智能记忆型钻攻机床的制作方法
1.本发明涉及机床技术领域,主要涉及智能记忆型钻攻机床。
背景技术:
2.传统钻攻机床所采用的钻攻方式为人工选择钻孔位置,加工件多为钣金,钻孔过程钣金过大的话容易产生变形的情形,且钻孔每次都需要重新调整位置,找到上一次的钻孔点,在对钻孔点进行攻螺纹。操作效率低,且容易产生损坏。
3.针对上述问题,急需在原有的钻攻技术上进行改进。
技术实现要素:
4.、发明的目的本发明提供智能记忆型钻攻机床,用以解决上述背景技术中提出的现有钻攻技术效率低的技术难题。
5.、技术方案为了实现上述目的,本发明采用以下技术方案:智能记忆型钻攻机床,包括:凸起块矩阵组,有多个升降模块组成;机械手,设在所述凸起块矩阵组上方;钻孔机,设在所述机械手的手部;所述钻孔机包括转动电机,所述转动电机的电机轴顶端设有换头器,所述换头器上设有多个钻头。
6.优选的,所述凸起块矩阵组底部设有安装板,所述安装板上设有与所述升降模块配对的安装槽,所述安装板下方设有升降器。
7.优选的,所述凸起块矩阵组和所述安装板设在升降槽内,所述安装槽侧边设有吸气口。
8.优选的,所述升降模块包括:气缸,设在所述安装板;支撑块,设在所述气缸的升降杆的顶部。
9.优选的,所述支撑块为长宽相同的方形,每两个支撑块之间的距离小于1cm。
10.优选的,所述凸起块矩阵组上设有吹屑器。
11.优选的,所述机械手为桁架机械手,所述桁架机械手包括:结构框架、x轴组件、y轴组件、z轴组件、所述手部,所述吹屑器设在所述手部上且吹口对准所述钻头。
12.优选的,所述升降器链接有升降控制器,所述机械手链接有控制器,所述控制器上设有手部位置控制把手以及位置记录器。
13.优选的,所述升降器包括:螺旋电机,转轴上设有外螺纹;
升降块,内部设有与外螺纹配对的螺纹槽。
14.优选的,所述换头器包括双盘,固定连接所述转动电机的电机轴顶端,所述双盘之间设有转动盘,所述转动盘上设有多个所述钻头,所述钻头包括钻孔头、钻螺纹头。
15.、有益效果与现有技术相比,本发明的有益效果是:本发明通过将需要加工的钣金等加工件放在凸起块矩阵组上,操控机械手从而来移动钻孔机的位置,对应通过移动钻孔机正下方的升降模块下降到最低,移动钻孔机正下方的升降模块领边的升降块申请将加工件需要钻攻位置的周边位置进行顶住,从而防止了其钻孔过程出现变形,钻孔钻头对加工件机械钻孔,然后通过换头器来更换钻头为攻螺纹钻头对钻出来的孔进行攻螺纹,从而提高了钻攻的效率。
16.本发明通过安装槽内起到了固定升降模块的作用,安装板的在于配合升降器来使得凸起块矩阵组整体进行上下移动,从而使得适配与不同加工件的类型,其中尤其对于两边进行卷边的钣金,由于中间是凸起的悬空的,因此直接通过控制升降模块来实现适配不同的悬空高度的钣金难以操作,因此通过升降器来调节其整体的升降从而避免由于悬空带来的误差。
17.本发明通过凸起块矩阵组和安装板设在升降槽内,安装槽侧边设有吸气口从而实现了升降槽处于一共负压状态,从而吸掉钻攻留下的切屑。
附图说明
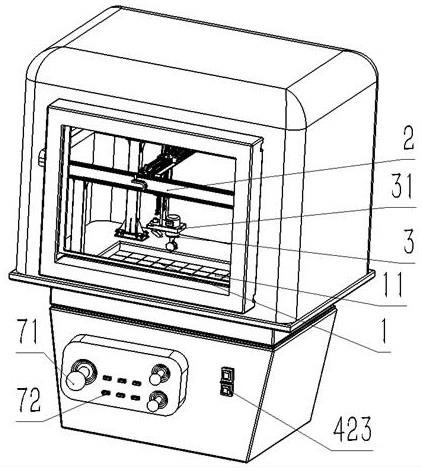
18.图1为智能记忆型钻攻机床的整体结构示意图;图2为智能记忆型钻攻机床的剖视图;图3为智能记忆型钻攻机床的局部放大图。
19.附图标记凸起块矩阵组—1,升降模块—11,气缸—111,支撑块—112,升降杆—113,机械手—2,钻孔机—3,手部—31,转动电机—32,换头器—33,双盘—331,钻头—34,钻孔头—341,钻螺纹头—342,安装板—4,安装槽—41,升降器—42,螺旋电机—421,升降块—422,升降槽—5,吸气口—51,吹屑器—6,控制器—7,控制把手—71,位置记录器—72。
具体实施方式
20.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
21.实施例1参考图1-3,智能记忆型钻攻机床,其特征在于,包括:凸起块矩阵组1,有多个升降模块11组成;机械手2,设在凸起块矩阵组1上方;钻孔机3,设在机械手2的手部31;钻孔机3包括转动电机32,转动电机32的电机轴顶端设有换头器33,换头器33上设
有多个钻头34。
22.本实施例对升降模块11的具体结构不限定,其特征满足可以进行升降,优选的采用气缸进行升降,其顶部设有顶块。本实施例对机械手2的种类和类型不做具体限定,具体实施中可采用液压式、气动式、电动式、机械式机械手,四轴六轴以及桁架机械手。本实施对机械手2的控制操作方式不做具体限定,具体实施中可以采用plc或上位机进行控制操作,优选的采用额外设置控制器进行控制机械手2的位置和移动,以及其进行重复记忆的操作。本实施例对钻孔机3的型号和种类不做具体限定。本实施例对换头器33的类型和种类不做具体限定,具体实施中科采用转盘换头器。本实施例对钻头34的种类和数量均不作限定,具体实施中必须含有钻孔头和攻螺纹的钻头。
23.本实施例对升降模块11的升降操作不做具体限定,具体实施中,且特点在钻孔机3正下方的升降模块11为降低到最低位置,钻孔机3正下方的升降模块11的临近升降模块11上升到最高位置,本实施例对钻孔机3正下方位置的判断不做具限定,具体实施中采用程序设定程序设定为区域正下方的升降模块11的临近升降模块11下降,该下降的升降模块周围模块上升,或采用手动控制,本实施例对控制方式不做进一步的限定。
24.本实施例的操作员在于:操作员将需要加工的钣金等加工件放在凸起块矩阵组1上,操控机械手2从而来移动钻孔机3的位置,对应通过移动钻孔机3正下方的升降模块11下降到最低,移动钻孔机3正下方的升降模块11领边的升降块申请将加工件需要钻攻位置的周边位置进行顶住,从而防止了其钻孔过程出现变形,钻孔钻头34对加工件机械钻孔,然后通过换头器33来更换钻头42为攻螺纹钻头对钻出来的孔进行攻螺纹,从而提高了钻攻的效率。
25.实施例2参考图1-3,本实施例与实施例1的区别在于:凸起块矩阵组1底部设有安装板4,安装板4上设有与升降模块11配对的安装槽41,安装板4下方设有升降器42。
26.本实施例对升降器42的具体类型和型号不做限定,优选的采用螺纹电机升降结构。
27.本实施例的操作原理在于:安装槽41内起到了固定升降模块11的作用,安装板4的在于配合升降器42来使得凸起块矩阵组1整体进行上下移动,从而使得适配与不同加工件的类型,其中尤其对于两边进行卷边的钣金,由于中间是凸起的悬空的,因此直接通过控制升降模块11来实现适配不同的悬空高度的钣金难以操作,因此通过升降器42来调节其整体的升降从而避免由于悬空带来的误差。
28.实施例3参考图1-3,本实施例与实施例2的区别在于:凸起块矩阵组1和安装板4设在升降槽5内,升降槽5侧边设有吸气口51。
29.本实施例对吸气孔51的形状大小不做限定,具体实施中吸气孔51需要连接吸气装置,优选的采用气泵进行吸气。本实施例凸起块矩阵组1和安装板4设在升降槽5内且安装板4与升降槽5的内壁相贴近,从而使得吸气孔进行吸气时,升降槽5处于一共负压状态。
30.本实施例的操作原理在于:通过凸起块矩阵组1和安装板4设在升降槽5内,安装槽41侧边设有吸气口51从而实现了升降槽5处于一共负压状态,从而吸掉钻攻留下的切屑。
31.实施例4
参考图1-3,本实施例与实施例2的区别在于:升降模块11包括:气缸111,设在安装板4;支撑块112,设在气缸111的升降杆113的顶部。
32.本实施例对气缸111的型号不做具体锌锭,对升降杆113的长度也不做具体限定,在具体实施中升降杆113需要大于钻头34的长度。
33.本实施的操作原理在于:通过气缸111的升降杆113来带动支撑块112的升降。
34.实施例5参考图1-3,本实施例与实施例4的区别在于:支撑块112为长宽相同的方形,每两个支撑块112之间的距离小于1cm。
35.本实施例对支撑块112的具体形状和大小不做限定,优选的采用方形结构,且边长为10cm。本实施例对每两个支撑块112之间的距离不做具体限定。
36.实施例6参考图1-3,本实施例与实施例1的区别在于:凸起块矩阵组1上设有吹屑器6。
37.本实施例对吹屑器6的型号和具体位置不做限定,优选的其具有吹气功能,同时位置处于可以吹到钻孔点的位置。
38.实施例7参考图1-3,本实施例与实施例6的区别在于:机械手2为桁架机械手2,桁架机械手2包括:结构框架、x轴组件、y轴组件、z轴组件、手部31,吹屑器6设在手部31上且吹口对准钻头34。
39.具体实施中,钻孔机3的下方设有激光灯用于判断钻孔的具体位置实施例8参考图1-3,本实施例与实施例2的区别在于:升降器42链接有升降控制器421,机械手2链接有控制器7,控制器7上设有手部31位置控制把手71以及位置记录器72。
40.本实施例对控制器和运作程序不限定,优选的采用如下技术方案:操作升降控制器421来调整升降器42内的螺纹电机转动,从而来调整到整体凸起块矩阵组1的位置。通过操作控制把手71来移动钻孔机3的第一个位置进行钻孔然后切换攻螺纹头进行攻螺纹,通过位置记录器72的按键记录下第一个位置和钻攻操作指令,然后在操作控制把手71来移动钻孔机3的第二个位置进行钻孔然后切换攻螺纹头进行攻螺纹,通过位置记录器72的按键记录下第二个位置和钻攻操作,再后在操作控制把手71来移动钻孔机3的第三个位置进行钻孔然后切换攻螺纹头进行攻螺纹,通过位置记录器72的按键记录下第三个位置和钻攻操作,同理进行后记录所有位置信息和钻攻操作指令。然后通过控制器7来进行批量执行上述的操作。在实施位置确定时,可通过激光灯进行位置判断。
41.实施例9参考图1-3,本实施例与实施例1的区别在于:升降器42包括:螺旋电机421,转轴上设有外螺纹;升降块422,内部设有与外螺纹配对的螺纹槽。
42.实施例10参考图1-3,本实施例与实施例1的区别在于:换头器33包括双盘331,固定连接转动电机32的电机轴顶端,双盘331之间设有转动盘,转动盘上设有多个钻头34,钻头34包括
钻孔头341、钻螺纹头342。
43.本实施例对多个钻头34的种类和型号不做具体限定,可以采用钻孔头、攻螺纹头、打螺丝起子,拧螺丝器等其他部件,从而达到打孔、攻螺纹、拧螺丝、打螺丝等操作。
44.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1