一种搅拌摩擦焊接后冷却方法与流程
1.本发明属于搅拌摩擦焊技术领域,具体涉及一种搅拌摩擦焊接后冷却方法。
背景技术:
2.搅拌摩擦焊是指利用高速旋转的搅拌头与工件摩擦产生的热量使被焊材料局部软化,当搅拌头沿着焊接界面向前移动时,被塑性化的材料在搅拌头的转动摩擦力作用下由搅拌头的前部流向后部,并在搅拌头的挤压下形成致密的固相焊缝。
3.搅拌摩擦焊虽然焊接过程中的热输入量没有造成材料的熔化,但由于焊接过程中产生了大量的摩擦热和塑性变形热,使焊接接头存在明显的热软化效应,其中热影响区组织存在强化相粗化甚至溶解,极大降低了对位错的钉扎效果。焊核区晶粒经过剧烈塑性变形发生动态再结晶,形成的大量等轴晶尺寸直接决定了该区域强度。再结晶晶粒尺寸主要有应变率和再结晶温度决定,通过控制焊接参数,得到的高强铝合金焊接接头,其最高强度仅约为母材强度的80%。由于未采取措施对搅拌摩擦焊接过程中的温度进行有效控制,焊缝处的晶粒较为粗大,应力集中现象严重。
技术实现要素:
4.本发明的目的在于提供一种搅拌摩擦焊接后冷却方法,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:一种搅拌摩擦焊接后冷却方法,包括以下步骤:
6.s1.将预焊接的盘面及胎环组装在一起;
7.s2.将组装好的轮圈装置移动到焊接工装上固定;
8.s3.进行搅拌摩擦焊焊接;
9.s4.马上对完成焊接的焊道处进行冷却,搅拌头仍继续向前进行焊接,边焊边冷却;
10.s5.将焊接处的表面温度降低至200℃下;
11.s6.完成焊接及焊后冷却。
12.较佳的,所述s4中在进行冷却时,采用吹风冷却、水雾冷却、液氮冷却或使用冷却液进行冷却。
13.较佳的,所述s2中轮圈装置在焊接工装进行固定时,对焊接工装对轮圈装置的夹紧度进行测试,保证其不发生晃动。
14.较佳的,所述s2中轮圈装置在焊接工装进行固定时,在所述焊接工装上加装有尘气负压吸取装置,在焊接时对尘气进行负压去除。
15.较佳的,所述s3中在进行搅拌摩擦焊焊接时,控制摩擦焊接的焊接速度为300-400mm/min,搅拌头转速为1800-2500rpm,轴肩下压量为0.2-0.4mm。
16.较佳的,所述s6在焊接完成后,先采用砂轮对焊缝进行磨平,之后采用砂纸进行打
磨。
17.较佳的,所述s6在焊接完成后,检测焊缝是否有飞边缺陷、表面沟槽缺陷、隧道缺陷及未焊透缺陷。
18.较佳的,所述s4中当采用冷却液进行冷却时,选择的冷却液为乙二醇、甘油、防锈剂、防霉剂、ph调节剂的混合物,采用冷却液进行冷却之后对焊缝进行清洗并干燥。
19.与现有技术相比,本发明的有益效果是:
20.一、本发明提出搅拌摩擦焊接后冷却方法,对搅拌摩擦焊接过程中的温度进行有效控制,减小搅拌摩擦焊接接头的热力影响区的软化范围和软化程度,控制焊核区再结晶晶粒尺寸,提高接头性能。焊后冷却对铝合金搅拌摩擦焊接头力学性能和微观组织的影响,是由于焊接温度场的影响造成的。焊后冷却将焊核区温度快速将至再结晶温度以下得到大量超细晶,同时有效地抑制了热影响区强化相的粗化甚至回溶,获得均匀的微观组织,进而提升了接头的抗拉强度、硬度和疲劳强度;
21.二、本发明方法减弱了接头的热软化效应,细化焊接接头的晶粒,形成致密的超细晶粒组织;抑制析出相的长大甚至回溶,从而改善了焊缝的弥散强化效果,提高了力学性能;平衡焊缝各处的温度差,减少热应力产生,改善了焊后残余应力,使强度分布均匀。
附图说明
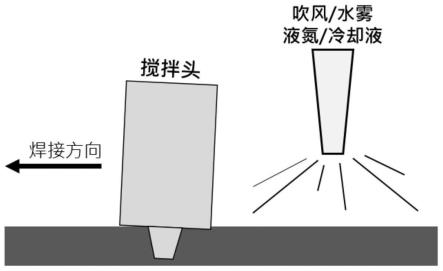
22.图1为本发明的焊接示意图。
具体实施方式
23.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
24.实施例1
25.请参阅图1,本发明提供一种技术方案:一种搅拌摩擦焊接后冷却方法,包括以下步骤:
26.s1.将预焊接的盘面及胎环组装在一起;
27.s2.将组装好的轮圈装置移动到焊接工装上固定;
28.s3.进行搅拌摩擦焊焊接;
29.s4.马上对完成焊接的焊道处进行冷却,搅拌头仍继续向前进行焊接,边焊边冷却;
30.s5.将焊接处的表面温度降低至180℃;
31.s6.完成焊接及焊后冷却。
32.其中,所述s4中在进行冷却时,采用吹风冷却、水雾冷却、液氮冷却或使用冷却液进行冷却。
33.其中,所述s2中轮圈装置在焊接工装进行固定时,对焊接工装对轮圈装置的夹紧度进行测试,保证其不发生晃动。
34.其中,所述s2中轮圈装置在焊接工装进行固定时,在所述焊接工装上加装有尘气
负压吸取装置,在焊接时对尘气进行负压去除。
35.其中,所述s3中在进行搅拌摩擦焊焊接时,控制摩擦焊接的焊接速度为300mm/min,搅拌头转速为1800rpm,轴肩下压量为0.2mm。
36.其中,所述s6在焊接完成后,先采用砂轮对焊缝进行磨平,之后采用砂纸进行打磨。
37.其中,所述s6在焊接完成后,检测焊缝是否有飞边缺陷、表面沟槽缺陷、隧道缺陷及未焊透缺陷。
38.其中,所述s4中当采用冷却液进行冷却时,选择的冷却液为乙二醇、甘油、防锈剂、防霉剂、ph调节剂的混合物,采用冷却液进行冷却之后对焊缝进行清洗并干燥。
39.其中本发明提出搅拌摩擦焊接后冷却方法,对搅拌摩擦焊接过程中的温度进行有效控制,减小搅拌摩擦焊接接头的热力影响区的软化范围和软化程度,控制焊核区再结晶晶粒尺寸,提高接头性能。焊后冷却对铝合金搅拌摩擦焊接头力学性能和微观组织的影响,是由于焊接温度场的影响造成的。焊后冷却将焊核区温度快速将至再结晶温度以下得到大量超细晶,同时有效地抑制了热影响区强化相的粗化甚至回溶,获得均匀的微观组织,进而提升了接头的抗拉强度、硬度和疲劳强度;
40.本发明方法减弱了接头的热软化效应,细化焊接接头的晶粒,形成致密的超细晶粒组织;抑制析出相的长大甚至回溶,从而改善了焊缝的弥散强化效果,提高了力学性能;平衡焊缝各处的温度差,减少热应力产生,改善了焊后残余应力,使强度分布均匀。
41.实施例2
42.请参阅图1,本发明提供一种技术方案:一种搅拌摩擦焊接后冷却方法,包括以下步骤:
43.s1.将预焊接的盘面及胎环组装在一起;
44.s2.将组装好的轮圈装置移动到焊接工装上固定;
45.s3.进行搅拌摩擦焊焊接;
46.s4.马上对完成焊接的焊道处进行冷却,搅拌头仍继续向前进行焊接,边焊边冷却;
47.s5.将焊接处的表面温度降低至165℃;
48.s6.完成焊接及焊后冷却。
49.其中,所述s4中在进行冷却时,采用吹风冷却、水雾冷却、液氮冷却或使用冷却液进行冷却。
50.其中,所述s2中轮圈装置在焊接工装进行固定时,对焊接工装对轮圈装置的夹紧度进行测试,保证其不发生晃动。
51.其中,所述s2中轮圈装置在焊接工装进行固定时,在所述焊接工装上加装有尘气负压吸取装置,在焊接时对尘气进行负压去除。
52.其中,所述s3中在进行搅拌摩擦焊焊接时,控制摩擦焊接的焊接速度为400mm/min,搅拌头转速为2500rpm,轴肩下压量为0.4mm。
53.其中,所述s6在焊接完成后,先采用砂轮对焊缝进行磨平,之后采用砂纸进行打磨。
54.其中,所述s6在焊接完成后,检测焊缝是否有飞边缺陷、表面沟槽缺陷、隧道缺陷
及未焊透缺陷。
55.其中,所述s4中当采用冷却液进行冷却时,选择的冷却液为乙二醇、甘油、防锈剂、防霉剂、ph调节剂的混合物,采用冷却液进行冷却之后对焊缝进行清洗并干燥。
56.实施例3
57.请参阅图1,本发明提供一种技术方案:一种搅拌摩擦焊接后冷却方法,包括以下步骤:
58.s1.将预焊接的盘面及胎环组装在一起;
59.s2.将组装好的轮圈装置移动到焊接工装上固定;
60.s3.进行搅拌摩擦焊焊接;
61.s4.马上对完成焊接的焊道处进行冷却,搅拌头仍继续向前进行焊接,边焊边冷却;
62.s5.将焊接处的表面温度降低至172℃;
63.s6.完成焊接及焊后冷却。
64.其中,所述s4中在进行冷却时,采用吹风冷却、水雾冷却、液氮冷却或使用冷却液进行冷却。
65.其中,所述s2中轮圈装置在焊接工装进行固定时,对焊接工装对轮圈装置的夹紧度进行测试,保证其不发生晃动。
66.其中,所述s2中轮圈装置在焊接工装进行固定时,在所述焊接工装上加装有尘气负压吸取装置,在焊接时对尘气进行负压去除。
67.其中,所述s3中在进行搅拌摩擦焊焊接时,控制摩擦焊接的焊接速度为350mm/min,搅拌头转速为2000rpm,轴肩下压量为0.3mm。
68.其中,所述s6在焊接完成后,先采用砂轮对焊缝进行磨平,之后采用砂纸进行打磨。
69.其中,所述s6在焊接完成后,检测焊缝是否有飞边缺陷、表面沟槽缺陷、隧道缺陷及未焊透缺陷。
70.其中,所述s4中当采用冷却液进行冷却时,选择的冷却液为乙二醇、甘油、防锈剂、防霉剂、ph调节剂的混合物,采用冷却液进行冷却之后对焊缝进行清洗并干燥。
71.实施例4
72.请参阅图1,本发明提供一种技术方案:一种搅拌摩擦焊接后冷却方法,包括以下步骤:
73.s1.将预焊接的盘面及胎环组装在一起;
74.s2.将组装好的轮圈装置移动到焊接工装上固定;
75.s3.进行搅拌摩擦焊焊接;
76.s4.马上对完成焊接的焊道处进行冷却,搅拌头仍继续向前进行焊接,边焊边冷却;
77.s5.将焊接处的表面温度降低至155℃;
78.s6.完成焊接及焊后冷却。
79.其中,所述s4中在进行冷却时,采用吹风冷却、水雾冷却、液氮冷却或使用冷却液进行冷却。
80.其中,所述s2中轮圈装置在焊接工装进行固定时,对焊接工装对轮圈装置的夹紧度进行测试,保证其不发生晃动。
81.其中,所述s2中轮圈装置在焊接工装进行固定时,在所述焊接工装上加装有尘气负压吸取装置,在焊接时对尘气进行负压去除。
82.其中,所述s3中在进行搅拌摩擦焊焊接时,控制摩擦焊接的焊接速度为370mm/min,搅拌头转速为2300rpm,轴肩下压量为0.4mm。
83.其中,所述s6在焊接完成后,先采用砂轮对焊缝进行磨平,之后采用砂纸进行打磨。
84.其中,所述s6在焊接完成后,检测焊缝是否有飞边缺陷、表面沟槽缺陷、隧道缺陷及未焊透缺陷。
85.其中,所述s4中当采用冷却液进行冷却时,选择的冷却液为乙二醇、甘油、防锈剂、防霉剂、ph调节剂的混合物,采用冷却液进行冷却之后对焊缝进行清洗并干燥。
86.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1