一种矩形管折弯加工装置的制作方法
1.本发明属于一种电气安装中的管件加工的施工技术领域,具体的说是一种矩形管折弯加工装置。
背景技术:
2.如今随着城市建设的越来越快,工地上对于矩形管加工的操作日益增多,对于矩形管的弯折,现如今的市面上也构建出了不少装置。
3.公开号为cn106424250a的一项中国专利公开了一种钢管快速折弯装置及其折弯方法,包括机床和机床工作平台上设置的水平工作圆盘,机床工作平台上设置有固定支撑轮模,工作圆盘上设置有压弯模具和旋转支撑轮模,压弯模具和旋转支撑轮模可随工作圆盘一起转动,压弯模具包括弧形槽,旋转支撑轮模具有弧形凹面;根据钢管直径不同选择压弯模具和旋转支撑轮模在工作圆盘上的固定位置,待折弯的钢管一端抵住固定支撑轮模,另一端抵住旋转支撑轮模的弧形凹面,钢管待弯曲部分嵌入压弯模具的弧形槽中,工作圆盘逆时针旋转,完成钢管的折弯。本发明折弯钢管操作简单、成型快、成本低,设备可重复利用,弯曲成型的管件尺寸、角度精确。
4.现有技术仅实现了对矩形管的弯曲,而生产过程中切实有时需要弯曲矩形管,有时有需要对矩形管进行切割后再焊接,以实现将矩形管九十度的弯折。
5.为此,本发明提供一种矩形管折弯加工装置。
技术实现要素:
6.为了弥补现有技术的不足,解决背景技术中所提出的至少一个技术问题。
7.本发明解决其技术问题所采用的技术方案是:本发明所述的一种矩形管折弯加工装置,包括底座;所述底座内部的底面固连有电机;所述电机输出轴固连有第一齿轮;所述第一齿轮啮合有第二齿轮,且第二齿轮为半圆结构设计;所述第二齿轮顶面与底座内顶面转动连接;所述第二齿轮顶面固连有转盘;所述转盘与底座顶面转动连接;所述转盘的顶面靠近边缘位置固连有第一拱形限位块;所述转盘顶面固连有支撑座;所述支撑座顶部固连有液压缸;所述液压缸的液压杆的底面固连有刀座;所述刀座底面固连有l型刀具;本实施列中l型刀具由两个直刀呈九十度角连接,刀刃朝向转盘,且直角的顶点朝向支撑座;所述转盘于l型刀具对应位置开设有第一通孔;所述底座与于第一通孔位置开设有第二通孔;所述底座顶面靠近转盘位置固连有第二拱形限位块;工作时,在建筑施工过程中,有时需要将一些笔直的矩形管弯曲出一定角度,以满足安装需要,此时使用者首先将矩形管穿过拱第一拱形限位块和第二拱形限位块,再启动电机,再由电机的输出轴带动第一齿轮转动,第一齿轮再带动第二齿轮转动,第二齿轮再带动转盘转动,再由转盘带动第一拱形限位块运动,第一拱形限位块带动矩形管的一端转动,实现对矩形管的折弯;若使用者想将矩形管折弯九十度,且矩形管不被拉伸,可在将矩形管依次穿过第一拱形限位块和第二拱形限位块后,使用者启动液压缸,液压缸带动刀座向下移动,再由刀座上的l型刀具将矩形管切割出一个
直角缺口,切下的废料依次从第一通孔和第二通孔掉落到底座内,此时使用者再启动电机,将矩形弯折九十度,使得矩形管可以被弯折成九十度的直角,由此本装置既能实现实现对矩形管进行拉伸弯曲,也可实现对矩形管进行九十度的直角弯折。
8.优选的,所述转盘顶面开设有贯通滑槽;所述底座顶面于贯通滑槽位置固连有基座;所述基座内部的底面固连有伸缩杆;所述伸缩杆的顶面固连有顶盖,且顶盖与基座之间滑动连接;工作时,当使用者想弯曲矩形管时,可启动伸缩杆,伸缩杆拉伸带动顶盖上升,顶盖伸出贯通滑槽后,顶盖的侧表面会与矩形管的表面贴合,由此矩形管可以借助顶盖的侧表面为支点进行弯曲,实现控制矩形管弯曲的区域,同时使矩形管弯曲部分的弧度更加平滑。
9.优选的,所述刀座底面与l型刀具之间固连有顶杆;所述顶杆靠近顶盖的侧表面固连有第一接触片;所述顶盖于第一接触片对应位置固连有第二接触片;工作时,当使用者想要对矩形管进行九十度弯折时,会启动液压缸,液压缸带动刀座下降,刀座下降会带动顶杆下降,当顶杆表面的第一接触片与顶盖表面的第一接触片接触后,会启动伸缩杆,伸缩杆收回,带动顶盖下降,防止矩形管弯折时,其切除处的直角缺口与顶盖表面发生刮蹭和摩擦,同时顶杆也会将矩形管被切割下的废料顶下,并依次通过第一通孔和第二通孔掉落到底座内。
10.优选的,所述顶盖的顶面固连有柱形外壳;所述柱形外壳内滑动连接有活塞杆;所述活塞杆的底面固连于基座内部的底面;所述柱形外壳壳体内固连有第一单向阀;所述柱形外壳于第一单向阀的对称位置的壳体内固连有第二单向阀;所述第一单向阀的外表面固连有进气管;所述进气管远离单向阀的一端固连有胶水罐;所述胶水罐固连有导管;所述导管远离力胶水罐的一端固连于顶盖侧壁;工作时,由于矩形管具有一定韧性,所以矩形管切割弯折后,拼接处会留有间隙,为了方便使用者之后对拼接处的焊接加固操作,需要首先对拼接处进行初步的固定操作,当伸缩杆带动顶盖上升时,柱形外壳会在顶盖的带动下上升,柱形外壳与活塞杆发生相对滑动,柱形外壳内的空腔增大,并通过第二单向阀从外界吸气,此时第一单向阀为关闭状态,当顶杆表面的第一接触片与顶盖表面的第二接触片接触后,顶盖延迟一段时间后下降,当l型刀具切割完成后,顶盖才开始在伸缩杆带动下下降,伸缩杆带动顶盖下降时,柱形外壳由顶盖带动下降,并与活塞杆之间发生相对滑动,柱形外壳内的空腔减少,并通过第一单向阀将柱形外壳内的气体由进气管导入胶水罐内,此时第二单向阀为关闭状态,当气体导入胶水罐后,胶水罐内的气压增大,会将胶水罐内的胶水由导管挤出,并喷洒在矩形管切割的部位,此时在完成对矩形管的弯折操作后,矩形管弯折处就会被胶水粘连固定,方便使用者之后的焊接操作。
11.优选的,所述导管远离胶水罐的一端固连有弧形喷嘴;所述弧形喷嘴外表面设有若干小孔;工作时,当胶水被挤入导管后,导管将胶水导入弧形喷嘴内,再由弧形喷嘴表面开设的小孔均匀的喷在矩形管的切割处,促进矩形管弯折后的粘连效果。
12.优选的,所述弧形喷嘴包括弧形外壳和弧形板;所述弧形外壳与弧形板之间滑动连接;所述弧形外壳与弧形板之间固连有第一弹簧;所述小孔开设于弧形板表面;所述弧形外壳内部的底面于小孔对应位置固连有堵杆;工作时,当弧形外壳内未被导入胶水时,弧形板会在第一弹簧的拉力作用下,向着堵杆运动,并由堵杆将小孔堵住,当弧形外壳内被导入胶水后,弧形板会在胶水的压力下向着远离堵杆的方向运动,堵杆将不会在堵住小孔,胶水
可顺利喷出,小孔被堵杆堵住时,开以防止空气有小孔和导管与胶水罐中的胶水接触,防止胶水长时间接触空气发生凝固。
13.优选的,所述顶盖的侧壁内固连有若干加热丝;工作时,当使用者身处寒冷环境并使用本装置时,顶盖侧壁内的加热丝启动,且顶盖表面与矩形管的表面接触,通过接触将热量传递至矩形管的需要弯曲的部位,防止因为天气过于寒冷,导致矩形管的质地变脆,不便于弯曲。
14.优选的,所述底座顶面于转盘的边缘位置刻有角度标尺;工作时,转盘转动,带动矩形管转动,矩形管末端扫过的角度即为矩形管弯曲的角度,有利于使用者将矩形管弯曲出需要的角度。
15.优选的,所述第二拱形限位块包括一对对称设置的支撑杆和第一挡板;所述第一挡板与其中一个支撑杆的顶部铰接,且设置有扭簧;另一个所述支撑杆的侧面开设有螺纹通孔;所述螺纹通孔中螺纹连接有螺纹杆;所述螺纹杆一端固连有压板;所述螺纹杆远离压板的一端固连有把手;工作时,当使用者需要对不同尺寸的矩形管进行固定时,可将第一挡板掰开,将矩形管放入,当使用者松开第一挡板后,在扭簧的作用下第一挡板会闭合在支撑杆上,此时使用者再通过把手旋紧螺纹杆,螺纹杆有会带动压板压紧矩形管,完成固定矩形管的操作,由此使用者可现实对不同尺寸矩形管的固定。
16.优选的,所述转盘顶面开设有滑槽;所述滑槽内滑动连接有第二挡板;所述第二挡板与滑槽侧壁之间固连有第二弹簧;工作时,当不同尺寸矩形管穿过滑槽时,会挤压第二挡板,第二挡板会向着支撑座运动并挤压第二弹簧,同时第二弹簧也会挤压第二挡板,使第二挡板能贴合在矩形管的表面,实现对不同尺寸的矩形管在弯折处固定的效果。
17.本发明的有益效果如下:
18.1.本发明所述的一种矩形管折弯加工装置,通过转盘带动矩形管的转动完成对矩形管不同程度的弯曲,同时还通过在弯曲处设置顶盖,通过将顶盖侧表面的弧度作为支撑面,使矩形管弯曲处的弧度更加平滑,同时顶盖侧壁内的加热丝还能实现对矩形管弯曲处进行加热,以防在寒冷环境下矩形管质地变脆,而在弯曲发生断裂或破碎。
19.2.本发明所述的一种矩形管折弯加工装置,通过转盘表面的支撑座、液压缸、刀座和l型刀具,实现对矩形管的切割,将矩形管切割处直角后,再通过顶盖内喷洒出的胶水,和转盘的转动,实现将矩形管九十度弯折,并简单固定,方便使用者接下来的焊接操作。
附图说明
20.下面结合附图对本发明作进一步说明。
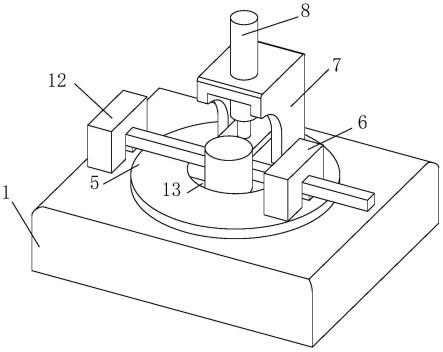
21.图1是本发明的立体图;
22.图2是本发明的主视图;
23.图3是本发明中的底座的俯视图;
24.图4是本发明中顶盖和基座的剖视图;
25.图5是本发明中弧形喷嘴的局部剖视图;
26.图6是本发明的侧视图;
27.图7是图6中a处局部放大图;
28.图8是本发明中第二拱形限位块的结构示意图。
29.图中:1、底座;2、电机;3、第一齿轮;4、第二齿轮;5、转盘;6、第一拱形限位块;7、支撑座;8、液压缸;9、刀座;10、l型刀具;11、第一通孔;12、第二拱形限位块;13、贯通滑槽;14、基座;15、伸缩杆;16、顶盖;17、顶杆;18、第一接触片;19、第二接触片;20、柱形外壳;21、活塞杆;22、第一单向阀;23、第二单向阀;24、进气管;25、胶水罐;26、导管;27、弧形喷嘴;28、小孔;29、弧形外壳;30、弧形板;31、第一弹簧;32、堵杆;33、加热丝;34、角度标尺;35、支撑杆;36、第一挡板;37、螺纹通孔;38、螺纹杆;39、压板;40、把手;41、滑槽;42、第二弹簧;43、第二挡板;44、第二通孔。
具体实施方式
30.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
31.实施例一
32.如图1至图2所示,本发明实施例所述的一种矩形管折弯加工装置;包括底座1;所述底座1内部的底面固连有电机2;所述电机2输出轴固连有第一齿轮3;所述第一齿轮3啮合有第二齿轮4,且第二齿轮4为半圆结构设计;所述第二齿轮4顶面与底座1内顶面转动连接;所述第二齿轮4顶面固连有转盘5;所述转盘5与底座1顶面转动连接;所述转盘5的顶面靠近边缘位置固连有第一拱形限位块6;所述转盘5顶面固连有支撑座7;所述支撑座7顶部固连有液压缸8;所述液压缸8的液压杆的底面固连有刀座9;所述刀座9底面固连有l型刀具10;本实施列中l型刀具10由两个直刀呈九十度角连接,刀刃朝向转盘5,且直角的顶点朝向支撑座7;所述转盘5于l型刀具10对应位置开设有第一通孔11;所述底座1与于第一通孔11位置开设有第二通孔44;所述底座1顶面靠近转盘5位置固连有第二拱形限位块12;工作时,在建筑施工过程中,有时需要将一些笔直的矩形管弯曲出一定角度,以满足安装需要,此时使用者首先将矩形管穿过第一拱形限位块6和第二拱形限位块12,再启动电机2,再由电机2的输出轴带第一齿轮3转动,第一齿轮3再带动第二齿轮4转动,第二齿轮4再带动转盘5转动,再由转盘5带动第一拱形限位块6运动,第一拱形限位块6带动矩形管的一端转动,实现对矩形管的折弯;若使用者想将矩形管折弯九十度,且矩形管不被拉伸,可在将矩形管依次穿过第一拱形限位块6和第二拱形限位块12后,使用者启动液压缸8,液压缸8带动刀座9向下移动,再由刀座9上的l型刀具10将矩形管切割出一个直角缺口,切下的废料依次从第一通孔11和第二通孔44掉落到底座1内,此时使用者再启动电机2,将矩形弯折九十度,使得矩形管可以被弯折成九十度的直角,由此本装置既能实现实现对矩形管进行弯曲,也可实现对矩形管进行九十度的直角弯折。
33.如图1至图2所示,所述转盘5顶面开设有贯通滑槽13;所述底座1顶面于贯通滑槽13位置固连有基座14;所述基座14内部的底面固连有伸缩杆15;所述伸缩杆15的顶面固连有顶盖16,且顶盖16与基座14之间滑动连接;工作时,当使用者想弯曲矩形管时,可启动伸缩杆15,伸缩杆15拉伸带动顶盖16上升,顶盖16伸出贯通滑槽13后,顶盖16的侧表面会与矩形管的表面贴合,由此矩形管可以借助顶盖16的侧表面为支点进行弯曲,实现控制矩形管弯曲的区域,同时使矩形管弯曲部分的弧度更加平滑。
34.如图7所示,所述刀座9底面与l型刀具10之间固连有顶杆17,所述顶杆17靠近顶盖16的侧表面固连有第一接触片18;所述顶盖16于第一接触片18对应位置固连有第二接触片
19;工作时,当使用者想要对矩形管进行九十度弯折时,会启动液压缸8,液压缸8带动刀座9下降,刀座9下降会带动顶杆17下降,当顶杆17表面的第一接触片18与顶盖16表面的第一接触片18接触后,会启动伸缩杆15,伸缩杆15收回,带动顶盖16下降,防止矩形管弯折时,其切除处的直角缺口与顶盖16表面发生刮蹭和摩擦,同时顶杆17也会将矩形管被切割下的废料顶下,并依次通过第一通孔11和第二通孔44掉落到底座1内。
35.如图4所示,所述顶盖16的顶面固连有柱形外壳20;所述柱形外壳20内滑动连接有活塞杆21;所述活塞杆21的底面固连于基座14内部的底面;所述柱形外壳20壳体内固连有第一单向阀22;所述柱形外壳20于第一单向阀22的对称位置的壳体内固连有第二单向阀23;所述第一单向阀22的外表面固连有进气管24;所述进气管24远离单向阀的一端固连有胶水罐25;所述胶水罐25固连有导管26;所述导管26远离力胶水罐25的一端固连于顶盖16侧壁;工作时,由于矩形管具有一定韧性,所以矩形管切割弯折后,拼接处会留有间隙,为了方便使用者之后对拼接处的焊接加固操作,需要首先对拼接处进行初步的固定操作,当伸缩杆15带动顶盖16上升时,柱形外壳20会在顶盖16的带动下上升,柱形外壳20与活塞杆21发生相对滑动,柱形外壳20内的空腔增大,并通过第二单向阀23从外界吸气,此时第一单向阀22为关闭状态,当顶杆17表面的第一接触片18与顶盖16表面的第二接触片19接触后,顶盖16延迟一段时间后下降,当l型刀具10切割完成后,顶盖16才开始在伸缩杆15带动下下降,伸缩杆15带动顶盖16下降时,柱形外壳20由顶盖16带动下降,并与活塞杆21之间发生相对滑动,柱形外壳20内的空腔减少,并通过第一单向阀22将柱形外壳20内的气体由进气管24导入胶水罐25内,此时第二单向阀23为关闭状态,当气体导入胶水罐25后,胶水罐25内的气压增大,会将胶水罐25内的胶水由导管26挤出,并喷洒在矩形管切割的部位,此时在完成对矩形管的弯折操作后,矩形管弯折处就会被胶水粘连固定,方便使用者之后的焊接操作。
36.如图5所示,所述导管26远离胶水罐25的一端固连有弧形喷嘴27;所述弧形喷嘴27外表面开设有若干小孔28;工作时,当胶水被挤入导管26后,导管26将胶水导入弧形喷嘴27内,再由弧形喷嘴27表面开设的小孔28均匀的喷在矩形管的切割处,促进矩形管弯折后的粘连效果。
37.如图5所示,所述弧形喷嘴27包括小弧形外壳29和弧形板30;所述小弧形外壳29与弧形板30之间滑动连接;所述小弧形外壳29与弧形板30之间固连有第一弹簧31;所述小孔28开设于弧形板30表面;所述小弧形外壳29内部的底面于小孔28对应位置固连有堵杆32;当弧形外壳29内未被导入胶水时,弧形板30会在第一弹簧31的拉力作用下,向着堵杆32运动,并由堵杆32将小孔28堵住,当弧形外壳29内被导入胶水后,弧形板30会在胶水的压力下向着远离堵杆32的方向运动,堵杆32将不会在堵住小孔28,胶水可顺利喷出,小孔28被堵杆32堵住时,开以防止空气有小孔28和导管26与胶水罐25中的胶水接触,防止胶水长时间接触空气发生凝固。
38.如图4所示,所述顶盖16的侧壁内固连有若干加热丝33;工作时,当使用者身处寒冷环境并使用本装置时,顶盖16侧壁内的加热丝33启动,且顶盖16表面与矩形管的表面接触,通过接触将热量传递至矩形管的需要弯曲的部位,防止因为天气过于寒冷,导致矩形管的质地变脆,不便于弯曲。
39.如图3所示,所述底座1顶面于转盘5的边缘位置刻有角度标尺34;工作时,转盘5转动,带动矩形管转动,矩形管末端扫过的角度即为矩形管弯曲的角度,有利于使用者将矩形
管弯曲出需要的角度。
40.实施例二
41.如图8所示,对比实施例一,其中本发明的另一种实施方式为:所述第二拱形限位块12均包括一对对称设置的支撑杆35和第一挡板36;所述第一挡板36与其中一个支撑杆35的顶部铰接,且设置有扭簧;另一个所述支撑杆35的侧面开设有螺纹通孔37;所述螺纹通孔37中螺纹连接有螺纹杆38;所述螺纹杆38一端固连有压板39;所述螺纹杆38远离压板39的一端固连有把手40;工作时,当使用者需要对不同尺寸的矩形管进行固定时,可将第一挡板36掰开,将矩形管放入,当使用者松开第一挡板36后,在扭簧的作用下第一挡板36会闭合在支撑杆35上,此时使用者再通过把手40旋紧螺纹杆38,螺纹杆38有会带动压板39压紧矩形管,完成固定矩形管的操作,由此使用者可现实对不同尺寸矩形管的固定。
42.如图6所示,所述转盘5顶面开设有滑槽41;所述滑槽41内滑动连接有第二挡板43;所述第二挡板43与滑槽41侧壁之间固连有第二弹簧42;工作时,当不同尺寸矩形管穿过滑槽41时,会挤压第二挡板43,第二挡板43会向着支撑座7运动并挤压第二弹簧42,同时第二弹簧42也会挤压第二挡板43,使第二挡板43能贴合在矩形管的表面,实现对不同尺寸的矩形管在弯折处固定的效果。
43.工作时,在建筑施工过程中,有时需要将一些笔直的矩形管弯曲出一定角度,以满足安装需要,此时使用者首先将矩形管穿过第一拱形限位块6和第二拱形限位块12,再启动电机2,再由电机2的输出轴带第一齿轮3转动,第一齿轮3再带动第二齿轮4转动,第二齿轮4再带动转盘5转动,再由转盘5带动第一拱形限位块6运动,第一拱形限位块6带动矩形管的一端转动,实现对矩形管的折弯;若使用者想将矩形管折弯九十度,且矩形管不被拉伸,可在将矩形管依次穿过第一拱形限位块6和第二拱形限位块12后,使用者启动液压缸8,液压缸8带动刀座9向下移动,再由刀座9上的l型刀具10将矩形管切割出一个直角缺口,切下的废料依次从第一通孔11和第二通孔44掉落到底座1内,此时使用者再启动电机2,将矩形弯折九十度,使得矩形管可以被弯折成九十度的直角,由此本装置既能实现实现对矩形管进行拉伸弯曲,也可实现对矩形管进行九十度的直角弯折。
44.当使用者想弯曲矩形管时,可启动伸缩杆15,伸缩杆15拉伸带动顶盖16上升,顶盖16伸出贯通滑槽13后,顶盖16的侧表面会与矩形管的表面贴合,由此矩形管可以借助顶盖16的侧表面为支点进行弯曲,实现控制矩形管弯曲的区域,同时使矩形管弯曲部分的弧度更加平滑。
45.当使用者想要对矩形管进行九十度弯折时,会启动液压缸8,液压缸8带动刀座9下降,刀座9下降会带动顶杆17下降,当顶杆17表面的第一接触片18与顶盖16表面的第一接触片18接触后,会启动伸缩杆15,伸缩杆15收回,带动顶盖16下降,防止矩形管弯折时,其切除处的直角缺口与顶盖16表面发生刮蹭和摩擦,同时顶杆17也会将矩形管被切割下的废料顶下,并依次通过第一通孔11和第二通孔44掉落到底座1内。
46.当伸缩杆15带动顶盖16上升时,柱形外壳20会在顶盖16的带动下上升,柱形外壳20与活塞杆21发生相对滑动,柱形外壳20内的空腔增大,并通过第二单向阀23从外界吸气,此时第一单向阀22为关闭状态,当顶杆17表面的第一接触片18与顶盖16表面的第二接触片19接触后,顶盖16延迟一段时间后下降,当l型刀具10切割完成后,顶盖16才开始在伸缩杆15带动下下降,伸缩杆15带动顶盖16下降时,柱形外壳20由顶盖16带动下降,并与活塞杆21
之间发生相对滑动,柱形外壳20内的空腔减少,并通过第一单向阀22将柱形外壳20内的气体由进气管24导入胶水罐25内,此时第二单向阀23为关闭状态,当气体导入胶水罐25后,胶水罐25内的气压增大,会将胶水罐25内的胶水由导管26挤出,并喷洒在矩形管切割的部位,此时在完成对矩形管的弯折操作后,矩形管弯折处就会被胶水粘连固定,方便使用者之后的焊接操作。
47.当胶水被挤入导管26后,导管26将胶水导入弧形喷嘴27内,再由弧形喷嘴27表面开设的小孔28均匀的喷在矩形管的切割处,促进矩形管弯折后的粘连效果。
48.当弧形外壳29内未被导入胶水时,弧形板30会在第一弹簧31的拉力作用下,向着堵杆32运动,并由堵杆32将小孔28堵住,当弧形外壳29内被导入胶水后,弧形板30会在胶水的压力下向着远离堵杆32的方向运动,堵杆32将不会在堵住小孔28,胶水可顺利喷出,小孔28被堵杆32堵住时,开以防止空气有小孔28和导管26与胶水罐25中的胶水接触,防止胶水长时间接触空气发生凝固。
49.当使用者身处寒冷环境并使用本装置时,顶盖16侧壁内的加热丝33启动,且顶盖16表面与矩形管的表面接触,通过接触将热量传递至矩形管的需要弯曲的部位,防止因为天气过于寒冷,导致矩形管的质地变脆,不便于弯曲。
50.转盘5转动,带动矩形管转动,矩形管末端扫过的角度即为矩形管弯曲的角度,有利于使用者将矩形管弯曲出需要的角度。
51.当使用者需要对不同尺寸的矩形管进行固定时,可将第一挡板36掰开,将矩形管放入,当使用者松开第一挡板36后,在扭簧的作用下第一挡板36会闭合在支撑杆35上,此时使用者再通过把手40旋紧螺纹杆38,螺纹杆38有会带动压板39压紧矩形管,完成固定矩形管的操作,由此使用者可现实对不同尺寸矩形管的固定。
52.当不同尺寸矩形管穿过滑槽41时,会挤压第二挡板43,第二挡板43会向着支撑座7运动并挤压第二弹簧42,同时第二弹簧42也会挤压第二挡板43,使第二挡板43能贴合在矩形管的表面,实现对不同尺寸的矩形管在弯折处固定的效果。
53.上述前、后、左、右、上、下均以说明书附图中的图1为基准,按照人物观察视角为标准,装置面对观察者的一面定义为前,观察者左侧定义为左,依次类推。
54.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制。
55.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1