一种焊接接插件的方法与流程
1.本发明涉及到焊接技术领域,特别涉及一种焊接接插件的方法。
背景技术:
2.目前接插件在通信技术领域被广泛应用,与平板天线印制板连接时,通常采用焊接的方式将接插件与印制板上微带线进行装焊。现有情况为将接插件通过手工插入到电路板的指定位置进行手工焊接。由于接插件插入印制板中,接插件一部分凸出印制板,焊接过程不能保证印制板紧贴台面,导致印制板表面不平整。还由于接插件内芯是圆柱体,且悬浮在印制板微带线上,接插件极易晃动,且不能保持接插件内芯与微带线中心一致,手工焊接时接插件易存在位置偏移现象,定位不准确,焊接完成后不能保证接插件与印制板呈垂直直立状态,在装配天线过程中,会导致焊点受力,极易撕裂印制板上的微带线,损坏印制板,故经常出现多次返工,影响工作效率。
技术实现要素:
3.针对上述背景技术中存在的问题,本发明提出一种焊接接插件的方法。该方法用于解决现有技术中在印制板的微带线上焊接接插件时出现位置偏移,接插件与印制板不呈垂直直立状态的技术问题。在不使用焊接接插件工装时,可将工装两个零部件用螺钉进行固定,便于收置以及便于携带。
4.为了实现上述目的,本发明所采取的技术方案为:
5.一种焊接接插件的方法,具体包括以下步骤:
6.步骤1,将底座工装固定于印制板的背面,且底座工装上的开孔位置与印制板预留孔位正对;
7.步骤2,接插件穿入印制板,并连接在底座工装上,确认接插件内芯与印制板需焊接微带线在印制板的同侧;
8.步骤3,u型架工装跨过接插件,并将u型架工装的两竖向枝节与印制板贴合,且u型架工装孔位开孔位置正对印制板预留孔位;
9.步骤4,通过螺钉将从底部依次贯穿底座工装、印制板、u型架工装进行固定,使接插件内芯与印制板贴合,且接插件垂直于印制板;
10.步骤5,焊接接插件的内芯到印制板的微带线上;
11.步骤6,将固定底座工装、印制板和u型架工装的螺钉拆除;先将u型架工装取下,再取下底座工装;
12.步骤7,焊接接插件的接地部分,完成整个接插件的焊接。
13.进一步的,步骤3中,u型架工装的两枝节与印制板贴合,且u型架的凹底中心与接插件顶端贴合。
14.进一步的,所述的底板工装的主体为第一铝合金板,第一铝合金板上开有螺纹孔。
15.进一步的,所述底板工装的背面设有契合u型架的固定位,固定位为一凹槽,凹槽
内设有第二螺纹孔;在未使用状态下,所述u型架工装的横向枝节位于底板工装背部的凹槽内,且第二螺纹孔和u型架工装的第三螺纹孔正对,并通过所述螺钉连接。
16.进一步的,所述u型架的工装为铝合金材料,包括横向枝节和两个连接在横向枝节端部的竖向枝节;所述竖向枝节上设有与其延伸方相同的第三螺纹孔。
17.本发明采取上述技术方案所产生的有益效果在于:
18.1、本发明使用的工装结构简单,仅有两个部件底座工装和u型架工装;
19.2、本发明的操作方便、可靠性高;
20.3、该工装可保证接插件与印制板上的微带线中心相贴合焊接,不出现位置偏移;
21.4、本发明中的工装可保证接插件与印制板呈垂直直立状态,便于天线装配后续工作;
22.5、本发明的工装便于收置,且便于携带。
23.6、本发明的工装收藏状态可保护固定接插件底座孔不会在携带过程中破损,便于再次使用此工装。
24.7、本发明的底座工装即固定接插件底座的第二螺纹孔与u型架工装螺通过螺钉连接,用于保护底板和u型架工装的横向枝节不会发生弯折,导致影响使用。
附图说明
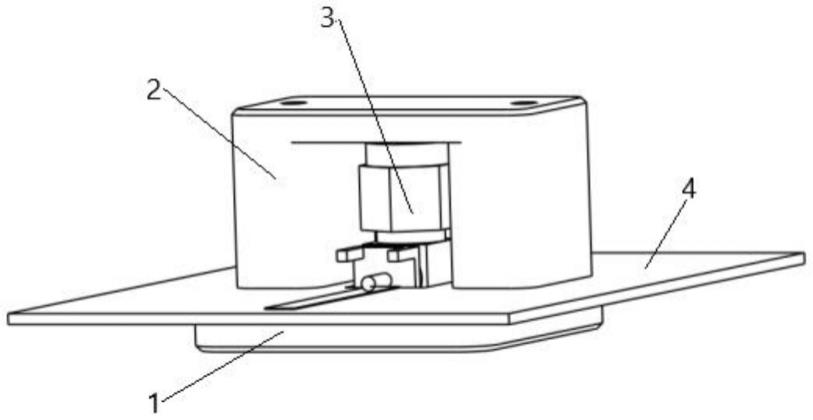
25.图1是一种用于焊接接插件工装与印制板相连接主视图;
26.图2是一种用于焊接接插件工装的收置图。
27.图中:1、固定接插件底座,2、按压接插件u型架,3、接插件,4、印制板。
具体实施方式
28.下面,结合附图和具体实施方式对本发明做进一步的说明。
29.为了更清楚地说明本发明实施例的技术方案,下面将对实施例的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
30.一种焊接接插件的方法,具体包括以下步骤:
31.步骤1,将底座工装固定于印制板的背面,且底座工装上的开孔位置与印制板预留孔位正对;
32.步骤2,接插件穿入印制板,并连接在底座工装上,确认接插件内芯与印制板需焊接微带线在印制板的同侧;
33.步骤3,u型架工装跨过接插件,并将u型架工装的两竖向枝节与印制板贴合,且u型架工装孔位开孔位置正对印制板预留孔位;
34.步骤4,通过螺钉将从底部依次贯穿底座工装、印制板、u型架工装进行固定,使接插件内芯与印制板贴合,且接插件垂直于印制板;
35.步骤5,焊接接插件的内芯到印制板的微带线上;
36.步骤6,将固定底座工装、印制板和u型架工装的螺钉拆除;先将u型架工装取下,再取下底座工装;
37.步骤7,焊接接插件的接地部分,完成整个接插件的焊接。
38.进一步的,步骤3中,u型架工装的两枝节与印制板贴合,且u型架的凹底中心与接插件顶端贴合。
39.进一步的,所述的底板工装的主体为第一铝合金板,第一铝合金板上开有螺纹孔。
40.进一步的,所述底板工装的背面设有契合u型架的固定位,固定位为一凹槽,凹槽内设有第二螺纹孔;在未使用状态下,所述u型架工装的横向枝节位于底板工装背部的凹槽内,且第二螺纹孔和u型架工装的第三螺纹孔正对,并通过所述螺钉连接。
41.进一步的,所述u型架的工装为铝合金材料,包括横向枝节和两个连接在横向枝节端部的竖向枝节;所述竖向枝节上设有与其延伸方相同的第三螺纹孔。
42.下面为一更具体的实施例:
43.参照图1和图2,本实施例的焊接工装包括固定接插件底座和按压接插件u型架。所述固定接插件底座用于插入接插件以固定接插件;所述按压接插件u型架用于辅助按压接插件。
44.所述接插件穿入印制板后再将固定接插件底座插入接插件以固定;所述固定接插件底座孔位开孔位置坐标与印制板预留孔位坐标一致。
45.所述按压接插件u型架跨过接插件将u型架两端与印制板贴合,接插件顶端与u型架中心贴合;所述按压接插件u型架孔位开孔位置坐标与印制板预留孔位坐标一致。
46.所述通过螺钉将固定接插件底座、印制板、按压接插件u型架进行固定,接插件内芯与印制板上微带线贴合,使接插件与印制板呈垂直状态,此时可焊接接插件内芯。
47.所述接插件内芯焊接完成后,将固定接插件底座、印制板、按压接插件u型架的螺钉拆除;将按压接插件u型架取下,再取下固定接插件底座,焊接接插件接地部分,即全部完成接插件焊接工作。
48.不使用焊接接插件工装时,将按压接插件u型架反向与固定接插件底座相贴合,对准孔位,保证固定接插件部分藏于u型架下,用螺钉进行螺装固定,便于收置。
49.本实施例的步骤包括如下:
50.1、将接插件放入印制板指定位置,确认接插件内芯与印制板需焊接微带线在同侧;
51.2、将固定接插件底座与接插件底部固定,使印制板预留孔位与固定接插件底座孔位对应;
52.3、将按压接插件u型架跨过接插件将u型架两端与印制板贴合,接插件顶端与u型架中心贴合,使u型架孔位与印制板孔位相一致;
53.4、通过螺钉将固定接插件底座、印制板、按压接插件u型架进行固定,使接插件内芯与印制板贴合,接插件与印制板呈垂直直立状态;
54.5、焊接接插件内芯到印制板微带线上;
55.6、接插件内芯焊接完成后,将固定接插件底座、印制板、按压接插件u型架的螺钉拆除;
56.7、先将按压接插件u型架取下,再取下固定接插件底座,焊接接插件接地部分,即全部完成接插件焊接工作。
57.一种用于焊接接插件工装的收藏方法:
58.不使用焊接接插件工装时,将按压接插件u型架反向与固定接插件底座相贴合,对
准孔位,保证固定接插件部分藏于u型架下,用螺钉进行螺装固定,便于收置。
59.本发明的简要工作原理:
60.一种用于焊接接插件工装及使用方法包括固定接插件底座和按压接插件u型架。工装采用铝合金材料,焊接前将固定接插件底座、印制板、接插件、按压接插件u型架用螺钉牢牢固定,焊接前确保固定接插件底座紧贴台面,保持接插件内芯与微带线中心一致,接插件与印制板呈垂直直立状态。接插件内芯焊接完成后,拆卸工装,方便焊接接插件接地部分。保证在装配天线过程中,焊点不受力,不损伤印制板上的微带线。
61.使用焊接接插件工装时,将按压接插件u型架反向与固定接插件底座相贴合,对准孔位,保证固定接插件部分藏于u型架下,用螺钉进行螺装固定,便于收置。
62.注意:此工装仅是本发明的较好的实施方案,同领域的技术相关人员能够理解并使用,本发明不仅仅限于上述的实施方案,对本专业的技术人员可根据实际焊接的接插件情况,重新调整工装尺寸或替代工装,不会脱离本发明的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1