陀螺电机动压气浮轴承转子盖的定位夹具及加工方法与流程
1.本发明涉及陀螺电机动压气浮轴承转子盖的精密车削定位夹具及加工方法,具体涉及一种台阶止口外圆和高精度凹球面反向分布且具有很高同轴度要求的薄壁零件的精密车削定位夹具及加工方法。
背景技术:
2.三浮陀螺和二浮陀螺是高精度、长寿命的小型机电陀螺仪,主要应用于空间站、卫星、飞船等惯性导航与制导领域,动压气浮轴承陀螺电机是三浮陀螺和二浮陀螺的“心脏”,对三浮陀螺性能和寿命起着至关重要的作用。陀螺电机中动压气浮轴承是关键结构件,陀螺电机通过30000rpm高速旋转所产生的动压效应使得动压气浮轴承转动部分(转子盖)和静止部分(凸半球)被0.002mm左右的气膜间隙所隔离,使得轴承间隙配合面无接触磨损、振动和噪声低。而其高速运转时气膜间隙仅0.002mm左右(人的头发丝直径一般在0.1mm左右,配合间隙精度0.002mm,约为头发丝直径的2%),在如此微小的间隙下要实现轴承的无接触高速运转,要保证动压气浮轴承具有较强的刚度,动压气浮轴承零件的尺寸和形位精度是至关重要的。半球型动压气浮轴承由两对转子盖(凹半球)和凸半球组成,凹半球/凸半球具有亚微米级的尺寸和形位精度,球面表面粗糙度达ra0.012μm,凹半球/凸半球的球径差就是轴承气膜间隙。
3.某动压陀螺电机转子盖为半球型动压气浮轴承偶件中的凹半球零件,如图1所示,采用不锈钢材料,其结构为一端为带有高精密凹球面、另一端为与凹球面具有高精度同轴度要求的台阶外圆,凹球面b的球度0.3μm,表面粗糙度ra0.012μm;右端外圆面d对凹球面b的同轴度φ0.002mm,与右端面a的垂直度0.002mm,右法兰面e对右端面a的平行度0.002mm,右端外圆面d及右法兰面e的表面粗糙度要求为ra0.2
µ
m。左端面c、右端面a的平行度0.001mm。
4.转子盖的加工难点在于凹球面和台阶外圆同轴度等尺寸和形位精度要求高,但是由于两者是反向分布,因此无法在一次定位装夹中同时进行这两种结构面形的加工。
5.所以有两种加工方法:第一种加工方法是先加工右端外圆面d和右法兰面e,并以右端外圆面d和右法兰面e定位,研磨凹球面b。但是这种加工方法,凹球面b与右端外圆面d很难达到φ0.002mm的同轴度要求。
6.第二种加工方法就是先加工凹球面b、左端面c、右端面a都达到图纸精度要求,然后以凹球面b定位和右端面a定位,加工右端外圆面d和右法兰面e。采用这种方法的球面定位难度大,定位精度不易保证,如果定位夹具设计不合理或夹具加工精度达不到高精度要求,则加工找正时间长,加工效率低,所加工转子盖的同轴度和平行度较差,而且转子盖凹球面b与夹具配合凸球面都是光滑表面,在装夹定位安装和加工过程中易产生相互转动而造成转子盖凹球面b的划伤;同时由于转子盖的薄壁结构刚性较低、车削时转子盖易变形并产生振动,使得加工形位精度和表面粗糙度难以保证,加工合格率低。
7.中国专利cn112171347a虽然提出了一种用于球面零件加工的定位夹具,但是其针对的是对凸球面零件的加工,不是本发明所希望的对凹球面零件的加工。
技术实现要素:
8.为了解决现有陀螺电机动压气浮轴承转子盖精密加工的定位夹具设计不合理,定位精度差,加工过程找正时间长、加工效率低,以及转子盖凹球面与夹具定位面配合不合理造成转子盖与球面定位芯轴相对转动造成的凹球面压伤、划伤等问题,本发明提供一种陀螺电机动压气浮轴承转子盖的定位夹具及加工方法。
9.本发明的具体技术方案是:一种陀螺电机动压气浮轴承转子盖的定位夹具,其特殊之处是,包括球面定位芯轴、定位套环、第二平键、压紧螺母、减振垫、背向支撑座、定位销、第一平键和锁紧螺母;所述球面定位芯轴为两端面设置有顶尖孔的台阶轴,自左至右包括依次设置的装夹段、大螺纹段、第二导向圆柱段、球面定位段、球台端面、第一导向圆柱段和小螺纹段;所述装夹段用于安装车床的拨叉;所述大螺纹段和小螺纹段设有细牙外螺纹;所述球面定位段为带状凸球面;所述第二导向圆柱段上设有第四键槽,所述第一导向圆柱段上设有第一键槽;所述定位套环为两端设置有端面凹槽的圆环,其内孔设有定位孔以及第二键槽;所述背向支撑座为设有内台阶孔的圆环,其内台阶孔左端的小径段设有第三键槽,右端的大径段的右端面为定位端面,定位端面设有与轴线平行的小销孔;所述减振垫为两端是平面形状的非金属材料圆环,其内外圆直径分别与背向支撑座定位端面的内外圆直径相匹配,在其环形端面设有轴向小圆孔;所述定位销依次穿过小销孔、小圆孔和转子盖法兰面上个安装孔中的任意一个小内孔;所述球面定位芯轴的球面定位段与转子盖凹球面配合定位;所述压紧螺母与球面定位芯轴的小螺纹段螺纹连接,用于将定位套环左侧环形端面与转子盖右端面压紧;所述锁紧螺母与大螺纹段螺纹连接,用于通过背向支撑座将减振垫与转子盖左法兰面压紧;所述第一平键设置在第二导向圆柱段的第四键槽与背向支撑座的第三键槽之间;所述第二平键设置在第一导向圆柱段的第一键槽与定位套环的第二键槽之间。
10.上述定位夹具还可包括设置在定位套环的定位孔中部的内孔环槽;所述定位销为台阶圆柱形,其小圆柱段为定位轴段,定位轴段的右端部分设有2处对称分布的小台面,在大圆柱段侧面设有与小台面平行的扁平面。
11.上述球面定位段的大端圆截面直径为其球径的93%-97%,所述球面定位段的小端圆截面直径为其球径的73%-77%;所述球面定位段的球径与被加工转子盖凹球面球径的差值不大于0.005mm。
12.上述定位夹具还可包括防松螺母;所述压紧螺母和防松螺母共同与球面定位芯轴的小螺纹段螺纹连接。
13.上述定位夹具还可包括设置在第二导向圆柱段和球面定位段之间的环槽段;所述球面定位段的两端均设有圆角段。
14.上述球面定位芯轴上球面定位段对球面定位芯轴两端顶尖孔锥面公共轴线的跳动度不大于0.001mm;所述球面定位芯轴上第一导向圆柱段和第二导向圆柱段分别对球面定位芯轴两端顶尖孔锥面公共轴线的同轴度不大于0.002mm。
15.一种陀螺电机动压气浮轴承转子盖的加工方法,包括以下步骤:
步骤一、转子盖的第一步加工:先加工转子盖的所有尺寸并进行淬火热处理和去应力稳定处理,再将转子盖的左右两端面和凹球面进行研磨,达到设计图样尺寸和表面粗糙度要求;要求所述转子盖右端外圆面及右法兰面处留0.2mm-0.4mm的加工余量;步骤二、加工系列球面定位芯轴:依据设计图样规定的转子盖凹球面球径的公差范围,按照设定的球径间隔分别加工不同球面定位段球径的系列球面定位芯轴;所述设定的球径间隔为0.005mm;步骤三、加工定位套环和背向支撑座加工定位套环,再将小垫环、第二平键和定位套环以及螺母安装在任一球面定位芯轴上,其中小垫环位于球台端面和定位套环之间;然后将该球面定位芯轴在机床上安装定位,分别磨削定位套环的两个环形端面,完成定位套环的精加工;加工背向支撑座,再将锁紧螺母、第一平键、背向支撑座、大垫环、定位套环、第二平键和压紧螺母安装在所选择的球面定位芯轴上,其中大垫环位于背向支撑座和定位套环之间;然后将所选择的球面定位芯轴在机床上安装定位,磨削背向支撑座的定位端面,完成背向支撑座定位端面的精加工:步骤四、选择合适的球面定位芯轴:根据待加工转子盖凹球面球径,在所述系列球面定位芯轴中选择合适的球面定位芯轴,保证球面定位段的球径与转子盖凹球面球径的配合差值不大于0.005mm;步骤五、转子盖的第二步加工:5.1)通过定位环套将转子盖固定在球面定位段上;5.2)通过锁紧螺母推动背向支撑座压紧减振垫,使其与转子盖的左法兰面完全贴紧;5.3)在机床上安装定位球面定位芯轴,车削转子盖的右端外圆面及右法兰面;步骤六、将转子盖从球面定位芯轴上取下,完成转子盖的精密加工。
16.上述步骤二中加工球面定位芯轴的步骤包括:2.1)加工球面定位芯轴,要求各定位面和螺纹部分留加工余量;2.2)精研球面定位芯轴两端的顶尖孔;2.3)磨削第一导向圆柱段和第二导向圆柱段,要求分别与定位套环的定位孔和背向支撑座的小径段配合加工;2.4)磨削大螺纹段和小螺纹段的细牙螺纹;2.5)精密车削并研抛球面定位段。
17.上述步骤五具体为:5.1)将转子盖安装在球面定位段上,然后将第二平键安装在第一导向圆柱段的第二键槽内,再将定位环套安装在第一导向圆柱段上;接着拧上压紧螺母和防松螺母,通过定位环套将转子盖固定在球面定位段上;5.2)将第一平键安装在第二导向圆柱段的第四键槽中,然后将减振垫安装在转子盖的左法兰面处,并将减振垫上的小圆孔与转子盖法兰面上个6安装孔中的任意一个小内孔对正,再将背向支撑座安装在第二导向圆柱段上,并将定位销插入背向支撑座的小销孔中,要求定位销穿过减振垫的小圆孔和转子盖法兰面上的一个小内孔;接着将锁紧螺母旋
装在大螺纹段上,旋转锁紧螺母推动背向支撑座滑动并压紧减振垫,并使减振垫与转子盖的左法兰面完全贴紧;5.3)在机床上采用两顶尖定位装夹方式安装定位球面定位芯轴,使得球面定位芯轴能够灵活转动;采用超硬刀具车削转子盖右端外圆面及右法兰面,保证转子盖右端外圆面对球面定位芯轴公共轴线的同轴度,以及转子盖的右法兰面对球面定位芯轴公共轴线的垂直度。
18.上述加工方法,还可包括步骤七:重复步骤四、步骤五和步骤六,直至完成所有转子盖的精密加工。
19.本发明的有益效果:1、本发明定位夹具由球面定位芯轴、定位套环、压紧螺母、防松螺母、第一平键和第二平键、背向支撑座、减振垫和锁紧螺母,组装连接后可以实现转子盖6个自由度的精密定位与夹紧。球面定位芯轴为本定位夹具的夹具本体及连接体,其球面定位段为转子盖安装的主定位面,限制了转子盖在x、y、z三个方向的3个移动自由度,定位套环端面是本定位夹具的次定位面,其限制转子盖y方向、z方向的2个转动自由度,零件定位6个自由度中剩余1个绕x方向的转动自由度通过在背向支撑座上小销孔和转子盖法兰面上任一小内孔对正并插入定位销的方法进行限定。
20.2、本发明定位夹具由于在球面定位芯轴的外圆柱面上以及定位套环和背向支撑座的内圆柱面上分别设置了轴向键槽,并通过安装在其中的平键,使得定位套环和背向支撑座在球面定位芯轴上只能进行轴向滑动,无法进行绕轴线的转动,这样压紧螺母和锁紧螺母旋入过程不会带动定位套环或背向支撑座发生转动,解决了原来因旋转压紧螺母和锁紧螺母传递给定位套环和背向支撑座带动转子盖相对球面定位芯轴所产生的相对转动而造成的转子盖上高精度和高表面粗糙度要求的凹球面划伤问题。
21.3、本发明定位夹具的背向支撑座与转子盖之间采用尼龙等非金属材料的减振垫,通过压紧使得减振垫产生微量变形补偿转子盖左法兰面f形位精度不高的不利影响,能够完全与转子盖左法兰面f贴合,起到增大转子盖刚性和减振作用,有效解决了现在因没有背向支撑薄壁转子盖加工时产生让刀变形和振动而影响加工精度和表面粗糙度的问题,同时采用尼龙材料的减振垫可以增大转子盖左法兰面f与背向支撑座定位端面的静摩擦力,同时通过在背向支撑座定位端面小销孔与转子盖法兰面任一小内孔对正插入定位销的方法,可以防止转子盖外圆和端面在车削加工时因其与球面定位芯轴产生相对转动而造成的转子盖凹球面损伤的问题发生。
22.4、本发明定位夹具及加工方法中采用设计、加工和测量的基准统一原则和夹具定位零件的组合加工方法以及配合加工方法,较好的保证了转子盖的加工精度。(1)即球面定位芯轴上球面定位段、第一导向圆柱段和第二导向圆柱段、大螺纹段、小螺纹段,定位套环的左右两侧定位端面的组合加工,背向支撑座的定位面的组合加工,转子盖的外圆面d和右法兰面e,以上这些都是以球面定位芯轴上两端顶尖孔为定位基准进行设计、加工和检测的;(2)定位套环的定位孔与球面定位芯轴的第二导向圆柱段和背向支撑座都采用一对一配合加工,保证其配合间隙不大于0.002mm;(3)采用将定位套环和背向支撑座分别安装在球面定位芯轴上进行其定位面的组合加工,确保了定位面的与球面定位芯轴顶尖孔锥面轴线的垂直度精度要求,实现了转子盖在球面定位芯轴上的高精度定位安装,如果这两个零
件的定位面在零件状态已加工完成,然后安装在球面定位芯轴上,是难以达到0.001mm的定位精度的。
23.5、本发明与cn112171347a相比,具有如下特点:(1)本发明针对的被加工转子盖其形状结构更复杂使得零件定位装夹难度更大,薄壁刚性差使得零件易变形;同时,被加工转子盖的外圆及端面在定位球面的外侧更大直径处,因此加工时转子盖更易与球面定位芯轴产生相对转动而造成转子盖凹球面的划伤;(2)cn112171347a中的定位夹具凹球面的曲率半径与凸半球的半径相适配,并没有具体说明两者球面的配合部位与接触面尺寸,是何种配合,也没有具体的配合精度数值。本发明则明确说明了球面定位芯轴上的球面定位段与转子盖凹球面的具体配合部位;(3)本发明所述球面定位芯轴上的第二导向圆柱段与定位套环上的定位孔采用研磨配加工方法以保证可轴向滑动的微小配合间隙;并采用球面定位芯轴与定位套环进行装配的组合加工方法,保证定位套环的两个环形定位端面与球面定位芯轴的两个顶尖孔定位锥面公共轴线具有0.001mm的垂直度要求,进而保证所安装转子盖的定位精度以及加工后的形位精度要求;(4)本发明在球面定位芯轴上安装背向支撑座、减振垫和锁紧螺母进行反向的辅助支撑,起到提高转子盖的刚度,解决了转子盖在加工时因变形、振动而影响加工精度的技术问题;(5),通过在背向支撑座定位端面小销孔与转子盖法兰面任一小内孔对正插入定位销的方法,实现了转子盖绕其轴线转动自由度等全部6个自由度的完全限定,解决了回转体零件车削加工通常只能限定5个自由度的难题,也解决了转子盖由于其它的定位和压紧面都是光滑表面而在加工时易出现相对球面定位芯轴的相对转动造成转子盖凹球面划伤的问题。
附图说明
24.图1为某陀螺电机动压气浮轴承转子盖的结构示意图;图2为本发明陀螺电机动压气浮轴承转子盖定位夹具的装配结构示意图;图3为本发明中球面定位芯轴的结构剖视图;图4为本发明中定位套环的结构示意图;其中,图4(a)为右视图,图4(b)为剖视图;图5为本发明中背向支撑座的结构示意图;其中,图5(a)为右视图,图5(b)为剖视图;图6 为本发明中减振垫的结构示意图;其中,图6(a)为剖视图,图6(b)为左视图;图7为本发明中定位销的结构示意图;其中,图7(a)为右视图,图7(b)为主视图;图7(c)为俯视图;图8为本发明中定位套环端面磨削工步的加工示意图;图9为本发明中背向支撑座端面磨削工步的加工示意图;图10为现有球面定位芯轴与转子盖的球面配合定位示意图;图11为本发明中球面定位芯轴与转子盖的球面配合定位示意图;图12为本发明中球面定位芯轴及球径选择后与转子盖的球面配合定位示意图。
25.附图标记如下:1-球面定位芯轴、2-转子盖、3-定位套环、4-压紧螺母、5-第二平键、6-减振垫、7-背向支撑座、8-第一平键、9-锁紧螺母、10-顶尖孔、11-装夹段、12-大螺纹段、13-第二导向圆柱段、14-环槽段、15-球面定位段、16-圆角段、17-球台端面、18-第一导向圆柱段、19-第一键槽、20-小螺纹段、21-定位孔、22-环形端面、23-端面凹槽、24-内孔环
槽、25-第二键槽、26-外圆柱、27-小径段、28-大径段、29-第三键槽、30-定位端面、31-小垫环、32-螺母、33-大垫环,34-防松螺母、35-定位销、36-小销孔、37-小圆孔、38-扁平面、39-第四键槽、40-定位轴段、41-小台面、a-右端面、b-凹球面、c-左端面、d-右端外圆面、e-右法兰面、f-左法兰面、g-小内孔、h-内孔。
具体实施方式
26.参见图2至图7,陀螺电机动压气浮轴承转子盖定位夹具,包括球面定位芯轴1、定位套环3、第二平键5、压紧螺母4、防松螺母34、减振垫6、定位销35、背向支撑座7、第一平键8和锁紧螺母9;球面定位芯轴1为同轴配置的台阶状,包括依次设置装夹段11、大螺纹段12、第二导向圆柱段13、第四键槽39、环槽段14、球面定位段15、球台端面17、第一导向圆柱段18、第一键槽19和小螺纹段20;在球面定位芯轴1两端加工有高精度的顶尖孔10,用于在机床上采用两顶尖的定位方式;装夹段11用于安装拨叉以通过机床主轴带动球面定位芯轴1的旋转;大螺纹段12设有细牙外螺纹;环槽段14用于分隔第二导向圆柱段13与球面定位段15,其直径尺寸小于球面定位段15大端直径;球面定位段15为带状凸球面,与转子盖2凹球面采用精密配合定位,并且通过设定球台端面17直径,确保球面定位段15与所安装的转子盖的右端小径部分球面不接触;球面定位段15分别与其两端面的连接处通过圆角段16圆弧光滑连接,以避免此处棱边对安装其上的转子盖凹球面造成损伤;第一导向圆柱段18的直径尽可能大以提高定位夹具刚度,但必须保证其与转子盖内孔h有不小于0.02mm的间隙,以避免因其间隙过小而影响转子盖凹球面与球面定位芯轴球面定位段15的球面定位;在第二导向圆柱段13和第一导向段18的中部分别设有第四键槽39和第一键槽19,用于安装第一平键8和第二平键5,以限制安装在其上的背向支撑座7和安装套环3产生绕球面定位芯轴轴线的转动;球面定位芯轴1右端为小螺纹段20,设有细牙外螺纹。
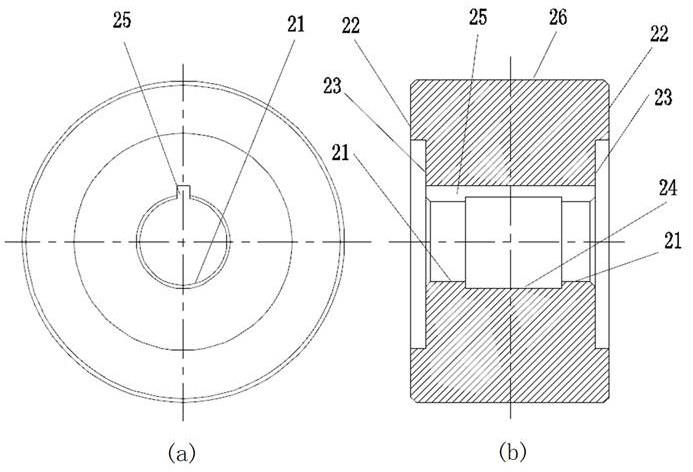
27.定位套环3为两端凹陷的圆环状;定位套环外圆柱26内设有定位孔21、内孔环槽24,两个环形端面22上设有端面凹槽23,其中定位孔21的圆柱度0.001mm,表面粗糙度ra0.1μm,与所述球面定位芯轴1为精密滑动的微小间隙配合,配合间隙小于0.002mm。在定位孔21的中间位置设有内径尺寸略大的内孔环槽24,其作用是减小定位面积,有利于提高定位孔21的定位精度;定位孔21的长度尺寸值应保证不小于其孔径尺寸的2倍,以保证定位精度的稳定可靠;定位套环3两端面对定位孔21的垂直度0.002mm;定位孔21上设轴向的第二键槽25,第二键槽25宽度尺寸大于第二平键5的宽度尺寸,为不大于0.01mm间隙配合;其外径尺寸应小于转子盖右端外圆面d。
28.背向支撑座7为设有内台阶孔的圆环,内台阶孔的小径段27与球面定位芯轴1的第二导向圆柱段13为配合间隙不大于0.002mm的小间隙配合;小径段27设有轴向直通的第三键槽29,第三键槽29宽度与第一平键8为不大于0.01mm的间隙配合;背向支撑座7内台阶孔的大径段28的定位端面30与小径段27最好具有较高的垂直度,在定位端面30设有与轴线平行的小销孔36。
29.减振垫6为截面为矩形的圆环,其内外圆直径分别与背向支撑座7右端面圆环的内外圆直径相同,其两端面的平行度不大于0.003mm,减振垫6选用软硬适度的尼龙等非金属材料进行制作,可起到减振和阻尼的作用,即防止薄壁零件加工时振动,又可以通过尼龙材料增大静摩擦力,较好的解决了转子盖2凹球面和球面定位芯轴1球面定位段因光滑球面配
合摩擦系数低在加工时易产生相对转动而造成转子盖凹球面划伤的问题。
30.定位销35为台阶圆柱销,在其定位轴段40的右端部分设有2处对称分布的小台面41,在大外圆设有与小台面41平行的扁平面38;这样的结构设计是为了保证定位销35在插入转子盖2的小内孔g时不会因出现径向的过定位而造成其难以对正插入。
31.压紧螺母4和防松螺母34与球面定位芯轴1的小螺纹段20采用细牙螺纹连接,即采用双螺母的防松方法。
32.球面定位段15与球面定位芯轴1两端顶尖孔锥面公共轴线的跳动度0.001mm,其圆度0.2μm,其表面粗糙度ra0.025μm。
33.图10为转子盖2采用现有球面定位芯轴的定位装夹结构示意图,球面定位芯轴的凸球面与轴直接相连,球面定位芯轴的凸球面最大径φd1与球面sφd的球径相同。采用这种球面定位芯轴,转子盖2的凹球面与球面定位芯轴的凸球面基本在小球径部分进行接触定位,球面接触面s1较短,基本为线接触,而且其定位的力臂l1较短,定位稳定性较差,需要多次反复找正,转子盖2车削加工时零件易产生变形,同轴度和平行度等加工精度难以保证,合格率只有50%左右。
34.图11为本发明的球面定位芯轴1与转子盖2的第一种定位装夹结构示意图,球面定位段15的球面为与轴未直接相连,而是将球面小径部分截去,保留直径较大的部分;并且球面定位段15最大径φd2小于球面sφd的球径,即球面定位芯轴1的球面定位段15的大端圆截面直径值为其球径的95%,小端圆截面直径值为其球径的75%。采用这种球面定位芯轴1,转子盖2的凹球面b与球面定位芯轴1的凸球面基本在较大球径部分进行接触定位,球面接触面s2较长,为一小段弧面接触,而且其定位的力臂l2也相对较长,定位稳定性较好,转子盖车削加工时零件不易产生变形,同轴度和平行度等加工精度可以较好的保证,合格率在70%左右。
35.图12为本发明的球面定位芯轴1与转子盖2的第二种定位装夹结构示意图,与图11有相同的结构,最主要的改进在于球面定位芯轴1的定位段球径与转子盖2的凹球面的球径差值在0.005mm以内,采用这种球面定位芯轴1并采取与转子盖2凹球面b的球径配合方法,转子盖2的凹球面b与球面定位芯轴1的凸球面基本在较大球径部分进行接触定位,球面接触面s3较长,为相对较长的一大段弧面接触,而且其定位的力臂l3相对最长,定位稳定性非常好,转子盖车削加工时零件不易产生变形,同轴度和平行度等加工精度可以很好的保证,合格率可达到90%左右。
36.本发明陀螺电机动压气浮轴承转子盖的精密车削加工方法,包括以下步骤:步骤一、转子盖2经过粗加工、半精加工和精加工,以及两次热处理去除加工应力工序,转子盖凹球面b采用精密车削和超精密研磨的方法,达到最终的尺寸和形状精度要求,即内球径尺寸达到与凸半球的配合精度,球面球度0.3μm、表面粗糙度ra0.012μm;转子盖的左右两端面通过平磨后研磨的加工方法,保证右端面a与左端面c的平行度0.001mm;转子盖右端外圆面d和右法兰面e留0.2mm-0.4mm的加工余量,然后按照以下方法进行最终精加工。
37.步骤二、系列球面定位芯轴的精密加工1)球面定位芯轴1采用gcr15轴承钢,进行粗加工和半精加工以及调质处理(硬度hrc35~40),球面定位芯轴1主要定位面和螺纹部分均加工留量;
2)对球面定位芯轴两端顶尖孔10进行精研,保证两个60
°
定位锥面的圆度0.001mm,并且与车床顶尖60
°
锥面的配合接触面积大于90%;3)在机床上以双顶尖顶持球面定位芯轴1的两端顶尖孔10的定位锥面进行定位,磨削球面定位芯轴的第一导向圆柱段18和第二导向圆柱段13,分别与定位套环3的定位孔21和背向支撑座7的小径段27配合加工,配合间隙不大于0.002mm,保证两外圆对球面定位芯轴两顶尖锥面公共轴线的同轴度0.001mm;4)在机床上以双顶尖顶持球面定位芯轴1的两顶尖孔10的定位锥面进行定位,车削球面定位芯轴的两处细牙螺纹,保证螺纹与压紧螺母4及防松螺母34的配合精度;5)在机床上以双顶尖顶持球面定位芯轴1的两顶尖孔10的定位锥面进行定位,精密车削并研抛球面定位芯轴1的球面定位段15,保证球面圆度不大于0.3μm,表面粗糙度ra0.012μm,保证球面定位段15对球面定位芯轴公共轴线的同轴度0.001mm;将多个球面定位芯轴的凸球面球径按照0.005mm差值间隔分组,即与转子盖2凹球面b球径相配合的差值不大于0.005mm;步骤三、对定位套环两端面和背向支撑座右端面的精加工1)按照图8所示的装配关系,先后将事先加工好的小垫环31、第二平键5和定位套环3以及螺母32安装在与定位套环3定位孔21配加工的球面定位芯轴1的相应位置;此处的螺母32采用能放入端面凹槽内的两个小直径普通螺母,避免使用压紧螺母4对环形端面加工的影响。
38.2)将组合好的球面定位芯轴1采用双顶尖顶持两顶尖孔10的定位锥面的方式在机床上安装定位,分别磨削定位套环3的两个环形端面22,保证两个环形端面22对球面定位芯轴1公共轴线的垂直度0.001mm,表面粗糙度ra0.2μm;3)按照图9所示的装配关系,先后将事先加工好的大垫环33、第二平键5、定位套环3、压紧螺母4、防松螺母34、背向支撑座7、第一平键8和锁紧螺母9安装在球面定位芯轴1的相应位置;4)将组合好的球面定位芯轴采用双顶尖顶持两端顶尖孔的定位锥面的方式在机床上安装定位,磨削背向支撑座7的定位端面30,保证该端面对球面定位芯轴1公共轴线的垂直度0.001mm,表面粗糙度ra0.4μm;步骤四、选择合适的球面定位芯轴:根据待加工转子盖2凹球面b球径,在所述系列球面定位芯轴1中选择合适的球面定位芯轴1,保证球面定位段15的球径与转子盖2凹球面球径的配合差值不大于0.005mm;步骤五、转子盖右端外圆面d和右法兰面e的精加工:1)将组合加工的球面定位芯轴1与所安装加工的各零件拆开分解,并清洗干净各个零件,尤其需要保证球面定位芯轴1的球面定位段15和转子盖2凹球面b必须清洗干净不能有多余物,然后按照图2所示装配关系进行相关零件的组装;2)首先将转子盖2安装在所选择的球面定位芯轴1的球面定位段15;然后将第二平键5安装在球面定位芯轴1第一导向圆柱段18的第一键槽19内,再将定位环套3安装在球面定位芯轴1第一导向圆柱段上,注意定位环套3的第二键槽25应与第二平键5对正后再推入;接着分别拧上压紧螺母4和防松螺母34,通过定位环套3将转子盖2固定在球面定位芯轴1的球面定位段15上,拧紧压紧螺母4时需要控制拧紧力大小适中,保证转子盖2凹球面b与球面
定位芯轴1的球面定位段15贴紧,同时防止拧紧力过大造成转子盖2变形。压紧螺母4拧紧装好后,再旋入安装防松螺母34并与压紧螺母4贴紧,起到双螺母防松作用。
39.3)安装背向辅助支撑部分,将第一平键8安装在球面定位芯轴上第二导向圆柱段13的第四键槽39中,然后将减振垫6安装在转子盖左法兰面f部位的外圆处,注意减振垫6上的小圆孔37需要与转子盖2法兰面上6个小内孔中的任意1个小内孔g对正;再将背向支撑座7安装在球面定位芯轴的第二导向圆柱段13上,注意背向支撑座7的第三键槽29应与第一平键8对正后再推入;将定位销35插入背向支撑座7的小销孔36中,定位销35的扁平面38应朝下,否则定位销35无法插入背向支撑座7的小销孔36中,并要求定位销35穿过减振垫6上的小圆孔37和转子盖2法兰面上的小内孔g,接着将锁紧螺母9旋装在球面定位芯轴的大螺纹段12,通过旋转锁紧螺母9将推动背向支撑座7滑动并压紧减振垫6,并使其与转子左法兰面f完全贴紧,注意控制拧紧力大小适中,使减振垫6有微量变形即可。
40.4)对步骤五中2)工步和3)工步的进一步说明:安装转子盖2和安装背向辅助支撑部分的定位销时应协调配合进行,即步骤五中2)工步和3)工步交替进行,也就是在背向支撑座7插入定位销35需要松开压紧螺母4和防松螺母34,向右移动定位套环3、转子盖2和减振垫6,然后适当旋转转子盖2和减振垫6,以保证定位销35能够与减振垫6上的小圆孔和转子盖2法兰面上的小内孔g进行对正并插入,待定位销35对正并插入后,再通过旋旋压紧螺母4推动定位套环3将转子盖2压紧固定在球面定位芯轴1的球面定位段15上,旋紧防松螺母34;最后再旋转锁紧螺母9推动背向定位座7压紧减振垫6使其与转子盖2的法兰面f贴紧。并且旋转锁紧螺母9的拧紧力不可大于旋转压紧螺母4的拧紧力,即锁紧螺母9的拧紧力为压紧螺母4的拧紧力的80%~100%之间,压紧螺母4的拧紧力大小是以转子盖2与球面定位芯轴1的球面定位段15紧密贴合后,继续旋转压紧螺母4并通过用千分表监控转子盖2法兰面e的变形量不大于0.001mm为控制要求。
41.5)将按照图2组装完成的球面定位芯轴1采用双顶尖顶持两端顶尖孔10的方式在机床上安装定位,并调整机床尾座处顶尖的顶持力,使得球面定位芯轴1能够灵活转动。采用pcbn等超硬刀具车削转子盖2的右端外圆面d及右法兰面e,保证转子盖右端外圆面d对球面定位芯轴1公共轴线的同轴度0.001mm,右法兰面e对球面定位芯轴1公共轴线的垂直度0.001mm,表面粗糙度ra0.2μm。车削分为粗加工和精加工,留量0.05mm进行精加工,精加工前检查刀具,如果磨损需要对刀具进行修整,以确保刀具锋利。
42.步骤六、将完成外圆d和右法兰端面e加工的转子盖从球面定位芯轴上拆卸取下,并清洗干净,即完成转子盖的全部精密加工。
43.采用这种定位夹具以及加工方法,可以保证图1所示转子盖2的全部尺寸和形位精度以及表面粗糙度要求,即转子盖外圆面d分别对凹球面b的同轴度φ0.002mm、对右端面a的垂直度0.002mm,右法兰面e对右端面a的平行度0.002mm, 以及两个表面的表面粗糙度ra0.2
µ
m。并且不会对转子盖凹球面b的球度0.3μm、表面粗糙度ra0.012μm造成损伤。该定位夹具安装定位精度高,不再需要进行反复找正,加工合格率达到90%以上,加工效率也得到较大提高。
44.步骤一至步骤六为首个转子盖2的加工步骤,后续再加工其余转子盖,只需进行步骤四至步骤六即可,所以该夹具及其加工方法也适合于转子盖的批量生产。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1