一种电容器芯子自动加锡焊接装置及其自动加锡焊接方法与流程
1.本发明涉及电容器加工技术领域,尤其涉及一种电容器芯子自动加锡焊接装置及其自动加锡焊接方法。
背景技术:
2.目前,在电容器的加工过程中,电容器芯子在生产时,第一步是把芯子卷绕在一起;第二步,是在电容器芯子的两端喷上金属层;第三步,是对喷上金属层的芯子进行热处理;第四步,赋能挑选;第五步,则是焊接操作,焊接主要是将电容器金属化膜、芯子等元器件焊接在一起。
3.但是,现有的焊接方式,主要依赖于人工操作,不仅焊接效率较低,而且容易出现焊接点参差不齐的情况,影响最后电容器的电性连接性能。
技术实现要素:
4.为了克服现有技术的不足,本发明的目的之一在于提供一种电容器芯子自动加锡焊接装置,其在使用时,可以直接通过检测件检测焊接点位置,然后驱动件带动焊接件进行焊接操作。
5.本发明的目的之二在于提供一种电容器芯子自动焊接方法,其可提高焊接效率,且焊接效果好。
6.本发明的目的之一采用以下技术方案实现:
7.一种电容器芯子自动加锡焊接装置,包括,
8.加工台,所述加工台上设有焊接工位;所述焊接工位用于放置待焊接的电容器芯子;
9.焊接机构,所述焊接机构包括驱动组件、检测件以及焊接件,所述检测件设于所述焊接工位的上方;所述检测件用于采集所述电容器芯子的焊接点并发送图案信号至所述驱动组件;所述焊接件与所述驱动组件的动力输出端同步联接;所述驱动组件用于接收所述图案信号并根据所述图案信号带动所述焊接件运动。
10.进一步地,所述驱动组件包括驱动底座、第一驱动臂、第二驱动臂、第三驱动臂、第一驱动件、第二驱动件以及第三驱动件,所述第一驱动臂的底端安装于所述驱动底座上并可绕z轴转动;所述第二驱动臂安装于所述第一驱动臂的顶端并可绕y轴转动,所述第三驱动臂安装于所述第二驱动臂远离第一驱动臂的端部,并可绕x轴转动;所述第一驱动件用于带动所述第一驱动臂转动,所述第二驱动件用于带动所述第二驱动臂转动;所述第三驱动件用于带动所述第三驱动臂转动;所述第三驱动臂形成为所述驱动组件的动力输出端。
11.进一步地,所述第三驱动臂的端部设有安装架,所述焊接件以及所述检测件均安装于所述安装架的底端。
12.进一步地,所述安装架可绕所述x轴转动;所述第三驱动臂上设有第四驱动件,所述第四驱动件用于带动所述安装架转动。
13.进一步地,所述安装架上的底端设有检测光源,所述检测光源用于对所述功电容器芯子进行照明。
14.进一步地,所述检测件为检测相机。
15.本发明的目的之二采用以下技术方案实现:
16.一种电容器芯子自动加锡焊接方法,包括,
17.基于识别模型识别目标图像中的图案,得到所述目标图像对应的原图案集合,所述原图案集合包括所述目标图像中识别出的至少一个原图案;
18.将每个所述原图案转换为对应的特征向量,并将所述原图案对应的特征向量输入预先训练好的纠正模型,得到每个所述原图案对应的预测图案;
19.根据所有所述原图案的预测图案确定所述目标图像的图案识别结果;
20.基于所述图案识别结果进行加锡焊接操作。
21.进一步地,所述将每个所述原图案转换为对应的特征向量,并将所述原图案对应的特征向量输入预先训练好的纠正模型,得到每个所述原图案对应的预测图案,包括:
22.对于每个所述原图案,将所述原图案的向量对应加上或者减去预先确定出的差值向量,得到该原图案对应的差值向量,并对该原图案对应的差值向量执行查询操作,得到与该原图案对应的预测图案。
23.相比现有技术,本发明的有益效果在于:
24.1、其在进行焊接动作时,可以通过检测件采集加工平台上电容器芯子的焊接点图像,然后驱动件可以根据检测件采集的图案信号带动焊接件进行焊接即可,焊接效率高,焊接效果好。
25.2、能够基于纠正模型实现对原焊接图案的识别,在识别图案的同时实现了对识别到的原焊接图案的纠错,再比对后再根据纠错后与原焊接图案对应的预测图案进行焊接,有利于提高识别准确率,进而有利于焊接点的焊接准确率,提高焊接质量。
附图说明
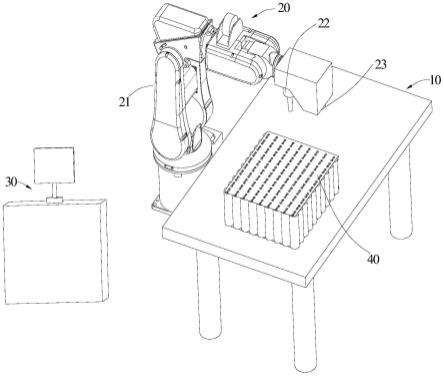
26.图1为本发明的电容器芯子自动加锡焊接装置的结构示意图;
27.图2为本发明的焊接机构的结构示意图。
28.图中:10、加工台;20、焊接机构;21、驱动组件;211、驱动底座;212、第一驱动臂;212、第二驱动臂;213、第三驱动臂;214、安装架;22、焊接件;23、检测件;30、控制器;40、电容器芯子。
具体实施方式
29.下面,结合附图以及具体实施方式,对本发明做进一步描述:
30.在本发明的描述中,需要说明的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
31.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具
体的实施例的目的,不是旨在限制本发明。
32.实施例1,
33.如图1以及图2所示的一种电容器芯子自动加锡焊接装置,包括加工台10以及焊接机构20,在加工台10上设有焊接工位,该焊接工位可以用于放置待焊接的电容器芯子40。
34.具体的是,焊接机构20包括驱动组件21、检测件23以及焊接件22,将检测件23设于焊接工位的上方,且检测件23可以采集电容器芯子40的焊接点,检测件23在采集到电容器芯子40的焊接点后可以发送图案信号给到驱动组件21,驱动组件21可以接收图案信号并根据图案信号带动焊接件22运动。
35.在上述结构基础上,使用本发明的电容器芯子自动加锡焊接装置时,可以将待焊接的电容器芯子40放置在加工台10上的焊接工位上,在进行焊接动作时,可以先通过检测件23对焊接工位的待检测的电容器芯子40进行拍摄检测,拍摄的图案可以形成图案信号给到驱动件,驱动件可以带动根据图案信号中焊接点位置,带动焊接件22上下、左右、前后运动,焊接件22便可进行准确的焊接动作,焊接效率高,焊接位置准确,焊接质量高。
36.进一步地,本实施例中,驱动组件21包括驱动底座211、第一驱动臂212、第二驱动臂212、第三驱动臂213、第一驱动件、第二驱动件以及第三驱动件,将第一驱动臂212的底端安装于驱动底座211上,且第一驱动臂212可以在第一驱动件的带动下绕z轴转动。另外,将第二驱动臂212安装于第一驱动臂212的顶端,第二驱动臂212可以在第二驱动件的带动下绕y轴转动。在此结构基础上,第三驱动臂213可以形成为驱动组件21的动力输出端,即可以将上述驱动件以及检测件23均安装在第三驱动臂213上。
37.如此,在带动焊接件22以及检测件23运动时,可以通过第一驱动件带动第一驱动臂212绕z轴转动,因而可以带动与第一驱动臂212连接的第二驱动臂212以及第三驱动臂213左右运动,进而带动与第三驱动臂213连接的焊接件22以及检测件23左右转动。
38.更具体的是,第二驱动件可以进一步带动第二驱动臂212绕y轴转动,进而带动与第二驱动臂212的连接的第三驱动臂213上下转动,使得焊接件22以及检测件23上下转动。
39.此外,第三驱动件可以带动第三驱动臂213绕y轴转动,第三驱动臂213便可带动检测件23以及焊接件22上下转动,当然,第三驱动臂213的摆动幅度与第二驱动臂212的摆动幅度可以不同,第三驱动臂213相对第二驱动臂212摆动幅度小,可以实现焊接件22以及检测件23前后小幅度摆动。而第二驱动臂212摆动幅度角度,便可实现焊接件22以及检测件23上下摆动。
40.需要说明的是,上述检测件23与焊接件22便可同时联动,检测件23便可实时对焊接工位上的焊接点进行实时拍摄,及时调整焊接件22的位置。
41.而上述第一驱动件、第二驱动件以及第三驱动件均可接收上述检测件23拍摄的图案信号。当然,上述第一驱动件、第二驱动件以及第三驱动件均可选用为现有技术中的伺服电机,伺服电机便于控制各个驱动臂转动。
42.当然,上述驱动组件21也可以选用为现有技术中多轴机器人来实现,多轴机器人的机械手可以形成为上述驱动组件21的动力输出端。
43.进一步地,还可以在第三驱动臂213的端部设有安装架214,可以将焊接件22以及检测件23均安装于安装架214的底端,即为了方便焊接件22以及检测件23与第三驱动臂213的连接,可以是在第三驱动臂213上设置安装架214,上述第三驱动件可以带动安装架214绕
y轴转动即可。
44.进一步地,上述安装架214可绕x轴转动,还可以在第三驱动臂213上设有第四驱动件,第四驱动件可以带动安装架214转动,如此,第四驱动件可以带动安装架214进行翻转,检测件23以及焊接件22便可相对第三驱动臂213进行小幅度左右摆动,检测件23以及焊接件22的转动范围更加灵活。
45.进一步地,为了检测件23的检测结果更加准确,可以在安装架214上的底端设有检测光源,该检测光源可以对功电容器芯子40进行照明,即检测件23在进行拍摄时光线更足,拍摄结果更加准确。
46.当然,本实施例中的检测件23为检测相机,该检测相机可以选用为现有技术中的ccd相机。
47.实施例2,
48.一种电容器芯子自动加锡焊接方法,
49.在本实施例中,上述识别模型可以是选用为现有技术中的智能手机(android手机、ios手机等)、平板电脑、掌上电脑、移动互联网设备(mobile internet devices,mid)以及云端服务器等中的任意一种,本发明实施例不做限定。
50.具体包括,
51.基于识别模型识别目标图像中的图案,得到所述目标图像对应的原图案集合,所述原图案集合包括所述目标图像中识别出的至少一个原图案;
52.将每个所述原图案转换为对应的特征向量,并将所述原图案对应的特征向量输入预先训练好的纠正模型,得到每个所述原图案对应的预测图案;
53.根据所有所述原图案的预测图案确定所述目标图像的图案识别结果;
54.基于所述图案识别结果进行加锡焊接操作。
55.在焊接时,可以是先通过识别装置中的识别模型,对待焊接的电容器电芯的焊接点进行识别,识别到的图案为目标图像,在该目标图像的图案为原图案集合中的一种后,则可执行下一个步骤。当然,在识别到的目标图像中的图案不在原图案集合中时,则可认定为错误,不执行焊接操作。
56.在执行下一个步骤时,识别装置可以根据确定出的图像特征提取图像,提取目标图像中的图像特征向量,以图像特征提取网络cnn为例,cnn能够最大限度地利用目标图像的局部特征并将提取到的所有局部特征拼接起来得到整幅图像的图像特征,进而得到整幅图像的图像特征向量,即可得到与原图案对应的预测图案。
57.识别装置将提取到的图像特征向量输入至确定出的图案分类网络中得到图案分类网络的识别结果,然后焊接件22根据该识别结果进行焊接操作即可。
58.具体的是,上述识别装置识别到的图案可以是焊接点的凹陷图案,也可以是焊接点的凸出图案,又或者是焊接点的完整情况,焊接件根据具体焊接点的情况操作驱动组件进行调整即可。
59.需要说明的是,基于预先确定的训练图像样本联合训练得到所述纠正模型,纠正模型可以是预先用识别装置多次采集焊接点在焊接过程中出现的多个标准图案,在实际焊接过程中将实际图案与标准图案进行比对提取即可。
60.进一步地,对于每个所述原图案,将所述原图案的特征向量对应加上或者减去预
先确定出的差值向量,得到该原图案对应的差值向量,并对该原图案对应的差值向量执行查询操作,得到与该原图案对应的预测图案。
61.举例来说,识别装置识别到的原图案为“凹陷”时,识别装置将原图案的特征向量加上预先确定的差值向量,再进行查询操作,便可得到与该原图案对应的预测图案。
62.而识别装置识别到的原图案为“凸出”时,识别装置将原图案的特征向量减去预先确定的差值向量,再进行查询操作,便可得到与该原图案对应的预测图案。
63.对本领域的技术人员来说,可根据以上描述的技术方案以及构思,做出其它各种相应的改变以及形变,而所有的这些改变以及形变都应该属于本发明权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1