激光加工方法以及激光加工装置与流程
1.本公开涉及激光加工方法以及激光加工装置。
背景技术:
2.以往,作为激光加工方法,已知进行激光焊接并实时进行焊接状态的评价的方法。基于在激光焊接时从熔融部发光的热辐射光、等离子光或者激光反射光等焊接光的峰值强度或者相当于发光能量的焊接光强度的积分值,进行焊接状态的评价。
3.例如,在专利文献1中,使用安装于激光加工头的焊接光测定光学系统,根据在激光焊接时从熔融部发光的焊接光来监视激光加工。
4.此外,例如,在专利文献2中,使用安装于激光加工头的一根光纤来对激光焊接时从熔融部发光的焊接光进行光传输,使用安装于其出口的焊接光测定光学系统来检测激光焊接状态。
5.在先技术文献
6.专利文献
7.专利文献1:国际公开第2018/185973号
8.专利文献2:jp专利第3184969号公报
技术实现要素:
9.本公开的一个方式的激光加工方法将从振荡器出射的激光束向第1构件照射并且使其在第1构件上在第1方向扫描,通过熔融部来将第1构件和与第1构件相邻的第2构件接合,激光加工方法包含:分别在第1测定区域和与第1测定区域不同的第2测定区域,测定通过激光束的照射而从第1构件以及第2构件的至少一个辐射的包含热辐射光、等离子光、反射光的任一者的焊接光的强度的步骤;和基于在第1测定区域以及第2测定区域测定的各个焊接光的强度来评价加工状态的步骤,第1测定区域与第2测定区域在与第1方向交叉的第2方向排列。
10.本公开的一个方式的激光加工装置将激光束向第1构件照射并且使其在第1构件上在第1方向扫描,通过熔融部来将第1构件和与第1构件相邻的第2构件接合,激光加工装置具备:振荡器,出射激光束;照射光学系统,将激光束引导至第1构件;工作台,使第1构件以及第2构件相对于激光束相对移动,使激光束在第1方向扫描;测定光学系统,分别从第1测定区域和与第1测定区域不同的第2测定区域,引导通过激光束的照射而从第1构件以及第2构件的至少一个辐射的包含热辐射光、等离子光、反射光的任一者的焊接光;第1传感器,对从第1测定区域引导至测定光学系统的焊接光的强度进行测定;第2传感器,对从第2测定区域引导中测定光学系统的焊接光的强度进行测定;和判断部,基于在第1测定区域以及第2测定区域测定的各个焊接光的强度来评价加工状态,第1测定区域与第2测定区域在与第1方向交叉的第2方向排列。
附图说明
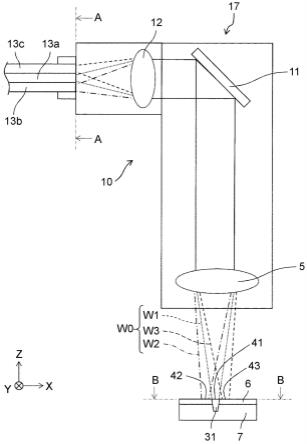
11.图1是本公开所涉及的实施方式的激光加工装置的示意图。
12.图2a是激光加工装置的局部放大图。
13.图2b是沿着图2a中的a-a线的剖视图。
14.图2c是沿着图2a中的b-b线的俯视图。
15.图3是测定部的示意图。
16.图4a是正常焊接时的焊接状态的剖视图。
17.图4b是正常焊接时的焊接状态的剖视图。
18.图4c是正常焊接时的焊接状态的剖视图。
19.图4d是表示正常焊接时的照射功率与时间的关系的图表。
20.图5a是实际的熔融部的外观照片。
21.图5b是实际的熔融部的外观照片。
22.图5c是实际的熔融部的外观照片。
23.图5d是实际的熔融部的外观照片。
24.图6是对比较例的热辐射光进行测定的测定区域的说明图。
25.图7a是比较例的热辐射光的信号强度的说明图。
26.图7b是比较例的热辐射光的信号强度的说明图。
27.图7c是比较例的热辐射光的信号强度的说明图。
28.图7d是比较例的热辐射光的信号强度的说明图。
29.图8a是热辐射光的信号强度的说明图。
30.图8b是热辐射光的信号强度的说明图。
31.图8c是热辐射光的信号强度的说明图。
32.图8d是热辐射光的信号强度的说明图。
33.图9a是热辐射光的信号强度的说明图。
34.图9b是热辐射光的信号强度的说明图。
35.图9c是热辐射光的信号强度的说明图。
36.图9d是热辐射光的信号强度的说明图。
37.图10a是热辐射光的信号强度的说明图。
38.图10b是热辐射光的信号强度的说明图。
39.图10c是热辐射光的信号强度的说明图。
40.图10d是热辐射光的信号强度的说明图。
41.图11a是热辐射光的信号强度的说明图。
42.图11b是热辐射光的信号强度的说明图。
43.图11c是热辐射光的信号强度的说明图。
44.图11d是热辐射光的信号强度的说明图。
45.图12a是热辐射光的信号强度的说明图。
46.图12b是热辐射光的信号强度的说明图。
47.图12c是热辐射光的信号强度的说明图。
48.图12d是热辐射光的信号强度的说明图。
49.图13a是热辐射光的信号强度的说明图。
50.图13b是热辐射光的信号强度的说明图。
51.图13c是热辐射光的信号强度的说明图。
52.图13d是热辐射光的信号强度的说明图。
53.图14a是上限信号强度以及下限信号强度的说明图。
54.图14b是上限信号强度以及下限信号强度的说明图。
55.图14c是上限信号强度以及下限信号强度的说明图。
56.图15是焊接状态评价的流程图。
[0057]-符号说明-[0058]
100
ꢀꢀ
激光加工装置
[0059]1ꢀꢀꢀꢀ
激光振荡器
[0060]2ꢀꢀꢀꢀ
照射光学系统
[0061]3ꢀꢀꢀꢀ
准直透镜
[0062]4ꢀꢀꢀꢀ
分色镜
[0063]5ꢀꢀꢀꢀ
聚光透镜
[0064]
6、7
ꢀꢀꢀ
构件
[0065]8ꢀꢀꢀꢀ
工作台
[0066]9ꢀꢀꢀꢀ
工作台控制部
[0067]
10
ꢀꢀ
测定光学系统
[0068]
11
ꢀꢀ
全反射镜
[0069]
12
ꢀꢀ
成像透镜
[0070]
13
ꢀꢀ
光纤
[0071]
14
ꢀꢀ
测定部
[0072]
15
ꢀꢀ
控制部
[0073]
15a
ꢀꢀ
判断部
[0074]
16
ꢀꢀ
存储部
[0075]
17
ꢀꢀ
激光加工头
[0076]
30
ꢀꢀ
照射位置
[0077]
31 熔融部
[0078]
41、42、43 测定区域。
具体实施方式
[0079]
在专利文献1以及专利文献2所述的激光加工方法中,激光照射位置周边的熔融部的附近的焊接光被一并测定。因此,难以精度优良地评价激光熔融部的详细状态以及在熔融部的周围发生的熔融异常状态。因此,在加工状态的评价精度的提高这方面还存在改善的余地。
[0080]
因此,本公开的目的在于,解决上述现有的课题,提高激光加工中的加工状态的评价精度。
[0081]
本公开的第1方式的激光加工方法将从振荡器出射的激光束向第1构件照射并且
使其在第1方向在第1构件上扫描,通过熔融部来将第1构件和与第1构件相邻的第2构件接合,激光加工方法包含:分别在第1测定区域和与第1测定区域不同的第2测定区域,测定通过激光束的照射从第1构件以及第2构件的至少一个辐射的包含热辐射光、等离子光、反射光的任一者的焊接光的强度的步骤;和基于在第1测定区域以及第2测定区域测定的各个焊接光的强度来评价加工状态的步骤,第1测定区域与第2测定区域在与第1方向交叉的第2方向排列。
[0082]
根据这种方法,通过设置2个测定区域,能够分别评价在各个区域测定的焊接光的强度。因此,能够提高激光加工时的加工状态的评价精度。
[0083]
在本公开的第2方式的激光加工方法中,也可以测定的步骤包含:使用光学系统,使来自第1测定区域的焊接光聚光于第1光纤,通过第1传感器来测定通过第1光纤而传输的焊接光;使用与光学系统相同的光学系统,使来自第2测定区域的焊接光聚光于第2光纤,通过第2传感器来测定通过第2光纤而传输的焊接光。
[0084]
根据这种方法,能够使在各个测定区域测定的焊接光分别向第1传感器以及第2传感器传输,评价焊接光的强度。因此,能够进一步提高激光加工时的加工状态的评价精度。此外,通过使用相同的光学系统,使来自第1测定区域的焊接光和来自第2测定区域的焊接光聚光于光纤,能够减少用于实施激光加工方法的光学系统的件数以及成本。
[0085]
在本公开的第3方式的激光加工方法中,也可以第1测定区域与第2测定区域在与第1方向正交的方向排列。
[0086]
根据这种方法,能够进行能够更加精度优良地测定在激光束的照射位置的侧方的区域发生的焊接光的强度的测定区域的配置。
[0087]
在本公开的第4方式的激光加工方法中,也可以正常焊接时的熔融部在与第1方向正交的方向具有宽度,第1测定区域与第2测定区域分别具有熔融部的宽度以下的直径,第1测定区域包含正常焊接时的激光束的照射位置。
[0088]
根据这种方法,能够分别测定在熔融部发生的焊接光和在熔融部以外的位置发生的焊接光的强度。
[0089]
在本公开的第5方式的激光加工方法中,也可以第1测定区域与第2测定区域具有与熔融部的宽度相同的大小的直径。
[0090]
根据这种方法,在熔融部,能够测定更多的焊接光。
[0091]
在本公开的第6方式的激光加工方法中,也可以在测定的步骤中,在与第1测定区域以及第2测定区域不同的第3测定区域测定焊接光的强度,第1测定区域、第2测定区域和第3测定区域在与第1方向正交的方向相邻地排列,第1测定区域包含正常焊接时的激光束的照射位置,第2测定区域与第3测定区域夹着第1测定区域而配置。
[0092]
根据这种方法,能够在激光束的照射位置和与其两侧相邻的区域,测定焊接光的强度,进一步提高评价精度。
[0093]
在本公开的第7方式的激光加工方法中,也可以评价的步骤包含:对在第1测定区域测定的焊接光的信号强度与预先设定的第1阈值进行比较;对在第2测定区域测定的焊接光的信号强度与预先设定的第2阈值进行比较;以及对在第3测定区域测定的焊接光的信号强度与预先设定的第3阈值进行比较。
[0094]
根据这种方法,能够评价各个测定区域中的加工状态。
[0095]
在本公开的第8方式的激光加工方法中,也可以第1阈值是下限值,第2阈值是上限值,第3阈值是上限值,评价的步骤中,若在第1测定区域测定的信号强度小于第1阈值,在第2测定区域测定的信号强度小于第2阈值,在第3测定区域测定的信号强度大于第3阈值,则判断为在熔融部的一侧发生了熔融异常。
[0096]
根据这种方法,能够确定熔融异常的发生区域,能够进一步提高激光加工中的加工状态的评价精度。
[0097]
在本公开的第9方式的激光加工方法中,也可以第1阈值是上限值,第2阈值是上限值,第3阈值是上限值,评价的步骤中,若在第1测定区域测定的信号强度小于第1阈值,在第2测定区域测定的信号强度大于第2阈值,在第3测定区域测定的信号强度大于第3阈值,则判断为沿着激光束的照射方向,激光束的焦点位置偏离。
[0098]
根据这种方法,能够判断焦点位置偏离,能够进一步提高激光加工时的加工状态的评价精度。
[0099]
本公开的第10方式的激光加工装置将激光束向第1构件照射并且使其在第1方向在第1构件上扫描,通过熔融部来将第1构件和与第1构件相邻的第2构件接合,激光加工装置具备:振荡器,出射激光束;照射光学系统,将激光束引导至第1构件;工作台,使第1构件以及第2构件相对于激光束相对移动,使激光束在第1方向扫描;测定光学系统,分别从第1测定区域和与第1测定区域不同的第2测定区域,引导通过激光束的照射而从第1构件以及第2构件的至少一个辐射的包含热辐射光、等离子光、反射光的任一者的焊接光;第1传感器,对从第1测定区域引导至测定光学系统的焊接光的强度进行测定;第2传感器,对从第2测定区域引导至测定光学系统的焊接光的强度进行测定;和判断部,基于在第1测定区域以及第2测定区域测定的各个焊接光的强度来评价加工状态,第1测定区域与第2测定区域在与第1方向交叉的第2方向排列。
[0100]
根据这样的结构,能够分别评价在各个测定区域测定的焊接光的强度。因此,能够提高激光加工时的加工状态的评价精度。
[0101]
在本公开的第11方式的激光加工装置中,也可以激光加工装置还具备:第1光纤,将从第1测定区域引导至测定光学系统的焊接光向第1传感器传输;和第2光纤,将从第2测定区域引导至测定光学系统的焊接光向第2传感器传输。
[0102]
根据这样的结构,能够使在各个测定区域测定的焊接光分别传输至第1传感器以及第2传感器,评价焊接光的强度。因此,能够进一步提高激光加工时的加工状态的评价精度。
[0103]
以下,基于附图来对实施方式所涉及的激光加工方法详细进行说明。
[0104]
(实施方式)
[0105]
图1是本公开所涉及的实施方式的激光加工装置的示意图。图2a是激光加工装置100的局部放大图。图2b是沿着图2a的a-a线的剖视图,图2c是沿着图2a的b-b线的剖视图。在图2a中,为了方便,省略激光加工装置100的一部分。
[0106]
如图1所示,激光加工装置100是照射激光束l1、经由通过激光束l1的照射而形成的熔融部31对作为加工对象物的构件6、7进行接合的装置。激光加工装置100具备:激光振荡器1、照射光学系统2、工作台8、测定光学系统10、光纤13、测定部14、控制部15、存储部16。
[0107]
激光振荡器1是对激光束l1进行振荡的装置。从激光振荡器1振荡的激光束l1例如
直接或者使用光纤等传输单元而被导向照射光学系统2。激光振荡器1例如对具有1070nm的波长的激光束l1进行振荡。
[0108]
照射光学系统2是使来自激光振荡器1的激光束l1引导至构件6的表面并聚光的光学系统。照射光学系统2包含多个光学元件,例如具有准直透镜3、分色镜4、聚光透镜5。激光束l1通过准直透镜3而成为平行光束,通过分色镜4而被折弯为直角,通过聚光透镜5而被聚光,向构件6的表面照射。分色镜4的表面被涂层,以使得仅激光束l1的波长被全反射,其除此以外的波长透射。但是,在本说明书中,“全反射”是指99%以上的反射,激光束l1的剩余1%左右透射分色镜4。
[0109]
工作台8是支承构件6、7并使构件6、7相对于被照射光学系统2聚光的激光束l1移动的装置。工作台8对构件7、在照射方向与构件7重叠配置的构件6进行支承。构件7与构件6相邻。此外,工作台8被工作台控制部9控制,根据工作台控制部9的控制,在搭载构件6、7的状态下直线状移动。若工作台8的移动与激光束l1的照射同步,则沿着某个扫描方向(y方向、第1方向)形成熔融部31,通过熔融部31,构件6与构件7接合、即激光焊接。在本实施的方式中,构件6、7是板状的构件。构件6、7是具有在与构件6、7的厚度方向正交的面方向扩展的部分的构件即可,以使得能够在照射对象的区域使各个构件6、7相互重叠。
[0110]
若将激光束l1向构件6、7照射,则形成熔融部31,并且从构件6的表面辐射焊接光w0。如图2a所示,焊接光w0包含:从熔融部31辐射的焊接光w1、例如从熔融部31的周围辐射的焊接光w2、w3。焊接光w0中包含:作为可见光的等离子光、与构件6的温度相关性高的热辐射光、或者激光束l1的反射光等。从构件6辐射的焊接光w0例如直接或者使用透镜等传输单元,而被引导至测定光学系统10。
[0111]
测定光学系统10是使来自构件6的表面的焊接光w0引导至光纤13并使其成像的光学系统。如图1所示,测定光学系统10包含多个光学元件,例如具有:聚光透镜5、分色镜4、全反射镜11、成像透镜12。在本实施方式中,测定光学系统10与照射光学系统2共享分色镜4和聚光透镜5。此外,在聚光透镜5和分色镜4中,为了方便,将激光束l1和焊接光w0错开描绘,但实际上,激光束l1与焊接光w0成为同轴上。焊接光w0穿过聚光透镜5和分色镜4,被全反射镜11弯曲为直角,通过成像透镜12而成像于光纤13的端面。
[0112]
此外,测定光学系统10与照射光学系统2一起容纳于激光加工头17。激光加工头17形成容纳照射光学系统2以及测定光学系统10的壳体,防止激光束l1以及焊接光w0泄露到壳体外部。
[0113]
光纤13是使导向测定光学系统10的焊接光w0向测定部14传输的传输单元。在本实施方式中,激光加工装置100具备3根光纤13a、13b、13c。如图2a所示,光纤13a、13b、13c的一端与激光加工头17连接以使得与成像透镜12对置。如图2b所示,3根光纤13a、13b、13c的一端沿着z方向而被直线状地紧密接触而配置,被保持架18固定。此外,如图1所示,光纤13a、13b、13c的另一端与测定部14连接。
[0114]
通过这种构造,激光加工装置100能够对从图2a所示的3个不同的测定区域41、42、43辐射的各个焊接光w1、w2、w3进行测定。在本说明书中,所谓“测定区域”,是指熔融部31以及其周围的构件6的表面的区域,是正常或者异常的焊接中能够产生焊接光的区域。所谓测定区域41、42、43不同,是指在构件6的表面具有差异的区域。换言之,测定区域41、42、43是不一致的区域。测定区域41、42、43也可以局部地相互重叠设置。此外,测定区域41、42、43也
可以相对于彼此而具有间隔地设置。在本实施的方式中,如图2c所示,测定区域41、42、43被配置为相互不重叠、第1测定区域41与第2测定区域42相接,第1测定区域41与第3测定区域43相接。更具体地说,3个测定区域41、42、43相互相邻,在与第1方向(以下,扫描方向k)正交的第2方向直线状地排列。第1测定区域41被夹在第2测定区域42与第3测定区域43之间而配置。如图2a所示,从位于熔融部31的第1测定区域41辐射的焊接光w1成像于第1光纤13a。从位于熔融部31的一侧的第2测定区域42辐射的焊接光w2成像于第2光纤13b。从位于熔融部31的另一侧的第3测定区域43辐射的焊接光w3成像于第3光纤13c。
[0115]
如图1以及图2a所示,光纤13a将焊接光w1向测定部14a传输,光纤13b将焊接光w2向测定部14b传输,光纤13c将焊接光w3向测定部14c传输。
[0116]
测定部14是对通过光纤13而传输的焊接光w0的强度进行测定、并将与强度相应的信号向控制部15传输的装置。在本实施方式中,激光加工装置100具备与3根光纤13a、13b、13c对应的3个测定部14a、14b、14c。参照图3来对测定部14a、14b、14c的详细结构进行说明。图3是测定部14a的示意图。其他的测定部14b、14c也可以具有与测定部14a同样的构造。
[0117]
测定部14a包含多个光学元件以及传感器。测定部14a例如具有:准直透镜20、反射镜21a、21b、21c、滤波器22a、22b、22c、成像透镜23a、23b、23c、受光传感器24a、24b、24c以及放大器25a、25b、25c。通过光纤13a的焊接光w1在通过准直透镜20而成为平行光后,通过多个反射镜21a、21b、21c而按照每个波长被分离。在本实施方式中,反射镜21a、21b、21c将焊接光w1分离为3种波长。具体地说,从焊接光w1,反射镜21a使等离子光w1a(波长400~700nm)分离,反射镜21b使激光反射光w1b(波长1070nm)分离,反射镜21c使热辐射光w1c(波长1300nm)分离。各反射镜21a、21b、21c在前表面施加涂层,以使得仅反射分离的波长,使其以外的波长透射。被各反射镜21a、21b、21c反射的各焊接光w1a、w1b、w1c通过对应的滤波器22a、22b、22c。通过的焊接光w1a、w1b、w1c通过对应的成像透镜23a、23b、23c,入射到对应的受光传感器24a、24b、24c。来自各受光传感器24a、24b、24c的信号通过对应的放大器25a、25b、25c,转换为与强度对应的电信号,并传输至控制部15。
[0118]
控制部15是承担激光加工装置100整体的控制的控制器。控制部15包含通过执行程序来实现规定的功能的cpu或者mpu那样的通用处理器。控制部15通过调取并执行后述的存储部16中保存的控制程序,来实现激光加工装置100中的各种控制。控制部15并不限定于通过硬件与软件的配合来实现规定的功能的部件,也可以是专用设计为实现规定的功能的硬件电路。即,控制部15能够通过cpu、mpu、gpu、fpga、dsp、asic等各种处理器来实现。控制部15例如实现激光振荡器1以及工作台控制部9的同步控制。
[0119]
控制部15包含作为判断部15a而发挥功能的cpu或者mpu那样的通用处理器。判断部15a基于在测定区域41、42、43测定的各个焊接光w1、w2、w3的强度,评价焊接状态。更具体地说,判断部15a基于焊接光w1、w2、w3的强度,判断是否发生焊接状态的异常。焊接状态的异常中,包含过度的加热或者熔融、不充分的加热或者熔融、以及作为照射对象的区域以外的照射等。例如,判断部15a对焊接光w1、w2、w3的强度信号与预先设定的基准值进行比较,判断在测定区域41、42、43是否发生焊接状态的异常。
[0120]
存储部16是对各种信息进行记录的记录介质。存储部16例如闪存存储器、ssd(solid state device)、硬盘、其他存储设备或者将其适当组合来实现。存储部16中,保存控制部15执行的控制程序、以及为了焊接状态的评价而感知的各种信息等。存储部16中,例
如保存用于焊接光w1、w2、w3的强度信号的运算处理的应用16a。存储部16中,也可以保存与焊接光w1、w2、w3有关的预先设定的基准值、例如后述的上限信号强度pau、pbu、pcu或者下限信号强度pad等。
[0121]
这里,参照图2c,对测定区域41、42、43更加详细地进行说明。第1测定区域41是以正常焊接时的激光束l1的照射位置30为中心并具有与熔融宽度d1相同的直径的圆形区域。熔融宽度d1是在与扫描方向k正交的第2方向测定的后述的正常焊接时的熔融部31的宽度。换言之,第1测定区域41与正常焊接时的熔融部31内切形成。第2测定区域42与第3测定区域43在第1测定区域41的两侧,与第1测定区域41同样地,是具有与熔融宽度d1相同的直径的圆形区域。第2测定区域42与第3测定区域43也可以具有与第1测定区域41相同的尺寸。
[0122]
此外,对测定区域41、42、43的尺寸与光纤13a、13b、13c的尺寸的关系进行说明。在本实施方式中,使聚光透镜5与成像透镜12的焦距相等。该情况下,测定光学系统10中的成像比为1∶1,测定区域41、42、43的尺寸与光纤13a、13b、13c的端面的尺寸一致。因此,能够根据光纤13a、13b、13c的芯体直径,确定测定区域41、42、43的直径。
[0123]
若将光纤13a、13b、13c的芯体直径设为ds,将聚光透镜5的焦距设为f1,将成像透镜12相对于光纤13a、13b、13c的焦距设为f2,则测定区域41、42、43的直径dm通过式(1)来表示。
[0124]
dm=ds
×
f1/f2
···
(1)
[0125]
例如,在聚光透镜5的焦距f1是150μm、将成像透镜12向光纤13a的焦距f2设为150μm的情况下,若选择芯体直径300μm的光纤13a,则能够将第1测定区域41的直径dm设定为300μm。
[0126]
接下来,参照图4a~图4d,对正常焊接时的焊接状态进行说明。所谓正常焊接,是指实施被设计的加工并未产生异常的焊接。图4a~图4c是正常焊接时的焊接状态的剖视图,图4d是表示正常焊接时的照射功率与时间的关系的图表。
[0127]
如图4a所示,在激光焊接开始时,激光束l1向在构件7上配置的构件6照射。例如,构件7是厚度1mm的铝材料,构件6是厚度0.2mm的铝材料。激光束l1被扫描以使得相对于构件6在沿着扫描方向k的直线相对移动。在本实施方式中,通过搭载构件6、7的工作台8(未图示)移动,激光束l1相对于构件6相对移动。例如,激光束l1的激光输出是400w,扫描速度是500mm/s。
[0128]
如图4b所示,在激光束l1照射后的构件6、7,形成熔融部31。如图4c所示,若从扫描方向k来看,熔融部31具有大致300μm的熔融宽度d1和大致400μm的熔融深度d2。
[0129]
如图4d所示,激光束l1的输出pl的波形设定是梯形波形,在时间tw,依次包含缓慢上升部、平坦部、缓慢下降部。通过设置缓慢上升部以及缓慢下降部,能够防止激光焊接时的溅射、凹陷。由于激光束l1的输出pl的波形是梯形波形,因此如图4b那样,熔融部31的剖面形状也为倒梯形形状。此外,激光束l1的全照射时间例如是4ms。
[0130]
接下来,参照图5a~图5d来对实际的焊接状态进行说明。图5a~图5d是实际的熔融部的外观照片。
[0131]
图5a是正常焊接时的熔融部外观照片。正常焊接时,熔融部31具有某种一定的熔融宽度d1,成为与所设计的激光焊接相应的形状。
[0132]
图5b是在熔融部31的中央产生熔融异常部33时的熔融部外观照片。图5b表示作为
熔融异常,产生穿孔的例子。穿孔异常表示一部分的熔融未正常进行、在构件6形成贯通孔或者熔融部31凹陷为凹状等、熔融的程度不充分的状态。不充分的熔融例如会由于过度的加热导致的材料的气化、溅射的发生、或者存在于加工对象物的异物的影响等而发生。
[0133]
图5c是在熔融部31的一侧产生左侧熔融异常部34时的熔融部外观照片。左侧熔融异常部34是相对于扫描方向k在熔融部31的左侧产生的熔融异常部。左侧熔融异常部34例如表示在接合界面夹着树脂异物等时产生、由于过度的熔融而在不必要的位置形成熔融部31的状态。因此,在产生左侧熔融异常部34的熔融部31的一部分,熔融部31的熔融宽度变大。
[0134]
图5d是在熔融部31的另一侧产生右侧熔融异常部35时的熔融部外观照片。右侧熔融异常部35是相对于扫描方向k在熔融部31的右侧产生的熔融异常部。右侧熔融异常部35例如表示在接合界面夹着树脂异物等时产生、由于过度的熔融而在不必要的位置形成熔融部31的状态。因此,在产生右侧熔融异常部35的熔融部31的一部分,熔融部31的熔融宽度变大。
[0135]
这里,作为比较例,对使用一个测定区域的激光加工方法进行说明。
[0136]
(比较例)
[0137]
首先,参照图6来对比较例中的测定区域进行说明。图6是对比较例的热辐射光进行测定的测定区域的说明图。
[0138]
如图6所示,激光束(未图示)向构件106上的照射位置130照射。在照射位置130的周围,构件106熔融并形成熔融部131。从照射位置130的附近的熔融部131产生焊接光(未图示)。焊接光在测定区域132被测定。测定区域132被配置为包含照射位置130,测定区域132的中心也可以被配置为与照射位置130一致。测定区域132的直径比熔融部131的熔融宽度大,例如是熔融宽度的3倍。因此,一并测定在熔融部131以及其周围辐射的焊接光。
[0139]
接下来,参照图7a~图7d来对比较例进行说明。图7a~图7d是比较例的热辐射光的信号强度的说明图。在图7a~图7d中,赋予“(i)”的附图表示焊接状态,赋予“(ii)”的附图表示在测定区域132测定的焊接光的信号强度。此外,在比较例中,作为焊接光的一个例子,测定热辐射光。
[0140]
图7a表示在比较例中在正常焊接时测定的热辐射光的信号强度。如图7a的(i)所示,在激光焊接正常进行的情况下,构件106被熔融并接合。此外,在激光照射时,辐射与熔融温度、熔融面积等熔融状态相应的热辐射光。如图7a的(ii)所示,在测定区域132,测定与热辐射光成正比的信号强度。
[0141]
图7b表示比较例中在熔融部131的中央产生熔融异常部时测定的热辐射光的信号强度。如图7b的(i)所示,在穿孔、突起、凹陷等的熔融异常部133在熔融部131的中央部产生的情况下,相比于正常的熔融部131,熔融异常部133为高温,因此热辐射光的信号强度也急剧增加并形成峰值。因此,如图7b的(ii)所示,能够根据信号强度中的峰值的形成,推断在测定区域132产生熔融异常。
[0142]
图7c表示比较例中在熔融部131的一侧产生熔融异常部时测定的热辐射光的信号强度。如图7c的(i)所示,在产生左侧熔融异常部134的情况下,相比于图7b的(ii)所示的情况,热辐射光的信号强度的变化较小。因此,如图7c的(ii)所示,埋没于来自正常时的熔融部131的热辐射光的变动,难以进行产生熔融异常的推断。
[0143]
图7d表示比较例中在熔融部131的另一侧发生熔融异常部时测定的热辐射光的信号强度。如图7d的(i)所示,在产生左侧熔融异常部134的情况下,测定与图7c的(ii)所示的热辐射光的信号强度同样的信号强度。因此,熔融异常部难以判断是左侧熔融异常部134和右侧熔融异常部135的哪个。
[0144]
另一方面,在本实施方式中的激光加工方法中,设置3个测定区域41、42、43。参照图8a~图13d,对使用测定区域41、42、43的激光加工方法进行说明。图8a~13是热辐射光的信号强度的说明图。在图8a~13中,赋予“(a)”的附图表示焊接状态,赋予“(b)”、“(c)”、“(d)”的附图分别表示在第1测定区域41、第2测定区域42、第3测定区域43测定的焊接光的信号强度。
[0145]
3个测定区域41、42、43如上述那样,在与激光束的扫描方向k正交的方向排列,分别具有与熔融部31的熔融宽度d1相同的大小的直径。此外,在下述的说明中,作为焊接光的一个例子,测定热辐射光,将从测定区域41、42、43释放的热辐射光的信号强度分别设为信号强度pa、pb、pc。
[0146]
首先,图8a~图8d表示正常焊接时测定的热辐射光的信号强度pa、pb、pc。在第1测定区域41,构件6熔融,与熔融温度相应的热辐射光被释放,信号强度pa被测定。另一方面,在测定区域42、43,构件6未熔融,处于仅基于热传导的加热状态,因此从测定区域42、43释放的热辐射光相对于从第1测定区域41释放的热辐射较少。因此,信号强度pb、pc比信号强度pa小。
[0147]
图9a~图9d表示在熔融部31的中央产生熔融异常部时测定的热辐射光的信号强度pa、pb、pc。如图9a所示,在穿孔、突起、凹陷等熔融异常部33在熔融部31的中央部产生的情况下,相比于正常的熔融部31,熔融异常部33为高温。因此,如图9c所示,信号强度pa急剧增加并形成峰值。另一方面,如图9b、图9d所示,在第2测定区域42、第3测定区域43,由于释放的热辐射光未变化,因此信号强度pb、pc未变化。根据热辐射光的信号强度pa、pb、pc,能够推断在熔融部31的中央部产生熔融异常。
[0148]
图10a~图10d表示在熔融部31的一侧产生熔融异常部时测定的热辐射光的信号强度pa、pb、pc。如图10a所示,在产生左侧熔融异常部34的情况下,相比于正常的熔融部31,从测定区域41、43释放的热辐射光增加。因此,如图10b、图10c所示,热辐射光的信号强度pa、pc也增加。另一方面,如图10d所示,在第2测定区域42,释放的热辐射光未变化,因此信号强度pb未变化。根据热辐射光的信号强度pa、pb、pc,能够推断产生左侧熔融异常部34。
[0149]
图11a~图11d表示在熔融部31的另一侧产生熔融异常部时测定的热辐射光的信号强度pa、pb、pc。如图11a所示,在产生右侧熔融异常部35的情况下,相比于正常的熔融部31,从测定区域41、42释放的热辐射光增加。因此,如图11c、图11d所示,热辐射光的信号强度pa、pb也增加。另一方面,如图11b所示,在第3测定区域43,释放的热辐射光未变化,因此信号强度pc未变化。根据热辐射光的信号强度pa、pb、pc,能够推断产生了右侧熔融异常部35。
[0150]
即,在本实施方式中,通过在信号强度pb或者信号强度pc的一个信号强度出现峰值,能判断产生了熔融异常的方向(右侧或是左侧)。
[0151]
图12a~图12d表示产生了焦点位置偏离时测定的热辐射光的信号强度pa、pb、pc。如图12a所示,若从激光焊接的中途,在激光照射方向产生焦点位置的偏离,则相对于正常
的熔融部31,形成熔融宽度扩大的熔融部31a。因此,在第2测定区域42以及第3测定区域43测定来自熔融部31之中熔融宽度扩大的区域即熔融部31a的热辐射光。如图12b、图12d所示,热辐射光的信号强度pb、pc在焊接中途的熔融宽度扩大的时间以后,取得更大的值。若热辐射光的信号强度pb、pc都同时取得更大的值,则能够推断产生了焦点位置偏离。
[0152]
图13a~图13d表示产生了照射位置偏离时测定的热辐射光的信号强度pa、pb、pc。如图13a所示,从激光焊接的中途,在与扫描方向k交叉的方向,产生照射位置的偏离,则形成相对于正常的熔融部31而从扫描方向k偏离的熔融部31b。图13a中,表示相对于扫描方向k而向左侧偏离的熔融部31b。在熔融部31b中,主要在第1测定区域41测定的热辐射光在第3测定区域43被测定。如图13b~图13d所示,在第3测定区域43测定的信号强度pc取得更大的值,在第1测定区域41以及第2测定区域42测定的信号强度pa、pb取得更小的值。若热辐射光的信号强度pb、pc的一个在某个时间取得更大的值,另两个信号强度同时取得更小的值,则能够推断向一侧发生照射位置偏离。
[0153]
接下来,对实施方式中的激光焊接状态的评价方法进行说明。焊接状态的评价通过焊接光w1、w2、w3的强度与预先设定的基准值的比较而实施。在本实施方式中,作为基准值的一个例子,对上限信号强度以及下限信号强度进行说明。
[0154]
首先,在时间t测定正常焊接时的热辐射光的正常信号强度p0(t),基于正常信号强度p0(t)来计算上限信号强度以及下限信号强度。时间t是从激光照射开始前到激光照射结束后的时间。正常信号强度p0(t)被测定多次,通常被测定30次以上。正常信号强度p0(t)根据被照射的激光束l1的输出pl的波形,在时间t变化,具有图4所示的梯形波形。正常信号强度p0(t)包含正常焊接时、从测定区域41、42、43释放的各个热辐射光的正常信号强度p0a(t)、p0b(t)、p0c(t)。根据多次的正常信号强度p0(t),计算表示平均信号强度pm(t)以及正常信号强度p0(t)的偏差程度的标准偏差pσ(t)。上限信号强度pu(t)以及下限信号强度pd(t)是使用平均信号强度pm(t)、标准偏差pσ(t)以及西格玛电平系数k、通过式(2)、(3)来计算的。
[0155]
pu(t)=pm(t)+k
·
pσ(t)
ꢀꢀꢀꢀꢀꢀ
···
(2)
[0156]
pd(t)=pm(t)-k
·
pσ(t)
ꢀꢀꢀꢀꢀꢀ
···
(3)
[0157]
由于正常信号强度p0(t)在时间t变化,因此使用正常信号强度p0(t)而计算的上限信号强度pu(t)以及下限信号强度pd(t)也在时间t变化。例如,在k=3时,上限信号强度pu(t)=pm(t)+3pσ(t)与下限信号强度pd(t)=pm(t)-3pσ(t)之间包含信号强度p(t)的概率在统计学上为99.73%。此外,在k=4的情况下,在上限信号强度pu(t)=pm(t)+4pσ(t)与下限信号强度pd(t)=pm(t)-4pσ(t)之间包含信号强度p的概率在统计学上为99.94%。计算的上限信号强度pu(t)以及下限信号强度pd(t)作为针对焊接光w1、w2、w3的强度的基准值,被保存于存储部16。
[0158]
图14a~图14c是上限信号强度以及下限信号强度的说明图。
[0159]
如图14a~图14c所示,上限信号强度pau(t)、pbu(t)、pcu(t)针对在各个测定区域41、42、43测定的信号强度pa(t)、pb(t)、pc(t)而被计算。下限信号强度pad(t)是针对在第1测定区域41测定的信号强度pa(t)而计算的。上限信号强度pau(t)、pbu(t)、pcu(t)以及下限信号强度pad(t)在时间t,根据被照射的激光束l1的输出pl的波形,具有梯形波形。使用上限信号强度pau(t)、pbu(t)、pcu(t)以及下限信号强度pad(t),在各个测定区域41、42、
43,评价焊接状态。更具体地说,在测定的信号强度pa(t)在某个特定的时间t超过上限信号强度pau(t)或者低于下限信号强度pad(t)的情况下,判断为发生焊接状态的异常。此外,在测定的信号强度pb(t)、pc(t)在某个特定的时间t超过各个上限信号强度pbu(t)、pcu(t)的情况下,判断为发生焊接状态的异常。另一方面,若信号强度pa(t)为上限信号强度pau(t)以下并且下限信号强度pad(t)以上、信号强度pb(t)、pc(t)为上限信号强度pbu(t)、pcu(t)以下,则判断为未发生焊接状态的异常。
[0160]
接下来,参照图15来对焊接状态的评价方法更加详细进行说明。在以下的说明以及图15中,为了简略化,将测定区域41、42、43的信号强度pa(t)、pb(t)、pc(t)分别设为pa、pb、pc。对其他各种信号强度也同样。
[0161]
图15是焊接状态评价的流程图。
[0162]
首先,在测定区域41、42、43,测定部14测定激光焊接时的热辐射光的信号强度pa、pb、pc(步骤s101)。如上述那样,第1测定区域41位于熔融部31,第2测定区域42位于右侧,第3测定区域43位于左侧。
[0163]
接下来,判断部15a判断从第2测定区域42释放的信号强度pb是否小于存储部16中存储的上限信号强度pbu(步骤s102)。
[0164]
接下来,若信号强度pb小于上限信号强度pbu(s102中为是),则判断部15a判断从第3测定区域43释放的信号强度pc是否小于存储部16中存储的上限信号强度pcu(步骤s103)。
[0165]
接下来,若信号强度pc小于上限信号强度pcu(s103中为是),则判断部15a判断从第1测定区域41释放的信号强度pa是否小于存储部16中存储的上限信号强度pau(步骤s104)。
[0166]
因此,若信号强度pa小于上限信号强度pau(s104中为是),则判断部15a判断为正常焊接。若信号强度pa大于上限信号强度pau(s104中为否),则判断为发生了熔融部31的中央部处的熔融异常(穿孔等)。
[0167]
在步骤s103中,若信号强度pc大于上限信号强度pcu(s103中为否),则判断部15a判断信号强度pa是否大于存储部16中存储的下限信号强度pad(步骤s105)。
[0168]
因此,若信号强度pa小于下限信号强度pad(s105中为否),则判断部15a判断为在右侧发生了照射位置偏离。若信号强度pa大于下限信号强度pad(s105中为是),则判断部15a判断为在左侧发生了熔融异常。
[0169]
在步骤s102中,在信号强度pb大于上限信号强度pbu的情况下(s102中为否),判断部15a判断信号强度pc是否小于上限信号强度pcu(步骤s106)。
[0170]
接下来,若信号强度pc小于上限信号强度pcu(s106中为是),则判断部15a判断信号强度pa是否大于存储部16中存储的下限信号强度pad(步骤s107)。
[0171]
因此,若信号强度pa小于下限信号强度pad(s107中为否),则判断部15a判断为发生了向左侧的照射位置偏离。若信号强度pa大于下限信号强度pad(s107中为是),则判断部15a判断为在右侧发生了熔融异常。
[0172]
在步骤s106中,在信号强度pc大于上限信号强度pcu的情况下(s106中为否),判断部15a判断信号强度pa是否小于上限信号强度pau(步骤s108)。
[0173]
因此,若信号强度pa小于上限信号强度pau(s108中为是),则判断部15a判断为发
生了焦点位置偏离。若信号强度pa大于上限信号强度pau(s108中为否),则判断部15a判断为发生了中央熔融异常、右侧熔融异常以及左侧熔融异常之中的2种以上的熔融异常。
[0174]
这样,通过使用热辐射光的信号强度pa、pb、pc来执行步骤s101~s108,能够进行激光焊接状态的评价。
[0175]
[效果]
[0176]
通过实施方式所涉及的激光加工方法以及激光加工装置100,能够起到以下的效果。
[0177]
本实施方式所涉及的激光加工方法是如下的激光加工方法,将从激光振荡器1(振荡器)出射的激光束l1向构件6照射并且使其在构件6上在第1方向扫描,将构件6和与构件6相邻的构件7接合。激光加工方法包含测定的步骤s101和评价的步骤s102~s108。在测定的步骤s101中,分别在第1测定区域41、与第1测定区域41不同的第2测定区域42,测定通过激光束l1的照射而从构件6以及构件7的至少一个辐射的焊接光w1、w2的强度。焊接光w1、w2包含被辐射的热辐射光、等离子光、反射光的任一者。在评价的步骤s102~s108中,基于在第1测定区域41以及第2测定区域42测定的各个焊接光w1、w2的强度,评价加工状态。第1测定区域41与第2测定区域42在与第1方向(扫描方向k)交叉的第2方向排列。
[0178]
通过这种方法,通过设置2个测定区域41、42,能够分别评价在各个测定区域测定的焊接光w1、w2的强度。因此,能够提高激光加工时的焊接状态的评价精度。进一步地,通过精度优良地评价焊接状态下的异常,能够防止焊接异常品向激光焊接之后的工序的流出。
[0179]
在本实施方式所涉及的激光加工方法中,在测定的步骤s101中,使用测定光学系统10(光学系统),使来自第1测定区域41的焊接光w1聚光于第1光纤13la。通过测定部14a(第1传感器)来测定通过第1光纤13a而传输的焊接光w1。此外,使用测定光学系统10来使来自第2测定区域42的焊接光w2聚光于第2光纤13b,通过测定部14b(第2传感器)来测定通过第2光纤13b而传输的焊接光。
[0180]
通过这种方法,能够使在各个测定区域41、42测定的焊接光w1、w2分别向测定部14a、14b传输,评价焊接光w1、w2的强度。因此,能够进一步提高激光加工时的焊接状态的评价精度。此外,通过使用相同的测定光学系统10将来自第1测定区域41的焊接光w1和来自第2测定区域42的焊接光w2向光纤13a、13b聚光,能够减少用于实施激光加工方法的光学系统的件数。因此,用于实施激光加工方法的光学系统的设计变得容易,此外能够抑制成本。
[0181]
在本实施方式所涉及的激光加工方法中,第1测定区域41与第2测定区域42在与第1方向(扫描方向k)正交的方向排列。
[0182]
通过这种方法,能够进行能够更加精度优良地测定在照射位置30的侧方的区域发生的焊接光的测定区域41、42的配置。此外,能够更加容易地设计使焊接光w1、w2向测定部14a,14b以及控制部15传输的测定光学系统10。
[0183]
在本实施方式所涉及的激光加工方法中,正常焊接时的熔融部31在与第1方向(扫描方向k)正交的方向具有宽度d1。第1测定区域41与第2测定区域42分别具有熔融部31的宽度d1以下的直径。第1测定区域41包含正常焊接时的激光束l1的照射位置30。
[0184]
通过这种方法,能够分别测定在熔融部31发生的焊接光w1和在其他位置发生的焊接光w2。因此,能够进一步提高激光加工时的焊接状态的评价精度。
[0185]
在本实施方式所涉及的激光加工方法中,第1测定区域41与第2测定区域42具有与
熔融部31的宽度d1相同的大小的直径。
[0186]
通过这种方法,能够分别测定在熔融部31发生的焊接光w1和在其他位置发生的焊接光w2,并且能够在熔融部31测定更多的焊接光w1。因此,能够进一步提高激光加工时的焊接状态的评价精度。
[0187]
在本实施方式所涉及的激光加工方法的测定的步骤s101中,在与第1测定区域41以及第2测定区域42不同的第3测定区域43测定焊接光w3的强度。第1测定区域41、第2测定区域42和第3测定区域43在与第1方向(扫描方向k)正交的方向相邻排列。第1测定区域41包含正常焊接时的激光束l1的照射位置30。第2测定区域42与第3测定区域43夹着第1测定区域41而配置。
[0188]
通过这种方法,在形成熔融部31的照射位置30、其两侧的相邻的区域中,能够实时测定焊接光w1、w2、w3。此外,能够评价包含照射位置30以外的周围的熔融以及凝固现象等的整体的焊接状态。因此,能够进一步提高激光加工时的焊接状态的评价精度。进一步地,也能够评价照射位置偏离、焦点位置偏离。
[0189]
在本实施方式所涉及的激光加工方法中,对在第1测定区域41测定的焊接光w1的信号强度pa、预先设定的上限信号强度pau或者下限信号强度pad(第1阈值)进行比较(s104、s105、s107、s108)。进一步地,对在第2测定区域42测定的焊接光w2的信号强度pb与预先设定的上限信号强度pbu(第2阈值)进行比较(s102)。进一步地,对在第3测定区域43测定的焊接光w3的信号强度pc与预先设定的上限信号强度pcu(第3阈值)进行比较(s103)。
[0190]
通过这种方法,能够评价焊接状态是否正常。进一步地,在焊接状态不正常的情况下,能够确定是焊接异常、照射位置偏离、焦点偏离的哪一者。
[0191]
在本实施方式所涉及的激光加工方法中,在测定区域41、42、43,测定信号强度pa、pb、pc。若信号强度pa小于下限信号强度pad,信号强度pb小于上限信号强度pbu,信号强度pc大于上限信号强度pcu,则判断为在熔融部31的一侧发生了熔融异常。
[0192]
通过这种方法,能够确定熔融异常的发生位置,能够进一步提高激光加工时的焊接状态的评价精度。
[0193]
在本实施方式所涉及的激光加工方法中,在测定区域41、42、43中,测定信号强度pa、pb、pc。若信号强度pa小于下限信号强度pad,信号强度pb大于上限信号强度pbu,信号强度pc大于上限信号强度pcu,则判断为沿着激光束l1的照射方向,激光束l1的焦点位置偏离。
[0194]
通过这种方法,能够判断焦点位置偏离,能够进一步提高激光加工时的焊接状态的评价精度。
[0195]
本实施方式所涉及的激光加工装置100将激光束l1向构件6照射并使其在构件6上在第1方向扫描,通过熔融部31来将构件6和与构件6相邻的构件7接合。激光加工装置100具备:激光振荡器1、照射光学系统2、工作台8、测定光学系统10、测定部14a(第1传感器)、测定部14b(第2传感器)、控制部15。激光振荡器1出射激光束l1。照射光学系统2将激光束l1引导至构件6。工作台8使构件6以及构件7相对于激光束l1相对移动,使激光束l1扫描。测定光学系统10分别从第1测定区域41、与第1测定区域41不同的第2测定区域42,引导通过照射而从构件6以及构件7的至少一个辐射的焊接光w1、w2。测定部14a对从第1测定区域41引导至测定光学系统10的焊接光w1的强度进行测定。测定部14b对从第2测定区域42引导至测定光学
系统10的焊接光w2进行测定。控制部15基于在第1测定区域41以及第2测定区域42测定的各个焊接光w1、w2的强度,评价焊接状态。第1测定区域41与第2测定区域42在与第1方向(扫描方向k)交叉的第2方向排列。
[0196]
通过这样的结构,能够分别评价在2个测定区域41、42分别测定的焊接光w1、w2。因此,能够提高激光加工时的焊接状态的评价精度。
[0197]
本实施方式所涉及的激光加工装置100还具备第1光纤13a、第2光纤13b。第1光纤13a将从第1测定区域41引导至测定光学系统10的焊接光w1向测定部14a传输。第2光纤13b将从第2测定区域42引导至测定光学系统10的焊接光w2向测定部14b传输。
[0198]
通过这样的结构,能够使在各个测定区域41、42测定的焊接光w1、w2分别向测定部14a、14b传输,评价焊接光w1、w2的强度。因此,能够进一步提高激光加工时的加工状态的评价精度。
[0199]
本公开并不限定于所述实施方式,能够以其他各种方式进行实施。
[0200]
另外,在本实施方式中,以重叠激光焊接为例进行了说明,本公开并不限定于此。也能够应用于其他种类的激光或者其他激光加工方法中的加工状态的评价。
[0201]
另外,在本实施方式中,说明了使用3个测定区域41、42、43的例子,但并不限定于此。在2个以上的测定区域测定焊接光的情况下,也能够提高焊接状态的评价精度。
[0202]
另外,在本实施方式中,说明了3个测定区域41、42、43在与扫描方向k正交的直线状排列的例子,但并不限定于此。测定区域41、42、43也可以被配置为相对于与扫描方向k正交的直线具有角度的直线状。此外,测定区域41、42、43也可以被配置为曲线状。测定区域41、42、43处于能够测定焊接光的配置即可。例如,也可以一个测定区域被设置于照射位置30,其他测定区域以该一个测定区域为中心而配置为圆形状。
[0203]
另外,在本实施方式中,说明了测定区域41、42、43是具有与熔融宽度d1相同的直径的圆形区域的例子,但并不限定于此。测定区域41、42、43具有包含焊接光被辐射的区域的形状以及尺寸即可。例如,也可以根据激光束l1的照射位置30的形状或者熔融部31的温度分布,变更测定区域41、42、43的形状。
[0204]
另外,在本实施方式中,说明了测定基于热辐射的焊接光的例子,但并不限定于此。在测定等离子光、激光反射光等其他焊接光的情况下,也能够进行焊接状态的评价。特别地,由于激光反射光受到熔融部的形状的影响,因此通过评价激光反射光的信号强度,能够更加详细地评价熔融部的形状。
[0205]
本公开参照附图,与优选的实施方式相关地充分进行了记载,但对于熟悉本技术的人们来讲,清楚各种变形、修正。这些变形、修正只要不超过基于权利要求书的本发明的范围,则应理解为包含于本公开的权利要求书内。
[0206]
产业上的可利用性
[0207]
本公开能够适用的激光加工方法不仅能够评价激光照射位置的熔融状态,也能够应用于评价包含激光照射部以外的周围的熔融部或者凝固部的整体的加工状态。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1