板;78、带连板;79、承接组件;790、放置座;791、承接座;792、减摩滚珠;8、推移槽;9、定位机构;90、y型支架;91、环型座;92、固定盘;93、挤推弹簧;94、挡环;940、环型橡胶垫;95、插放柱;96、伸缩弹簧杆;97、推送轴;98、推盘;99、抵撑杆;901、匚形架;902、抵辊;910、站平板。
具体实施方式
30.以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
31.参阅图1,一种冷库制冷系统用冷凝器翅片制造加工设备,包括加工台1和调节架2,所述加工台1的上端面安装有左右对称布置的调节架2,所述调节架2上安装有用于对翅片5进行限位的收聚机构3,左右两个调节架2的下端均安装有l型推板4,两个l型推板4上共同放置有从前向后等距离排布的翅片5,加工台1的上端面靠近前端处开设有滑移调节槽6,滑移调节槽6内通过滑移电动滑块安装有卡放机构7,加工台1的上端面靠近后端处开设有推移槽8,推移槽8内通过推移电动滑块安装有定位机构9,推移槽8与滑移调节槽6均位于左右两个l型推板4之间。
32.参阅图9,所述调节架2的下端面开设有存放槽40,l型推板4的竖直段位于存放槽40内,加工台1的上端面开设有左右对称布置的整理槽41,整理槽41位于l型推板4的下方,整理槽41通过平推电动滑块与l型推板4的下端面相连接,在翅片5放置完成之后,通过平推电动滑块带动两侧的l型推板4向翅片5移动,从而将翅片5整理对齐,便于u型铜管插入翅片5的插孔内组装。
33.参阅图9,所述l型推板4的水平段上端面开设有安装槽,安装槽的前后两端面之间转动连接有从左向右等距离排布的滚动辊42,滚动辊42用于减小翅片5与l型推板4之间的摩擦力。
34.参阅图8与图9,所述收聚机构3包括限位通槽30,所述调节架2上开设有上下布置
的限位通槽30,位于上侧的限位通槽30的下端面开设有与位于下侧的限位通槽30相连通的连接槽,限位通槽30内滑动连接有从前向后等距离排布的限位杆31,上下相对应的限位杆31之间通过同步杆32相连接,同步杆32贯穿连接槽,左右两侧限位杆31的相对面均安装有挡推板33,翅片5位于相邻两个挡推板33之间,位于后侧的限位杆31与限位槽之间固定连接,位于上侧的连接杆的上端面铰接有调节杆34,相邻两个调节杆34之间相铰接,位于前侧的限位杆31的前端面安装有推送电动滑块。
35.翅片5从上侧放入左右两侧前后相邻的挡推板33之间,挡推板33对翅片5进行限位,当翅片5全部放入之后,通过推送电动滑块推动前侧的限位杆31向后移动,此时,限位杆31在调节杆34的连接作用下全部向后移动,限位杆31在移动的过程中带动挡推板33推动翅片5向后移动,直至从前向后等距离排布的翅片5相抵紧,通过挡推板33的推动将翅片5挤推在一起,避免了在组装翅片5时需要逐一对翅片5进行抵放的繁琐问题,使用收聚机构3时,只需将将翅片5放置在左右两侧前后相邻的两个挡推板33之间即可,从而提高了翅片5放置的效率。
36.参阅图6与图7,所述定位机构9包括y型支架90,所述推移电动滑块的上端面安装有y型支架90,y型支架90的两个竖直段前端面均安装有上下对称布置的环型座91,环型座91的前端面滑动连接有固定盘92,固定盘92的后端面开设有与环型座91滑动连接的环型凹槽,固定盘92的后端面与y型支架90之间通过沿其周向均匀排布的挤推弹簧93相连接,固定盘92的前端面安装有挡环94与插放柱95,插放柱95位于挡环94内,插放柱95的侧壁开设有从前向后等距离排布的连接孔,连接孔沿插放柱95周向均匀排布,插放柱95的前端内壁安装有伸缩弹簧杆96,伸缩弹簧杆96的后端安装有推送轴97,推送轴97的后端贯穿固定盘92后与y型支架90固定连接,推送轴97的侧壁固定套设有从前向后等距离排布的推盘98,连接孔内滑动连接有抵撑杆99,前后相对应的抵撑杆99上共同安装有调孔定位组件,推盘98与抵撑杆99之间通过铰接的推杆相连接。
37.参阅图7,所述调孔定位组件由匚形架901与抵辊902转动连接组成,抵撑杆99与匚形架901的竖直段固定连接。
38.通过推移电动滑块推动y型支架90向前移动,使得插放柱95插入翅片5的插孔内,当挡环94与后侧的翅片5抵紧时,y型支架90挤压挤推弹簧93使得环型座91向环型凹槽内移动,同时y型支架90推动与其相连接的推送轴97向前移动并挤压伸缩弹簧杆96收缩,同时推送轴97带动推盘98向前移动,在推盘98向前移动的过程中通过推杆与抵撑杆99推动匚形架901撑开,直至抵辊902与翅片5插孔的内壁相抵紧,通过抵辊902的抵推支撑将前后相对应的翅片5插孔对齐,以便于u型铜管顺利的插入翅片5的插孔内,从而提高了翅片5的组装效率,避免了多次调节插入导致组装效率低的问题,同时通过抵辊902与翅片5的插孔接触,从而减小插孔与抵辊902之间的接触面积,不易出现卡死现象,便于对翅片5进行调节。
39.参阅图6,所述挡环94的前端面安装有环型橡胶垫940,环型橡胶垫940用于减小挡环94对翅片5侧壁的挤压损伤力。
40.参阅图1、图2、图4与图5,所述卡放机构7包括支架板70,所述滑移电动滑块的上端面安装有支架板70,支架板70上开设有从上向下等距离排布的腰型槽71,腰型槽71的下端面开设有下压收槽72,腰型槽71的下端面开设有从左向右等距离排布的暂放槽,暂放槽与翅片5上的插孔一一对应,暂放槽与下压收槽72相连通,腰型槽71的左右两侧均开设有l型
滑槽,l型滑槽的竖直段贯穿支撑架的前端面,下压收槽72内滑动连接有连接座73,连接座73的上端面安装有从左向右均匀排布的弧形座74,弧形座74位于暂放槽的上方,连接座73的左右两侧均安装有l型滑移杆75,l型滑移杆75的前端贯穿l型滑槽,上下相对应的l型滑移杆75之间通过带连板78相连接,l型滑移杆75远离连接座73的一端安装有下压电动滑块,支架板70的前端面左右两侧均开设有从上向下等距离排布的下滑槽76,左右两侧的下滑槽76分别位于左右两侧相邻两个弧形座74之间,下滑槽76与下压收槽72相连通,连接座73的前端面安装有左右对称布置的加固板77,加固板77的前端贯穿下滑槽76后安装有承接组件79。
41.参阅图2与图10,所述承接组件79包括放置座790,所述加固板77的上端面安装有弧形结构的放置座790,放置座790的左右两侧通过弧形杆安装有承接座791,承接座791为弧形结构,且承接座791的上端面与弧形座74的上端面位置相对齐。
42.u型铜管的两个竖直段前端贯穿翅片5的插孔后放置在弧形座74上,弧形座74对u型铜管的前端进行支撑,当u型铜管全部插入翅片5的插孔内之后,将u型连管依次放置在放置座790上,而放置座790两侧的承接座791对u型连管的两个竖直段进行支撑,放置之后u型连管与u型铜管的前侧对齐,以便于将u型铜管的前端与u型连管固定焊接,避免了手持u型连管增加人工劳动量的问题,当u型铜管的前端与u型连管固定焊接之后,启动下压电动滑块,下压电动滑块推动与其相连接的l型滑移杆75与连接座73同步向下移动,同时l型滑移杆75在带连板78的连接作用推动下侧的连接座73同步向下移动,连接座73在向下移动的过程中带动弧形座74与承接座791向下移动,从而使得承接座791、放置座790与弧形座74均不再对固定之后的u型铜管进行支撑,然后支架板70向前移动,以便于将连接组装固定之后的冷凝器翅片5与铜管取出。
43.参阅图2,所述弧形座74的弧形上端面滚动连接有均匀排布的减摩滚珠792,减摩滚珠792用于减小u型铜管与弧形座74之间的摩擦力。
44.参阅图3,所述y型支架90的后端面安装有站平板910,站平板910便于操作人员站立在其上端将u型铜管插入翅片5的插孔内。
45.具体工作时,将翅片5依次放置在左右两个l型推板4之间,当翅片5全部放置完成之后,通过左右两个l型推板4推动翅片5的左右两侧,对翅片5进行整理,之后再通过收聚机构3将翅片5全部向后推动,直至相邻两个翅片5相抵紧,之后启动推移电动滑块,通过推移电动滑块带动定位机构9向前移动,定位机构9上的插放柱95插入翅片5四个边角处的插孔内,并且从内对翅片5的插孔进行统一支撑,使得前后翅片5上的插孔全部对齐,以便于铜管快速准确的插入插孔内,从而提高了冷凝器翅片5的组装效率,然后通过滑移电动滑块推动卡放机构7向后移动,直至卡放机构7与前侧的翅片5紧贴,接着将u型结构的铜管从翅片5的后侧插入,u型铜管插入翅片5中间的左右相邻的插孔内,从而使得翅片5位置得到限位,之后再通过推移电动滑块带动定位机构9向后移动,将插放柱95从翅片5的插孔内取出,再将另外的u型结构的铜管插入翅片5另外两个相邻的插孔内,最后将连接u型铜管的u型连管放置在卡放机构7上,以便于u型铜管与u型连管进行固定连接。
46.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员
可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1