一种装配式建筑施工钢筋骨架自动加工设备的制作方法
1.本发明涉及建筑钢筋骨架加工技术领域,具体为一种装配式建筑施工钢筋骨架自动加工设备。
背景技术:
2.钢筋骨架是指预先绑扎好的钢筋结构,其多用于建筑施工,在施工时可直接整体吊装移动,便于进行施工使用。
3.传统的钢筋骨架加工方式,是通过多名工人共同参与,根据所需要的钢筋骨架尺寸对多根钢筋进行定位,并对钢筋内部进行焊接,最终对钢筋外部进行捆扎加工而成的,整个加工过程中需要多名工人辅助加工,导致钢筋骨架的加工效率较低,且多名工人之间的配合度不高,导致钢筋骨架的质量较低,且加工而成的钢筋骨架质量不均,影响建筑的质量。
技术实现要素:
4.为了解决上述技术问题,本发明提供一种装配式建筑施工钢筋骨架自动加工设备。
5.一种装配式建筑施工钢筋骨架自动加工设备,包括运输单元与组装单元,所述运输单元上端固定安装有组装单元。
6.所述运输单元包括支撑底座,支撑底座下端面均匀固定安装有万向轮,支撑底座左侧上端固定安装有方形镂空板,方形镂空板上侧右端固定安装有电动推杆,电动推杆右端固定安装有方形定位架一,方形定位架一与支撑底座之间以滑动配合的方式相连接,方形定位架一包括方形空心架,方形空心架内端设置有四个限位导向环一,相邻的限位导向环一之间固定安装有可伸缩架,可伸缩架上均匀固定安装有限位导向环二,方形空心架左端固定安装有固定件,固定件与限位导向环一之间均转动连接有调整架,相邻的可伸缩架之间固定安装有直角限位件。
7.所述组装单元包括方形定位架二,支撑底座右侧上端固定安装有方形定位架二,方形定位架二右端固定安装有电动伸缩杆,电动伸缩杆右端固定安装有固定方块,固定方块上端固定安装有可伸缩支架,可伸缩支架上端固定安装有矩形搁置板,矩形搁置板上端面均匀开设有弧形搁置槽一,弧形搁置槽一内端面固定安装有隔热件一,矩形搁置板下端面固定安装有橡胶气囊一,橡胶气囊一下端面固定安装有防护件,防护件下端面均匀开设有弧形搁置槽二,弧形搁置槽二内端面固定安装有隔热件二,矩形搁置板上端固定安装有气泵一,橡胶气囊一右侧上端固定安装有通气管,通气管与气泵一固定连接,通气管内部固定安装有过滤板。
8.优选技术方案一:所述方形空心架包括方形板,电动推杆右端固定安装有方形板,方形板中部开设有矩形通孔,矩形通孔四个拐角均转动连接有可伸缩杆,可伸缩杆末端与限位导向环一转动连接。
9.优选技术方案二:所述方形空心架包括方形板,电动推杆右端固定安装有方形板,方形板中部开设有矩形通孔,矩形通孔四个拐角均转动连接有可伸缩杆,可伸缩杆末端与限位导向环一转动连接。
10.优选技术方案三:所述可伸缩架包括矩形筒件一,相邻的限位导向环一相对端面均固定安装有矩形筒件一,矩形筒件一内部以滑动配合的方式连接有矩形连接柱,矩形连接柱外部以滑动配合的方式连接有矩形筒件二,矩形筒件二与矩形连接柱之间以滑动配合的方式相连接,多个矩形筒件二与多个矩形连接柱之间首尾连接,靠近限位导向环一的矩形连接柱外端均与矩形筒件一之间以滑动配合的方式相连接,矩形连接柱中部固定安装有限位导向环二,相邻的矩形筒件一与矩形筒件二之间固定安装有连接弹簧一,相邻的矩形筒件二之间均固定安装有连接弹簧二,连接弹簧一与连接弹簧二均位于矩形筒件二的四个拐角,相邻的矩形筒件一与矩形筒件二相对端面以及相邻的矩形筒件二相对端面均固定安装有电磁板,通电后的电磁板的磁性相同,通电后的电磁板的磁性强度可控制,相邻的矩形筒件一之间固定安装有直角限位件。
11.优选技术方案四:所述限位导向环二包括环形限位板,可伸缩架上均匀固定安装有环形限位板,环形限位板内端面均匀开设有限位凹槽,限位凹槽内端中部均匀固定安装有挤压弹簧,挤压弹簧末端固定安装有扇形件,扇形件远离挤压弹簧一端均匀滚动连接有圆球。
12.优选技术方案五:所述固定件包括连接圆杆,方形空心架左端均匀固定安装有连接圆杆,连接圆杆左端共同固定安装有固定圆板,固定圆板左端固定安装有气泵三,固定圆板中部固定安装有主管道,主管道与气泵三进气口固定连接。
13.优选技术方案六:所述调整架包括方形筒件一,固定件朝向限位导向环一一端均转动连接有方形筒件一,方形筒件一中部以滑动配合的方式连接有方形连接柱,方形连接柱外端以滑动配合的方式连接有方形筒件二,方形筒件二末端与限位导向环一之间转动连接,方形筒件一与方形筒件二之间内部固定安装有橡胶气囊三,橡胶气囊三靠近固定件一端固定安装有通气波纹管,所有的通气波纹管末端共同与主管道固定连接,相邻的方形筒件一之间固定安装有可伸缩板。
14.优选技术方案七:所述矩形搁置板右侧转动连接有双向螺纹杆,双向螺纹杆上前后开设有旋转方向相反的螺旋凹槽,双向螺纹杆前后对称以螺纹连接的方式连接有移动块,移动块左端固定安装有定位挤压件,定位挤压件与矩形搁置板之间均匀固定安装有可伸缩圆杆,定位挤压件上端面均匀开设有弧形搁置槽三,弧形搁置槽三与弧形搁置槽一一一对应,弧形搁置槽三内端面固定安装有隔热件三。
15.优选技术方案八:所述橡胶气囊一内端面均匀固定安装有海绵块,相对的海绵块相对端面均固定安装有加强件,相对的加强件之间固定安装有定型弹簧,橡胶气囊一内部均匀固定安装有回形弯管,相邻的回形弯管之间联通,回形弯管上均匀开设有出气口,回形弯管末端与通气管固定连接。
16.本发明具备以下有益效果:1、本发明提供的一种装配式建筑施工钢筋骨架自动加工设备,通过运输单元与组装单元相配合,根据需要调整需要进行加工的钢筋骨架的尺寸,整个加工过程中无需多个工人进行辅助操作,即可加工出建筑施工所需要的钢筋骨架,后续使用时,紧靠一个工人进行外部绕筋即可投入使用,加工过程中保证钢筋受力均衡,同时
对其进行定位,保证尺寸符合需求标准,相较于传统的加工方式,提高了钢筋骨架的质量,同时降低了加工时所需要的工人数量,降低加工成本,保证钢筋骨架的质量均匀。
17.2、本发明设置的运输单元,通过气泵二控制橡胶气囊二内部的气体含量,使限位弹簧伸长,弧形壳体内的润滑球与钢筋紧贴,以达到对钢筋进行定位的目的,通过润滑球使钢筋顺利向右运输。
18.3、本发明设置的运输单元,通过连接弹簧一的弹性使矩形筒件一与矩形筒件二受力均衡,通过对电磁板进行通电,使相邻的矩形筒件一与矩形筒件二之间以及相邻的矩形筒件二之间均存在相同大小的排斥力,进一步保证,矩形筒件一与矩形筒件二之间的距离与矩形筒件二之间的距离相同。
19.4、本发明设置的组装单元,通过转动双向螺纹杆使定位挤压件与矩形钢筋内部前后两端紧贴,对矩形钢筋进行定位,通过隔热件三对焊接过程中产生的热量进行隔绝,防止热量传递,影响零件的工作。
附图说明
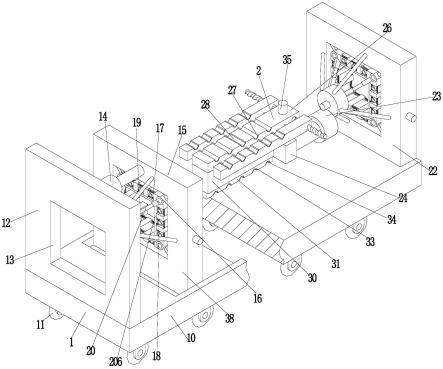
20.图1为本发明的主视立体结构示意图。
21.图2为本发明的固定件与调整架的主视立体结构示意图。
22.图3为本发明的可伸缩架的后视立体结构示意图。
23.图4为本发明的矩形搁置板的主视立体结构示意图。
24.图5为本发明的主视平面结构示意图。
25.图6为本发明的图5的a-a向的剖视图。
26.图7为本发明的图6的n处的局部放大图。
27.图8为本发明的图6的m处的局部放大图。
28.图9为本发明的图5的b-b向的剖视图。
29.图10为本发明的调整架的主视平面结构示意图。
30.图中:1、运输单元;10、支撑底座;11、万向轮;12、方形镂空板;14、电动推杆;38、方形定位架一;15、方形空心架;151、方形板;152、矩形通孔;153、可伸缩杆;16、限位导向环一;161、圆环件一;162、限位弹簧;163、弧形壳体;164、润滑球;1631、可伸缩连接杆;165、橡胶气囊二;166、输气管;1661、环形通气管;167、联通管;168、气泵二;169、主控制管;17、可伸缩架;171、矩形筒件一;172、矩形连接柱;173、矩形筒件二;174、连接弹簧一;175、连接弹簧二;176、电磁板;18、限位导向环二;181、环形限位板;182、限位凹槽;183、挤压弹簧;184、扇形件;185、圆球;19、固定件;191、连接圆杆;192、固定圆板;193、气泵三;194、主管道;20、调整架;201、方形筒件一;202、方形连接柱;203、方形筒件二;204、橡胶气囊三;205、通气波纹管;206、可伸缩板;21、直角限位件;2、组装单元;22、方形定位架二;23、电动伸缩杆;24、固定方块;25、可伸缩支架;26、矩形搁置板;261、双向螺纹杆;262、移动块;263、定位挤压件;264、可伸缩圆杆;265、弧形搁置槽三;266、隔热件三;27、弧形搁置槽一;28、隔热件一;30、橡胶气囊一;301、海绵块;302、加强件;303、定型弹簧;304、回形弯管;31、防护件;33、弧形搁置槽二;34、隔热件二;35、气泵一;36、通气管;37、过滤板。
具体实施方式
31.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.参阅图1,一种装配式建筑施工钢筋骨架自动加工设备,包括运输单元1与组装单元2,所述运输单元1上端固定安装有组装单元2。
33.参阅图1,所述运输单元1包括支撑底座10,支撑底座10下端面均匀固定安装有万向轮11,支撑底座10左侧上端固定安装有方形镂空板12,方形镂空板12上侧右端固定安装有电动推杆14,电动推杆14右端固定安装有方形定位架一38,方形定位架一38与支撑底座10之间以滑动配合的方式相连接,方形定位架一38包括方形空心架15,方形空心架15内端设置有四个限位导向环一16,相邻的限位导向环一16之间固定安装有可伸缩架17,可伸缩架17上均匀固定安装有限位导向环二18,方形空心架15左端固定安装有固定件19,固定件19与限位导向环一16之间均转动连接有调整架20,相邻的可伸缩架17之间固定安装有直角限位件21;首先根据需要调整四个限位导向环一16之间的距离,然后通过电动推杆14带动方形空心架15向右移动,将钢筋一端穿过限位导向环一16与限位导向环二18插入组装单元2,通过组装单元2对钢筋进行定位,当组装单元2设置完成后,通过电动推杆14带动方形空心架15向左移动,通过调整架20与可伸缩架17相配合控制四个限位导向环一16之间的距离,并控制限位导向环二18之间的距离。
34.参阅图1与图5,所述组装单元2包括方形定位架二22,支撑底座10右侧上端固定安装有方形定位架二22,方形定位架二22右端固定安装有电动伸缩杆23,电动伸缩杆23右端固定安装有固定方块24,固定方块24上端固定安装有可伸缩支架25,可伸缩支架25上端固定安装有矩形搁置板26,矩形搁置板26上端面均匀开设有弧形搁置槽一27,弧形搁置槽一27内端面固定安装有隔热件一28,矩形搁置板26下端面固定安装有橡胶气囊一30,橡胶气囊一30下端面固定安装有防护件31,防护件31下端面均匀开设有弧形搁置槽二33,弧形搁置槽二33内端面固定安装有隔热件二34,矩形搁置板26上端固定安装有气泵一35,橡胶气囊一30右侧上端固定安装有通气管36,通气管36与气泵一35固定连接,通气管36内部固定安装有过滤板37;当钢筋定位完成后,将待进行焊接的矩形钢筋均匀套在矩形搁置板26上,通过弧形搁置槽对矩形钢筋进行定位,通过电动伸缩杆23带动矩形搁置板26向左移动,同时通过可伸缩支架25带动矩形搁置板26向上移动,使矩形钢筋与运输单元1上的钢筋接触,此时通过气泵一35控制橡胶气囊一30内部的气体体积,使防护件31上的弧形搁置槽与矩形钢筋紧贴,以达到对矩形钢筋进行定位的目的,通过焊接机对矩形钢筋与钢筋之间进行焊接,当焊接完成后,通过电动推杆14带动方形空心架15继续向右移动,使钢筋左端与方形镂空板12分离,最终取下加工完成的钢筋,通过过滤板37防止橡胶气囊一30内部进行杂质颗粒,通过隔热件一28与隔热件二34对焊接过程中产生的热量进行隔绝。
35.参阅图2,所述方形空心架15包括方形板151,电动推杆14右端固定安装有方形板151,方形板151中部开设有矩形通孔152,矩形通孔152四个拐角均转动连接有可伸缩杆153,可伸缩杆153末端与限位导向环一16转动连接;通过方形板151上的矩形通孔152防止干涉限位导向环一16与限位导向环二18的变形调整,通过可伸缩杆153对限位导向环一16
进行定位,以保证限位导向环一16始终处于矩形通孔152内部。
36.参阅图2、图6与图7,所述限位导向环一16包括圆环件一161,方形空心架15内端设置有四个圆环件一161,圆环件一161内端面均匀开设有圆柱凹槽,圆柱凹槽内中部固定安装有限位弹簧162,限位弹簧162末端固定安装有弧形壳体163,弧形壳体163内滚动连接有润滑球164,弧形壳体163与圆柱凹槽之间固定连接有可伸缩连接杆1631,可伸缩连接杆1631内固定安装有橡胶气囊二165,橡胶气囊二165远离弧形壳体163一端固定安装有输气管166,圆环件一161内固定安装有环形通气管1661,环形通气管1661内端与输气管166固定连接,环形通气管1661靠近可伸缩杆153一端均固定连接有联通管167,联通管167贯穿可伸缩杆153,相邻的联通管167之间联通,方形空心架15前端固定安装有气泵二168,最前侧的联通管167前端固定安装有主控制管169,主控制管169与气泵二168进气口固定连接;通过气泵二168控制橡胶气囊二165内部的气体含量,使限位弹簧162伸长,弧形壳体163内的润滑球164与钢筋紧贴,以达到对钢筋进行定位的目的,通过润滑球164使钢筋顺利向右运输。
37.参阅图3,所述可伸缩架17包括矩形筒件一171,相邻的限位导向环一16相对端面均固定安装有矩形筒件一171,矩形筒件一171内部以滑动配合的方式连接有矩形连接柱172,矩形连接柱172外部以滑动配合的方式连接有矩形筒件二173,矩形筒件二173与矩形连接柱172之间以滑动配合的方式相连接,多个矩形筒件二173与多个矩形连接柱172之间首尾连接,靠近限位导向环一16的矩形连接柱172外端均与矩形筒件一171之间以滑动配合的方式相连接,矩形连接柱172中部固定安装有限位导向环二18,相邻的矩形筒件一171与矩形筒件二173之间固定安装有连接弹簧一174,相邻的矩形筒件二173之间均固定安装有连接弹簧二175,连接弹簧一174与连接弹簧二175均位于矩形筒件二173的四个拐角,相邻的矩形筒件一171与矩形筒件二173相对端面以及相邻的矩形筒件二173相对端面均固定安装有电磁板176,通电后的电磁板176的磁性相同,通电后的电磁板176的磁性强度可控制,相邻的矩形筒件一171之间固定安装有直角限位件21;当限位导向环一16之间的距离确定时,在连接弹簧一174的弹性作用下,矩形筒件一171与矩形筒件二173受力均衡,此时对电磁板176进行通电,使相邻的矩形筒件一171与矩形筒件二173之间以及相邻的矩形筒件二173之间均存在相同大小的排斥力,进一步保证,矩形筒件一171与矩形筒件二173之间的距离与矩形筒件二173之间的距离相同。
38.参阅图8,所述限位导向环二18包括环形限位板181,可伸缩架17上均匀固定安装有环形限位板181,环形限位板181内端面均匀开设有限位凹槽182,限位凹槽182内端中部均匀固定安装有挤压弹簧183,挤压弹簧183末端固定安装有扇形件184,扇形件184远离挤压弹簧183一端均匀滚动连接有圆球185;通过挤压弹簧183的弹力使扇形件184上的圆球185与钢筋紧贴,通过圆球185使钢筋顺利向右移动。
39.参阅图2与图5,所述固定件19包括连接圆杆191,方形空心架15左端均匀固定安装有连接圆杆191,连接圆杆191左端共同固定安装有固定圆板192,固定圆板192左端固定安装有气泵三193,固定圆板192中部固定安装有主管道194,主管道194与气泵三193进气口固定连接;通过连接圆杆191对固定圆板192进行固定,通过气泵三193向主管道194内输送气体,控制调整架20的长度。
40.参阅图10,所述调整架20包括方形筒件一201,固定件19朝向限位导向环一16一端均转动连接有方形筒件一201,方形筒件一201中部以滑动配合的方式连接有方形连接柱
202,方形连接柱202外端以滑动配合的方式连接有方形筒件二203,方形筒件二203末端与限位导向环一16之间转动连接,方形筒件一201与方形筒件二203之间内部固定安装有橡胶气囊三204,橡胶气囊三204靠近固定件19一端固定安装有通气波纹管205,所有的通气波纹管205末端共同与主管道194固定连接,相邻的方形筒件一201之间固定安装有可伸缩板206;通过橡胶气囊三204控制方形筒件一201与方形筒件二203之间的距离,以达到控制限位导向环一16之间的距离的目的,通过可伸缩板206保证四个限位导向环一16始终构成矩形。
41.参阅图2与图4,所述矩形搁置板26右侧转动连接有双向螺纹杆261,双向螺纹杆261上前后开设有旋转方向相反的螺旋凹槽,双向螺纹杆261前后对称以螺纹连接的方式连接有移动块262,移动块262左端固定安装有定位挤压件263,定位挤压件263与矩形搁置板26之间均匀固定安装有可伸缩圆杆264,定位挤压件263上端面均匀开设有弧形搁置槽三265,弧形搁置槽三265与弧形搁置槽一27一一对应,弧形搁置槽三265内端面固定安装有隔热件三266;通过转动双向螺纹杆261使定位挤压件263与矩形钢筋内部前后两端紧贴,对矩形钢筋进行定位,通过弧形搁置槽三265对矩形钢筋进行定位,通过隔热件三266对焊接过程中产生的热量进行隔绝。
42.参阅图9,所述橡胶气囊一30内端面均匀固定安装有海绵块301,相对的海绵块301相对端面均固定安装有加强件302,相对的加强件302之间固定安装有定型弹簧303,橡胶气囊一30内部均匀固定安装有回形弯管304,相邻的回形弯管304之间联通,回形弯管304上均匀开设有出气口,回形弯管304末端与通气管36固定连接;通过定型弹簧303防止橡胶气囊一30内部紧贴,由于橡胶结构极易粘连,导致橡胶气囊一30内部粘连,通过海绵块301防止橡胶气囊一30内表面受到刮擦,通过回形弯管304使气体均匀的分布于橡胶气囊一30内部,防止橡胶气囊一30变形不均匀。
43.具体工作时,首先根据需要调整四个限位导向环一16之间的距离,然后使方形空心架15向右运动与方形定位架二22靠近,此时将待进行焊接的矩形钢筋均匀套在矩形搁置板26上,通过弧形搁置槽对矩形钢筋进行定位,然后将钢筋一端穿过方形空心架15上的限位导向环一16与限位导向环二18内最终与方形定位架二22接触并进行定位,当钢筋定位完成后,方形空心架15向左运动,同时通过电动伸缩杆23带动矩形搁置板26向左移动,同时通过可伸缩支架25带动矩形搁置板26向上移动,使矩形钢筋与运输单元1上的钢筋接触,此时通过气泵一35控制橡胶气囊一30内部的气体体积,使防护件31上的弧形搁置槽与矩形钢筋紧贴,以达到对矩形钢筋进行定位的目的,通过焊接机对矩形钢筋与钢筋之间进行焊接,当焊接完成后,通过电动推杆14带动方形空心架15继续向右移动,使钢筋左端与方形镂空板12分离,最终取下加工完成的钢筋。
44.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1