一种船名标志的设计施工方法与流程
1.本发明涉及船舶制造技术领域,特别是涉及一种船名标志的设计施工方法。
背景技术:
2.目前,各类船舶的外板均设置有船名和标志,船舶船名和标志传统的施工方法是:在船舶总组或搭载完成之后,打印比例为1:1的塑料或纸质字模,贴于船舶外板上,按字模勾画出船名和标志的轮廓,之后沿着船名和标志的轮廓在船外板上进行点焊定型,得到能长久存在的轮廓,进行下一步船名和标志的油漆工作。这种施工方法存在不少缺点:施工时机是在船体完成总组或搭载之后,此时船体结构外板已完成冲砂和油漆工作,这个时候在船外板进行点焊,会破坏船体外板的油漆,并且高空工作量大,工作步骤繁琐,施工不便。
技术实现要素:
3.本发明要解决的技术问题是提供一种降低船名标志的施工难度,提高施工效率的船名标志的设计施工方法。
4.为了实现上述目的,本发明提供了一种船名标志的设计施工方法,包括以下步骤:
5.一种船名标志的设计施工方法,包括以下步骤:
6.步骤一:在生产设计阶段,在cad软件中根据船名标志图案的长度和宽度以及船名标志在船上的位置确定船名标志的形成区域;
7.步骤二:涉及所述形成区域的船体外板为标志外板零件,将船名标志图案的轮廓线分解到每一块所述标志外板零件的设计图纸上;
8.步骤三:按照所述标志外板零件的设计图纸,通过数控切割机下料加工制得所述标志外板零件,在所述标志外板零件的加工过程中,数控切割机按照所述标志外板零件的设计图纸上的船名标志图案的轮廓线对所述标志外板零件进行划线标记;
9.步骤四:沿所述标志外板零件上的划线标记在所述标志外板零件上点焊出连续的焊珠;
10.步骤五:待船体完成总装后,多个所述标志外板零件上的所述焊珠拼接形成船名标志轮廓;
11.步骤六:对所述船名标志轮廓的内部进行油漆工作,完成船名标志的施工。
12.作为本发明的优选方案,步骤二中,在cad软件中将所述标志外板零件的设计图纸导入到数控放样软件中,形成数控零件,制作加工动作指令,数控切割机按照所述加工动作指令制得所述标志外板零件。
13.作为本发明的优选方案,在所述标志外板零件的加工过程中,数控切割机按照所述加工动作指令沿着所述标志外板零件的设计图纸上的船名标志图案的轮廓线进行数控喷粉划线,从而对所述标志外板零件进行划线标记。
14.作为本发明的优选方案,步骤一中,确定所述形成区域前,先在cad软件中进行船名标志的放样定位。
15.本发明实施例一种船名标志的设计施工方法,与现有技术相比,其有益效果在于:本发明先将船名标志图案的轮廓线分解至标志外板零件的设计图纸上,然后通过数控切割机下料加工制得标志外板零件,同时在标志外板零件制作成型的过程中,数控切割机按设计图纸沿船名标志图案的轮廓线进行划线标记。随后人工在标志外板零件上沿划线标记点焊出焊珠以勾画出船名标志图案的轮廓,从而无需在船体完成油漆和总装后再高空作业在船体上勾画标记船名标志图案的轮廓,操作步骤简便,减少高空工作量,降低施工难度,提高工作效率,避免外板油漆破坏,减少后期补漆的工作量,节约坞期时间;此外通过数控喷粉划线标记以勾画出船名标志的轮廓,采用数控粉喷替代传统描字方法,轮廓勾画精准快捷,尤其对于复杂文字或字母标志更具优势,节省了打印1:1字模与字模在外板上定位的工作量。
附图说明
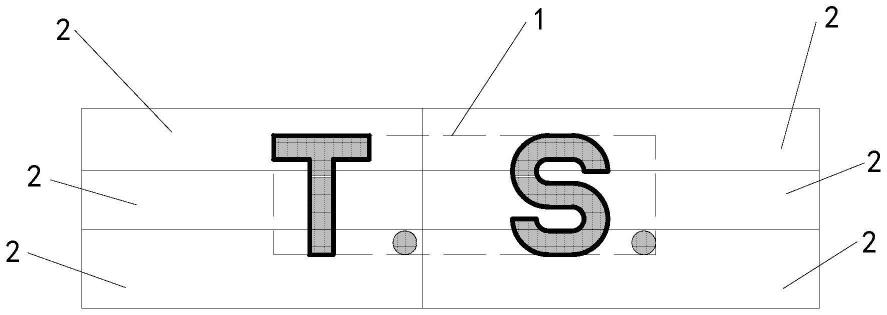
16.图1是本发明的船名标志的结构示意图;
17.图2是本发明的船名标志轮廓分解在标志外板零件上的示意图;
18.图中,1、形成区域;2、标志外板零件。
具体实施方式
19.下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
20.在本发明的描述中,应当理解的是,本发明采用术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
21.如图1-2所示,本发明优选实施例的一种船名标志的设计施工方法,包括以下步骤:
22.步骤一:在生产设计阶段,在cad软件中根据船名标志图案的长度和宽度以及船名标志在船上的位置确定船名标志的形成区域1;
23.步骤二:涉及形成区域1的船体外板为标志外板零件2,将船名标志图案的轮廓线分解到每一块标志外板零件2的设计图纸上,具体为分解至标志外板零件2的外露面;
24.步骤三:按照标志外板零件2的设计图纸,通过数控切割机下料加工制得标志外板零件2,在标志外板零件2的加工过程中,数控切割机按照标志外板零件2的设计图纸上的船名标志图案的轮廓线对标志外板零件2进行划线标记,通过数控切割机数控喷粉得到划线标记,效率高,精度高;
25.步骤四:沿标志外板零件2上的划线标记在标志外板零件2上点焊出连续的焊珠,使得划线标记更为清晰,同时便于后续船名标志的油漆工作,焊珠可一直保留至船体总组阶段,且不会轻易因其它施工而掉落导致划线标记定位不清;
26.步骤五:待船体完成总装后,多个标志外板零件2上的焊珠拼接形成船名标志轮
廓;
27.步骤六:对船名标志轮廓的内部进行油漆工作,完成船名标志的施工。
28.本发明先将船名标志图案的轮廓线分解至标志外板零件2的设计图纸上,然后通过数控切割机下料加工制得标志外板零件2,同时在标志外板零件2制作成型的过程中,数控切割机按设计图纸沿船名标志图案的轮廓线进行划线标记,随后人工在标志外板零件2上沿划线标记点焊出焊珠以勾画出船名标志图案的轮廓,从而无需在船体完成油漆和总装后再在船体上勾画标记船名标志图案的轮廓,操作步骤简便,减少高空工作量,降低施工难度,提高工作效率,避免外板油漆破坏,减少后期补漆的工作量,节约坞期时间。
29.示例性的,步骤二中,在cad软件中将标志外板零件2的设计图纸导入到数控放样软件中,形成数控零件,制作加工动作指令,加工动作指令包括切割得到标志外板零件2的指令以及对标志外板零件2进行划线标记的指令,数控切割机按照加工动作指令制得标志外板零件2,实现自动化加工。
30.示例性的,步骤三中,在标志外板零件2的加工过程中,数控切割机按照加工动作指令沿着标志外板零件2的设计图纸上的船名标志图案的轮廓线进行数控喷粉划线,从而对标志外板零件2进行划线标记,精准快捷,本实施例通过数控喷粉划线标记以勾画出船名标志的轮廓,采用数控粉喷替代传统描字方法,轮廓勾画精准快捷,尤其对于复杂文字或字母标志更具优势,节省了打印1:1字模与字模在外板上定位的工作量。
31.示例性的,步骤一中,确定形成区域1前,先在cad软件中进行船名标志图案的放样定位,放样定位后,以便对标志船名的位置进行定位,同时在放样定位的过程中,会根据船体的结构对标志进行合理的拉伸,使船名标志能更好地与船体契合,能更美观地展示在船舶外板上。
32.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1