一种岩棉复合板连续化成型装置的制作方法
1.本发明涉及岩棉复合板加工技术领域,具体涉及一种岩棉复合板连续化成型装置。
背景技术:
2.岩棉复合板是在岩棉板的基础上增加了水泥砂浆抹面,加固了岩棉板的硬度,直接省去了施工时上墙抹灰的过程,使岩棉板在,安装使用中工期缩短70%,岩棉板是以玄武岩及其它天然矿石等为主要原料,岩棉板经高温熔融成纤,加入适量粘结剂,固化加工而制成的,岩棉板产品适用于工业设备、建筑、船舶的绝热、隔音等;
3.现有的岩棉复合板在加工的过程中,需要将其进行涂胶、挤压成型,但是现有的加工设备,仍然需要人工进行涂胶,涂胶不均匀,挤压成型效果差;人工效率低,浪费人力和时间。
技术实现要素:
4.本发明的目的在于提供一种岩棉复合板连续化成型装置,解决以下技术问题:现有的加工设备,仍然需要人工进行涂胶,涂胶不均匀,挤压成型效果差;人工效率低,浪费人力和时间。
5.本发明的目的可以通过以下技术方案实现:
6.一种岩棉复合板连续化成型装置,包括底座、第一输送机构、第二输送机构、成型机构、挤压座,所述底座的顶部对称设置有输送方向相反的第一输送机构、第二输送机构,所述第一输送机构、第二输送机构之间设置有用于放置岩棉板的成型机构,所述成型机构的上方设置有挤压座;
7.所述挤压座的顶部中心处固定安装有气缸,所述气缸的活塞杆贯穿挤压座和倒立的u型转盘与压板固定连接,所述压板的直径小于u型转盘,所述压板的底部活动安装有对称设置的活动压板,所述活动压板向下倾斜设置,且所述活动压板与压板之间倾斜设置有复位弹簧;
8.所述u型转盘与挤压座的顶部内壁转动连接,所述u型转盘上呈环形设置有多个旋转喷嘴。
9.作为本发明进一步的方案:所述挤压座的顶部内壁固定安装有旋转电机,所述旋转电机的输出轴上固定安装有齿轮,所述旋转电机与u型转盘外周面上设置的环形齿条啮合连接。
10.作为本发明进一步的方案:所述复位弹簧设置在活动压板的中心处,且复位弹簧的一端插入压板内。
11.作为本发明进一步的方案:所述压板的底部还设置有与活动压板适配的放置槽。
12.作为本发明进一步的方案:所述第一输送机构的高度低于第二输送机构,且所述第一输送机构、第二输送机构均由输送带和电机组成。
13.作为本发明进一步的方案:所述成型机构包括旋转台,所述底座的顶部中心处转动安装有旋转台,所述旋转台为u型结构,所述旋转台上设置有第三输送机构,所述旋转台的一侧且位于底座上开设有输送豁口。
14.作为本发明进一步的方案:所述旋转台的内部固定安装有伺服电机,所述伺服电机输出轴通过锥齿轮组一带动两根水平设置的传动轴转动,两根所述传动轴的外侧均通过锥齿轮组二带动垂直设置的螺杆转动,所述螺杆上螺纹连接有螺套,所述螺套上均活动连接有倾斜调节杆,所述倾斜调节杆的端部均活动连接有挡板。
15.作为本发明进一步的方案:所述第三输送机构包括输送踏板、电机和支撑辊,所述电机带动输送踏板转动,所述输送踏板内部均安装有多个支撑辊。
16.本发明的有益效果:
17.本技术通过活动压板、复位弹簧和压板的设置,在挤压的过程中,可以使得活动压板水平展开,此时,压板与活动压板处于同一水平面,与第二块岩棉板接触,使其挤压效果更好;
18.本技术通过成型机构的设置,两块挡板同步运动升降,更加精确、节能,在挤压成型的过程中,对岩棉板进行限位,避免其挤压的过程中出现偏移的情况,使其挤压效果更好,并且旋转台可进行90度的往复转动,便于将成型后的复合岩棉板输送出去,整个过程自动化程度高,可以连续性生产。
附图说明
19.下面结合附图对本发明作进一步的说明。
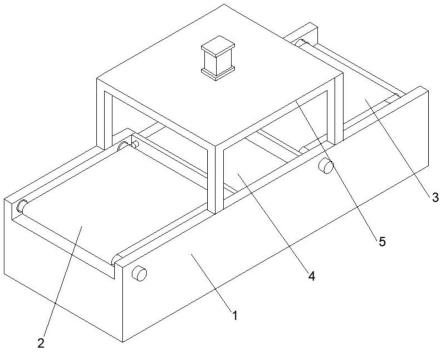
20.图1是本发明成型装置的整体结构示意图;
21.图2是本发明挤压座的正视结构示意图;
22.图3是本发明底座的俯视结构示意图;
23.图4是本发明挡板的传动结构示意图。
24.图中:1、底座;2、第一输送机构;3、第二输送机构;4、成型机构;5、挤压座;6、输送豁口;41、旋转台;42、伺服电机;43、锥齿轮组一;44、锥齿轮组二;45、螺杆;46、螺套;47、倾斜调节杆;48、挡板;49、第三输送机构;51、气缸;52、旋转电机;53、齿轮;54、环形齿条;55、u型转盘;56、旋转喷嘴;57、压板;58、活动压板;59、复位弹簧。
具体实施方式
25.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
26.实施例1
27.请参阅图1-2所示,本发明为一种岩棉复合板连续化成型装置,包括底座1、第一输送机构2、第二输送机构3、成型机构4、挤压座5,所述底座1的顶部对称设置有输送方向相反的第一输送机构2、第二输送机构3,可以相反的输送岩棉板,方便后续的挤压成型,所述第一输送机构2、第二输送机构3之间设置有用于放置岩棉板的成型机构4,所述成型机构4的
上方设置有挤压座5;所述挤压座5的顶部中心处固定安装有气缸51,所述气缸51的活塞杆贯穿挤压座5和倒立的u型转盘55与压板57固定连接,所述压板57的直径小于u型转盘55,所述压板57的底部活动安装有对称设置的活动压板58,所述活动压板58不挤压的过程中岩棉板上,半径小于u型转盘55,不造成妨碍,便于u型转盘55能顺利均匀的涂胶在,所述活动压板58向下倾斜设置,且所述活动压板58与压板57之间倾斜设置有复位弹簧59,所述复位弹簧59设置在活动压板58的中心处,且复位弹簧59的一端插入压板57内。所述压板57的底部还设置有与活动压板58适配的放置槽。该结构设置,可以保证压板57和活动压板58处于同一水平面,与岩棉板完全接触,受力均匀,挤压效果好;所述u型转盘55与挤压座5的顶部内壁转动连接,所述u型转盘55上呈环形设置有多个旋转喷嘴56。机械手将岩棉板分别放置在第一输送机构2、第二输送机构3上,第一输送机构2将第一块岩棉板输送到成型机构4,然后通过旋转喷嘴56对第一块岩棉板的上表面涂胶,并且通过第二输送机构3将第二块岩棉板输送到第一块上,最后启动气缸51,带动压板57下降,活动压板58先与第二块岩棉板接触,压缩复位弹簧59,使得活动压板58水平展开,此时,压板57与活动压板58处于同一水平面,与第二块岩棉板接触,使其挤压效果更好;成型后的复合岩棉板通过旋转的成型机构4输送出去,整个过程自动化程度高,可以连续性生产。
28.所述挤压座5的顶部内壁固定安装有旋转电机52,所述旋转电机52的输出轴上固定安装有齿轮53,所述旋转电机52与u型转盘55外周面上设置的环形齿条54啮合连接。启动旋转电机52,带动轮53转动,轮53带动环形齿条54转动,进而带动u型转盘55转动,配合旋转喷嘴56,使得喷涂的更加均匀。
29.所述第一输送机构2的高度低于第二输送机构3,且所述第一输送机构2、第二输送机构3均由输送带和电机组成,便于在涂胶之后,第二块岩棉板能完全落入到第一块岩棉板上,并且不会造成涂胶均匀性的损坏,导致成型效果差。
30.实施例2
31.在实施例1的基础上,请参阅图3-4所示,所述成型机构4包括旋转台41,所述底座1的顶部中心处转动安装有旋转台41,所述旋转台41为u型结构,所述旋转台41上设置有第三输送机构49,所述旋转台41的一侧且位于底座1上开设有输送豁口6。旋转台41可进行90度的往复转动,便于将成型后的复合岩棉板输送出去,同时在输送岩棉板的时候,第三输送机构49起到牵引的作用。
32.所述旋转台41的内部固定安装有伺服电机42,所述伺服电机42输出轴通过锥齿轮组一43带动两根水平设置的传动轴转动,两根所述传动轴的外侧均通过锥齿轮组二44带动垂直设置的螺杆45转动,所述螺杆45上螺纹连接有两个螺套46,所述螺套46上均活动连接有倾斜调节杆47,所述倾斜调节杆47的端部均活动连接有挡板48。启动伺服电机42,带动螺杆45转动,螺杆45带动两个螺套46相对或者相向运动,进而可以通过倾斜调节杆47带动挡板48升降,便于在挤压成型的过程中,对岩棉板进行限位,避免其挤压的过程中出现偏移的情况,同时该两块挡板48同步运动升降,更加精确、节能。
33.所述第三输送机构49包括输送踏板、电机和支撑辊,所述电机带动输送踏板转动,所述输送踏板内部均安装有多个支撑辊,起到一定的支撑作用。
34.本发明的工作原理:机械手将岩棉板分别放置在第一输送机构2、第二输送机构3上,第一输送机构2将第一块岩棉板输送到成型机构4,然后启动旋转电机52,带动轮53转
动,轮53带动环形齿条54转动,进而带动u型转盘55转动,配合旋转喷嘴56,使得喷涂的更加均匀,并且通过第二输送机构3将第二块岩棉板输送到第一块上,同时启动伺服电机42,带动螺杆45转动,螺杆45带动两个螺套46相对或者相向运动,进而可以通过倾斜调节杆47带动挡板48升降,便于在挤压成型的过程中,对岩棉板进行限位,避免其挤压的过程中出现偏移的情况,同时该两块挡板48同步运动升降,更加精确、节能。最后启动气缸51,带动压板57下降,活动压板58先与第二块岩棉板接触,压缩复位弹簧59,使得活动压板58水平展开,此时,压板57与活动压板58处于同一水平面,与第二块岩棉板接触,使其挤压效果更好;旋转台41可进行90度的往复转动,便于将成型后的复合岩棉板输送出去,整个过程自动化程度高,可以连续性生产。
35.在本发明的描述中,需要理解的是,术语“上”、“下”、“左”、“右”等指示方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以及特定的方位构造和操作,因此,不能理解为对本发明的限制。此外,“第一”、“第二”仅由于描述目的,且不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。因此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者多个该特征。本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
36.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”“相连”“连接”等应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接连接,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
37.以上对本发明的一个实施例进行了详细说明,但所述内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明申请范围所作的均等变化与改进等,均应仍归属于本发明的专利涵盖范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1