一种链轨节切边后飞边自动分离装置的制作方法
1.本发明涉及飞边分离领域,具体涉及一种链轨节切边后飞边自动分离装置。
背景技术:
2.链轨节切边后,飞边会套在切边模座内,需要人工将飞边从切边模座内取出,放入输送链条进行收集,目前对于飞边与最终产品的分离技术已经非常成熟,但是飞边分离后的收集问题一直没有一种低成本的方法及装置,对于小型飞边尽管通过人工可以解决,但是冲切设备对于工人在底部操作存在一定的安全风险,对于中大型飞边尽管目前通过机器人代替人工可以完成以上操作,但是机器人使用和维护成本很高。
3.针对上述现有技术存在的问题,本发明结合相关领域多年的设计及使用经验,辅以过强的专业知识,设计制造了一种链轨节切边后飞边自动分离装置,来克服上述缺陷。
技术实现要素:
4.对于现有技术中所存在的问题,本发明提供的一种链轨节切边后飞边自动分离装置,可以实现飞边的分离以及同步收集,且无需机器人以及人工参与。
5.为了实现上述目的,本发明采用的技术方案如下:一种链轨节切边后飞边自动分离装置,包括锻件下定位座,所述锻件下定位座上设有锻件定位槽,所述锻件定位槽周边设有若干飞边卸料导向柱;
6.还包括飞边卸料滑板,所述飞边卸料滑板连接有升降驱动装置,所述飞边卸料滑板上设有若干导向孔,所述飞边卸料滑板通过升降驱动装置和导向孔可沿所述飞边卸料导向柱升降;
7.所述飞边卸料滑板上设有飞边倾翻卸料板,所述飞边倾翻卸料板靠近飞边收集侧与所述飞边卸料滑板一侧边铰接,所述飞边倾翻卸料板靠近飞边收集侧固连有限位翻转杆,所述锻件下定位座上靠近飞边收集侧设有限位块,所述限位块顶部可限制在所述限位翻转杆升起。
8.优选的,所述限位翻转杆位于飞边倾翻卸料板上的飞边收集滑落方向一侧。
9.优选的,所述升降驱动装置包括支架,所述支架设置在所述锻件下定位座上,所述支架上设有卸料气缸;
10.还包括杠杆臂,所述杠杆臂一端位于所述飞边卸料滑板底部,所述杠杆臂另一端与所述卸料气缸的气缸杆铰接,所述锻件下定位座上设有支点座,所述支点座顶部与所述气缸杆铰接。
11.优选的,所述支架设为隔罩,所述卸料气缸设置在隔罩内壁上。
12.优选的,所述杠杆臂的阻力臂端部一侧设有滚轮,所述滚轮伸入所述飞边卸料滑板底部。
13.优选的,所述杠杆臂的阻力臂端部设为双叉结构,双叉结构的每个叉一侧均设有滚轮,两所述滚轮分别位于所述飞边卸料滑板底部和上部。
14.优选的,所述杠杆臂阻力臂端部的行程小于所述飞边卸料导向柱的高度。
15.该发明的有益之处在于:
16.1.本发明链轨节飞边冲切完后,冲切掉的飞边会套在锻件下定位座外轮廓上,压机上滑块到达上死点后,卸料气缸动作,杠杆臂带动飞边卸料滑板向上沿飞边卸料导向柱运动,在此过程中,飞边倾翻卸料板将箍套在锻件下定位座上的飞边向上与锻件下定位座剥离,完成分离动作,飞边卸料滑板继续往上运动,限位翻转杆和限位块顶部接触,限位翻转杆与限位板接触端被限制向上运动,此时飞边卸料滑板继续向上运动,带动飞边倾翻卸料板绕铰接位置进行翻转,此动作会将飞边送到飞边的定点收集侧,从而完成飞边的自动收集。
17.2.本发明仅借助一个卸料气缸便同时完成飞边的分离和收集,整个动作简单,方便维护,成本低,完全取代了人工和机器人。
附图说明
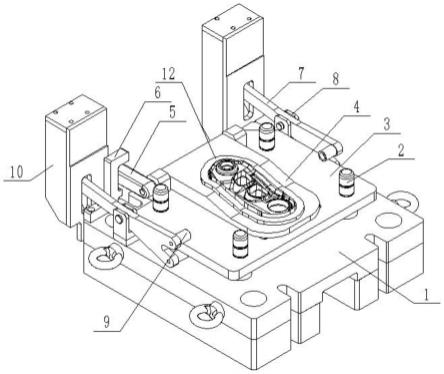
18.图1为一种链轨节切边后飞边自动分离装置切边后的初始结构示意图;
19.图2为一种链轨节切边后飞边自动分离装置切边后的初始侧视图;
20.图3为一种链轨节切边后飞边自动分离装置飞边和定位座分离时的结构示意图;
21.图4为一种链轨节切边后飞边自动分离装置飞边被翻起时的结构示意图。
22.图中:1-锻件下定位座、2-飞边卸料导向柱、3-飞边卸料滑板、4-飞边倾翻卸料板、5-限位翻转杆、6-限位块、7-杠杆臂、8-支点座、9-滚轮、10-支架、11-卸料气缸、12-飞边。
具体实施方式
23.为了便于本领域技术人员理解,下面结合附图对本发明作进一步的说明。
24.如图1至图4所示,一种链轨节切边后飞边自动分离装置,包括锻件下定位座1,锻件下定位座1上设有锻件定位槽,锻件定位槽周边设有若干飞边卸料导向柱2;还包括飞边卸料滑板3,飞边卸料滑板3连接有升降驱动装置,飞边卸料滑板3上设有若干导向孔,飞边卸料滑板3通过升降驱动装置和导向孔可沿飞边卸料导向柱2升降,冲切掉的飞边12会套在锻件下定位座1外轮廓上,通过升降驱动装置带动飞边卸料滑板3升起,完成飞边12向上与锻件下定位座1剥离。
25.本发明飞边卸料滑板3上设有飞边倾翻卸料板4,飞边倾翻卸料板4靠近飞边12收集侧与飞边卸料滑板3一侧边铰接,飞边倾翻卸料板4靠近飞边12收集侧固连有限位翻转杆5,锻件下定位座1上靠近飞边12收集侧设有限位块6,限位块6顶部可限制在限位翻转杆5升起,本发明飞边卸料滑板3位于初始位置时,限位翻转杆5距离限位块6顶部还有一段距离,这段距离需保证飞边12与锻件下定位座1的剥离。
26.为避免飞边12滑落过程与纤维翻转杆以及限位块6出现干涉,本发明限位翻转杆5优选位于飞边倾翻卸料板4上的飞边12收集滑落方向一侧。
27.本发明升降驱动装置包括支架10,支架10设置在锻件下定位座1上,支架10上设有卸料气缸11,还包括杠杆臂7,杠杆臂一端位于飞边卸料滑板3底部,杠杆臂另一端与卸料气缸11的气缸杆铰接,锻件下定位座1上设有支点座8,支点座8顶部与气缸杆铰接,本发明杠杆臂的阻力臂端部一侧设有滚轮9,滚轮9伸入飞边卸料滑板3底部,以便在顶升飞边卸料滑
板3时滚轮9与飞边卸料滑板3滚动配合,避免出现磨损。
28.本发明杠杆臂7的阻力臂端部设为双叉结构,双叉结构的每个叉一侧均设有滚轮9,两滚轮9分别位于飞边卸料滑板3底部和上部,以保证飞边卸料滑板3的下落,此外为防止飞边卸料滑板3从飞边卸料导向柱2上脱离,本发明杠杆臂阻力臂端部的行程小于飞边卸料导向柱2的高度。
29.由于切边模座周边工况复杂,为了保护卸料气缸11,本发明支架10优选设为隔罩,卸料气缸11设置在隔罩内壁上。
30.本发明的具体使用过程:
31.链轨节飞边12冲切完后,冲切掉的飞边12会套在锻件下定位座1外轮廓上,压机上滑块到达上死点后,卸料气缸11动作,杠杆臂7带动飞边卸料滑板3向上沿飞边卸料导向柱2运动,在此过程中,飞边倾翻卸料板4将箍套在锻件下定位座1上的飞边12向上与锻件下定位座1剥离,完成分离动作,飞边卸料滑板3继续往上运动,限位翻转杆5和限位块6顶部接触,限位翻转杆5与限位板接触端被限制向上运动,此时飞边卸料滑板3继续向上运动,带动飞边倾翻卸料板4绕铰接位置进行翻转,此动作会将飞边12送到飞边12的定点收集侧,从而完成飞边12的自动收集。
32.应当理解,这些实施例的用途仅用于说明本发明而非意欲限制本发明的保护范围。此外,也应理解,在阅读了本发明的技术内容之后,本领域技术人员可以对本发明做各种改动、修改和/或变型,所有的这些等价形式同样落于本技术所附权利要求书所限定的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1