冷连轧机组换辊后的控制方法、装置、存储介质和控制器与流程
1.本技术涉及板材冷轧技术领域,尤其涉及一种冷连轧机组换辊后的控制方法、装置、存储介质和控制器。
背景技术:
2.在带钢冷轧生产时,冷连轧机组在轧制一定长度的板材后会停机进行换辊操作,换辊后机组启车恢复轧制。但是,在换辊后的启车轧制阶段经常监控到轧机末道次机架减速机(例如常见的冷连轧机组为五连轧机架,则末道次机架为第五机架)振动增大的现象,如此将导致末道次机架减速机的使用寿命缩短,增加生产设备成本。
技术实现要素:
3.本发明提供了一种冷连轧机组换辊后的控制方法、装置、存储介质和控制器,以解决或者部分解决冷连轧机组在换辊、启车后存在的末道次机架减速机振动增大,影响减速机使用寿命的技术问题。
4.为解决上述技术问题,根据本发明一个可选的实施例,提供了一种冷连轧机组换辊后的控制方法,包括:
5.获得冷连轧机组的末道次机架的换辊完成信号;
6.根据所述换辊完成信号,在所述冷连轧机组启车后,控制第一卷带钢进行第一分段提速轧制;控制第二卷带钢进行第二分段提速轧制;控制第三卷带钢进行第三分段提速轧制;
7.其中,所述第一分段提速轧制包括控制所述第一卷带钢在所述末道次机架以第一初始轧制速度开始轧制,以第一完成轧制速度完成轧制;所述第二分段提速轧制包括控制所述第二卷带钢在所述末道次机架以第二初始轧制速度开始轧制,以第二完成轧制速度完成轧制;所述第三分段提速轧制包括控制所述第三卷带钢在所述末道次机架以第三初始轧制速度开始轧制,以第三完成轧制速度完成轧制;所述第三初始轧制速度大于所述第二初始轧制速度,所述第二初始轧制速度大于所述第一初始轧制速度;所述第三完成轧制速度大于所述第二完成轧制速度,所述第二完成轧制速度大于所述第一完成轧制速度。
8.进一步的,所述控制第一卷带钢进行第一分段提速轧制,包括:
9.控制所述第一卷带钢在所述末道次机架按照所述第一初始轧制速度开始轧制并持续第一时间段,然后以第一速率将所述第一卷带钢的轧制速度提升至第一中间轧制速度;
10.控制所述第一卷带钢按照所述第一中间轧制速度持续轧制第二时间段后,以所述第一速率将所述第一卷带钢的轧制速度提升至所述第一完成轧制速度;
11.控制所述第一卷带钢按照所述第一完成轧制速度完成轧制。
12.可选的,所述第一初始轧制速度的取值范围为所述冷连轧机组的最高轧制速度的30%~35%;
13.所述第一中间轧制速度的取值范围为所述最高轧制速度的50%~55%;
14.所述第一完成轧制速度的取值范围为所述最高轧制速度的60%~65%;
15.所述第一速率的取值范围为35~40米每秒;
16.所述第一时间段的取值范围为4~8分钟,
17.所述第二时间段的取值范围为6~10分钟。
18.可选的,所述控制第二卷带钢进行第二分段提速轧制,包括:
19.控制所述第二卷带钢在所述末道次机架按照所述第二初始轧制速度开始轧制并持续第三时间段,然后以第二速率将所述第二卷带钢的轧制速度提升至第二中间轧制速度;
20.控制所述第二卷带钢按照所述第二中间轧制速度持续轧制第四时间段后,以所述第二速率将所述第二卷带钢的轧制速度提升至所述第二完成轧制速度;
21.控制所述第二卷带钢按照所述第二完成轧制速度完成轧制。
22.进一步的,所述第二初始轧制速度的取值范围为所述冷连轧机组的最高轧制速度的60%~65%;
23.所述第二中间轧制速度的取值范围为所述最高轧制速度的72%~77%;
24.所述第二完成轧制速度的取值范围为所述最高轧制速度的86%~92%;
25.所述第二速率的取值范围为35~40米每秒;
26.所述第三时间段的取值范围为1~3分钟,
27.所述第四时间段的取值范围为4~8分钟。
28.可选的,所述控制第三卷带钢进行第三分段提速轧制,包括:
29.控制所述第三卷带钢在所述末道次机架按照所述第三初始轧制速度开始轧制并持续第五时间段,然后以第三速率将所述第三卷带钢的轧制速度提升至所述第三完成轧制速度;
30.控制所述第三卷带钢按照所述第三完成轧制速度完成轧制。
31.进一步的,所述第三初始轧制速度的取值范围为所述冷连轧机组的最高轧制速度的72%~77%;
32.所述第三完成轧制速度的取值范围为所述最高轧制速度的95%~100%;
33.所述第三速率的取值范围为35~40米每秒;
34.所述第五时间段的取值范围为1~3分钟。
35.根据本发明另一个可选的实施例,提供了一种冷连轧机组换辊后的控制装置,包括:
36.获取模块,用于获得冷连轧机组的末道次机架的换辊完成信号;
37.控制模块,用于根据所述换辊完成信号,在所述冷连轧机组启车后,控制第一卷带钢进行第一分段提速轧制;控制第二卷带钢进行第二分段提速轧制;控制第三卷带钢进行第三分段提速轧制;
38.其中,所述第一分段提速轧制包括控制所述第一卷带钢在所述末道次机架以第一初始轧制速度开始轧制,以第一完成轧制速度完成轧制;所述第二分段提速轧制包括控制所述第二卷带钢在所述末道次机架以第二初始轧制速度开始轧制,以第二完成轧制速度完成轧制;所述第三分段提速轧制包括控制所述第三卷带钢在所述末道次机架以第三初始轧
制速度开始轧制,以第三完成轧制速度完成轧制;所述第三初始轧制速度大于所述第二初始轧制速度,所述第二初始轧制速度大于所述第一初始轧制速度;所述第三完成轧制速度大于所述第二完成轧制速度,所述第二完成轧制速度大于所述第一完成轧制速度。
39.根据本发明又一个可选的实施例,提供了一种可编程逻辑控制器,所述可编程逻辑控制器包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现如前述技术方案中任一项所述控制方法的步骤。
40.根据本发明又一个可选的实施例,提供了一种计算机可读存储介质,其上存储有计算机程序,所述计算机程序被处理器执行时实现前述技术方案中任一项所述控制方法的步骤。
41.通过本发明的一个或者多个技术方案,本发明具有以下有益效果或者优点:
42.本技术提供了一种冷连轧机组换辊后的控制方法,在末道次机架换辊后,根据换辊完成信号,在冷连轧机组启车后,按照第一分段提速轧制,第二分段提速轧制和第三分段提速轧制的控制方法,依次控制前三卷带钢按照设定的定量控制方案进行分段提速轧制;通过控制前三卷钢按照上述逐渐提速的低速轧制方案进行热辊轧制,避免了末道次机架在新辊上线后因为热辊速度过快造成对减速机的冲击增大,保证减速机的正常使用;与不分段按照固定轧制速度进行低速轧制的方案相比,本方案能够更快地在新辊上形成乳化液润滑油膜,从而降低轧辊与带钢之间的摩擦系数,使新辊尽快恢复正常的轧制速度,同时降低对末道次机架减速机的振动冲击;另一方面,通过上述定量控制方案,能够避免不同作业人员因经验差异产生的手动提速过快,末道次机架减速机振动增大的问题。
43.上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其它目的、特征和优点能够更明显易懂,以下特举本发明的具体实施方式。
附图说明
44.通过阅读下文优选实施方式的详细描述,各种其他的优点和益处对于本领域普通技术人员将变得清楚明了。附图仅用于示出优选实施方式的目的,而并不认为是对本发明的限制。而且在整个附图中,用相同的参考符号表示相同的部件。在附图中:
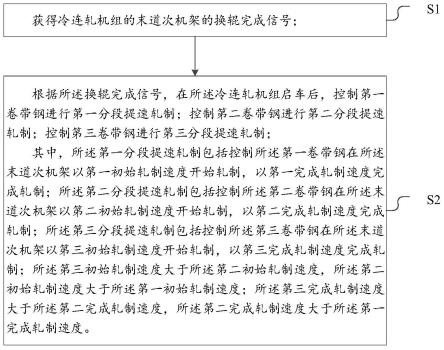
45.图1示出了根据本发明一个实施例的冷连轧机组换辊后的控制方法流程示意图;
46.图2示出了根据本发明一个实施例的某冷连轧机组的第5机架在应用换辊后的控制方法时的详细流程示意图;
47.图3示出了根据本发明另一个实施例的冷连轧机组换辊后的控制装置示意图;
48.图4示出了根据本发明又一个实施例的可编程逻辑控制器的示意图;
49.图5示出了根据本发明又一个实施例的计算机可读存储介质的示意图。
具体实施方式
50.为了使本技术所属技术领域中的技术人员更清楚地理解本技术,下面结合附图,通过具体实施例对本技术技术方案作详细描述。在整个说明书中,除非另有特别说明,本文使用的术语应理解为如本领域中通常所使用的含义。因此,除非另有定义,本文使用的所有技术和科学术语具有与本发明所属领域技术人员的一般理解相同的含义。若存在矛盾,本
说明书优先。除非另有特别说明,本发明中用到的各种设备等,均可通过市场购买得到或者可通过现有方法制备得到。
51.以目前常见的五机架冷连轧机组为例,通过对冷连轧机组第5机架换辊后的生产跟踪和研究表明,造成冷连轧机架减速机振动增大的原因在于新辊上线时因乳化液润滑油膜未形成,轧辊与带钢之间摩擦系数较大;同时冷轧轧辊新辊为室温辊,而连续轧制时轧辊温度约为100℃,所以新辊上线后轧辊热成型需要一定时间,因此更换第5机架轧辊后需要进行低速预热轧辊轧制,避免新辊上线后因摩擦系数大带来的大轧制力轧制造成的第5机架减速机振动过大。但即使明确换辊后需要进行低速轧制,也会因为在实际生产过程中不同轧机作业人员的控制经验差别和控制手段差别,造成对热辊阶段的速度控制方案不同,依然存在换辊完成后作业人员手动提速过快,第5机架减速机振动增大的情况。
52.为了解决上述问题,在一个可选的实施例中,提出了一种冷连轧机组在末道次机架换辊后的控制方法,如图1所示,其步骤包括:
53.s1:获得冷连轧机组的末道次机架的换辊完成信号;
54.s2:根据所述换辊完成信号,在所述冷连轧机组启车后,控制第一卷带钢进行第一分段提速轧制;控制第二卷带钢进行第二分段提速轧制;控制第三卷带钢进行第三分段提速轧制;
55.其中,所述第一分段提速轧制包括控制所述第一卷带钢在所述末道次机架以第一初始轧制速度开始轧制,以第一完成轧制速度完成轧制;所述第二分段提速轧制包括控制所述第二卷带钢在所述末道次机架以第二初始轧制速度开始轧制,以第二完成轧制速度完成轧制;所述第三分段提速轧制包括控制所述第三卷带钢在所述末道次机架以第三初始轧制速度开始轧制,以第三完成轧制速度完成轧制;所述第三初始轧制速度大于所述第二初始轧制速度,所述第二初始轧制速度大于所述第一初始轧制速度;所述第三完成轧制速度大于所述第二完成轧制速度,所述第二完成轧制速度大于所述第一完成轧制速度。
56.具体来讲,末道次机架的轧制速度最高,对减速机的振动冲击最大,因此解决了末道次机架在换辊后的振动冲击问题也就相当于解决了其它机架的减速机振动冲击问题。目前冷连轧产线最常见的冷连轧机组为五机架冷连轧机组,因此末道次机架为第5机架,本技术实施例以此为例进行说明。
57.在第5机架更换工作辊完成后会生成换辊完成信号。换辊完成信号可以是换辊的第5机架在辊缝清零后给出的第5机架清零完成信号,或者其它表示换辊完成,接下来冷连轧机组可以启车的信号。基于换辊完成信号,在冷连轧机组启车后开始热辊控制。
58.在进行热辊控制时,对启车后的前三卷带钢,在第5机架处分别进行分段提速控制。分段提速控制是指以一个较低的初始轧制速度开始轧制,直至以一个较高的完成轧制速度完成轧制或结束轧制。分段提速是先以一个恒定的轧制速度轧制一段时间,然后将轧制速度升高到一定值,再恒速轧制一段时间,以此类推直至提升至完成轧制速度。分段数量可以根据冷连轧机组的实际状况确定,常见的分段数量有:2,3,4等。
59.在本实施例中,第一卷带钢整体的轧制速度最低,第二卷带钢的整体轧制速度次之,第三卷带钢的整体轧制速度较高,但也低于冷连轧机组在轧制该带钢时所采用的正常轧制速度或最高轧制速度。
60.本实施例提供的冷连轧机组在末道次机架换辊后的控制方法,且解决末道次机架
减速机振动冲击的原理是:通过控制前三卷钢按照逐渐提速的低速轧制方案进行热辊轧制,避免了末道次机架在新辊上线后因为热辊速度过快造成对减速机的冲击增大,保证减速机的正常使用;与不分段按照固定轧制速度进行低速轧制的方案相比,本方案能够更快地在新辊上形成乳化液润滑油膜,从而降低轧辊与带钢之间的摩擦系数,使新辊尽快恢复正常的轧制速度,同时降低对末道次机架减速机的振动冲击;另一方面,通过上述定量控制方案,能够避免不同作业人员因经验差异产生的手动提速过快,末道次机架减速机振动增大的问题。
61.在一些可选的实施例中,所述所述控制第一卷带钢进行第一分段提速轧制,包括:
62.控制所述第一卷带钢在所述末道次机架按照所述第一初始轧制速度开始轧制并持续第一时间段,然后以第一速率将所述第一卷带钢的轧制速度提升至第一中间轧制速度;控制所述第一卷带钢按照所述第一中间轧制速度持续轧制第二时间段后,以所述第一速率将所述第一卷带钢的轧制速度提升至所述第一完成轧制速度;控制所述第一卷带钢按照所述第一完成轧制速度完成轧制。
63.上述方案提供了一种对启车后的第一卷带钢进行三段式提速的低速热辊轧制的方案。可选的:
64.所述第一初始轧制速度的取值范围为所述冷连轧机组的最高轧制速度的30%~35%;
65.所述第一中间轧制速度的取值范围为所述最高轧制速度的50%~55%;
66.所述第一完成轧制速度的取值范围为所述最高轧制速度的60%~65%;
67.所述第一速率的取值范围为35~40米每秒(m/s),可以是36m/s,38.3m/s,39m/s等;
68.所述第一时间段的取值范围为4~8分钟,优选6分钟;
69.所述第二时间段的取值范围为6~10分钟,优选8分钟。
70.需要说明的是,上述取值范围均包括端点值。
71.最高轧制速度是指在所述冷轧产线正常时,当前钢卷在冷连轧机组的末道次机架的轧制速度,也可以称之为是正常轧制速度,因为在正常生产时,冷连轧机组是按照最高轧制速度运行的。最高轧制速度可以是当前冷连轧机组的设计最大轧制速度,也可以是与当前轧制带钢的规格相匹配的轧制速度,可以从冷连轧机组的产品设计手册或者带钢冷轧规程中获得。
72.在一些可选的实施例中,所述控制第二卷带钢进行第二分段提速轧制,包括:
73.控制所述第二卷带钢在所述末道次机架按照所述第二初始轧制速度开始轧制并持续第三时间段,然后以第二速率将所述第二卷带钢的轧制速度提升至第二中间轧制速度;控制所述第二卷带钢按照所述第二中间轧制速度持续轧制第四时间段后,以所述第二速率将所述第二卷带钢的轧制速度提升至所述第二完成轧制速度;控制所述第二卷带钢按照所述第二完成轧制速度完成轧制。
74.在第一卷带钢完成轧制后,对第二卷带钢进行三段式提速的低速热辊轧制;其中,第二卷带钢的整体轧制速度高于第一卷带钢。
75.可选的:
76.所述第二初始轧制速度的取值范围为所述冷连轧机组的最高轧制速度的60%~
65%;
77.所述第二中间轧制速度的取值范围为所述最高轧制速度的72%~77%;
78.所述第二完成轧制速度的取值范围为所述最高轧制速度的86%~92%;
79.所述第二速率的取值范围为35~40米每秒,可以是36m/s,38.3m/s,39m/s等;
80.所述第三时间段的取值范围为1~3分钟,优选2分钟;
81.所述第四时间段的取值范围为4~8分钟,优选6分钟。
82.在一些可选的实施例中,所述控制第三卷带钢进行第三分段提速轧制,包括:
83.控制所述第三卷带钢在所述末道次机架按照所述第三初始轧制速度开始轧制并持续第五时间段,然后以第三速率将所述第三卷带钢的轧制速度提升至所述第三完成轧制速度;控制所述第三卷带钢按照所述第三完成轧制速度完成轧制。
84.在第二卷带钢完成轧制后,对第三卷带钢进行两段式提速的低速热辊轧制;其中,第三卷带钢的整体轧制速度高于第二卷带钢,但低于最高轧制速度或低于该类带钢的正常轧制速度。
85.可选的:
86.所述第三初始轧制速度的取值范围为所述冷连轧机组的最高轧制速度的72%~77%;
87.所述第三完成轧制速度的取值范围为所述最高轧制速度的95%~100%;
88.所述第三速率的取值范围为35~40米每秒,可以是36m/s,38.3m/s,39m/s等;
89.所述第五时间段的取值范围为1~3分钟,优选2分钟。
90.在本部分的实施例中,之所以按照上述参数控制前三卷带钢进行热辊轧制,是因为:通过分段热辊可以将五机架减速机振动值控制在2.5mm/s,五机架电机电流值波动控制在5%以内,减小了热辊速度对减速机的冲击。而常规热辊模式热辊时五机架减速机振动值可达到4mm/s,五机架电流值波动大于7%,对减速机的冲击明显。
91.为了更加直观的说明本发明提供的技术方案,在一个可选的实施例中,基于本发明实施例提供的技术方案,开发换辊后的热辊控制程序并将其应用至某钢厂的冷连轧机组的一级系统的plc控制器(可编程逻辑控制器),并以操作按钮“hot roll”的形式体现在冷轧机组控制的人机交互界面。其运行方式为在第5机架换辊完成后,根据第5机架辊缝清零完成信号,控制程序自动启动;如果第5机架轧辊抽出进行轧辊表面检查而未更换轧辊,则在人机交互页面手动关闭热辊程序,启车后轧机将不执行控制程序进行限速。
92.该冷连轧机组用于轧制0.1mm~0.4mm的极薄冷轧带钢,此冷连轧机组的设计最高轧制速度为1600m/min(mpm,米/分钟),则控制程序启动后按照如下步骤进行控制:
93.步骤1:换辊后的第一卷带钢在第5机架的轧制速度提升至500mpm,给出提速命令,控制带钢以500mpm速度运行6min后,以38.3m/s的速率自动提速至800mpm,以800mpm速度运行8min,然后以38.3m/s的速率自动提速至1000mpm,再以1000mpm速度运行至第一卷带钢轧制完成;
94.步骤2:换辊后的第二卷带钢提速至1000mpm,给出提速命令,控制带钢以1000mpm速度运行2min后,以38.3m/s的速率自动提速至1200mpm,以1200mpm速度运行6min,然后以38.3m/s的速率自动提速至1400mpm,再以1400mpm速度运行至第二卷带钢轧制完成;
95.步骤3:换辊后的第三卷带钢提速至1200mpm,给出提速命令,控制带钢以1200mpm
速度运行2min后,以38.3m/s的速率自动提速至1550mpm,并以1550mpm速度运行至第三卷带钢轧制完成。
96.上述控制的流程示意图如图2所示。
97.通过上述方案进行控制,有效减少了该冷连轧机组的第5机架在换辊后,启车时的减速机振动冲击。
98.基于前述实施例相同的发明构思,在另一个可选的实施例中,如图3所示,提供了一种冷连轧机组换辊后的控制装置,包括:
99.获取模块10,用于获得冷连轧机组的末道次机架的换辊完成信号;
100.控制模块20,用于根据所述换辊完成信号,在所述冷连轧机组启车后,控制第一卷带钢进行第一分段提速轧制;控制第二卷带钢进行第二分段提速轧制;控制第三卷带钢进行第三分段提速轧制;
101.其中,所述第一分段提速轧制包括控制所述第一卷带钢在所述末道次机架以第一初始轧制速度开始轧制,以第一完成轧制速度完成轧制;所述第二分段提速轧制包括控制所述第二卷带钢在所述末道次机架以第二初始轧制速度开始轧制,以第二完成轧制速度完成轧制;所述第三分段提速轧制包括控制所述第三卷带钢在所述末道次机架以第三初始轧制速度开始轧制,以第三完成轧制速度完成轧制;所述第三初始轧制速度大于所述第二初始轧制速度,所述第二初始轧制速度大于所述第一初始轧制速度;所述第三完成轧制速度大于所述第二完成轧制速度,所述第二完成轧制速度大于所述第一完成轧制速度。
102.可选的,所述控制模块20用于:
103.控制所述第一卷带钢在所述末道次机架按照所述第一初始轧制速度开始轧制并持续第一时间段,然后以第一速率将所述第一卷带钢的轧制速度提升至第一中间轧制速度;控制所述第一卷带钢按照所述第一中间轧制速度持续轧制第二时间段后,以所述第一速率将所述第一卷带钢的轧制速度提升至所述第一完成轧制速度;控制所述第一卷带钢按照所述第一完成轧制速度完成轧制。
104.控制所述第二卷带钢在所述末道次机架按照所述第二初始轧制速度开始轧制并持续第三时间段,然后以第二速率将所述第二卷带钢的轧制速度提升至第二中间轧制速度;控制所述第二卷带钢按照所述第二中间轧制速度持续轧制第四时间段后,以所述第二速率将所述第二卷带钢的轧制速度提升至所述第二完成轧制速度;控制所述第二卷带钢按照所述第二完成轧制速度完成轧制。
105.控制所述第三卷带钢在所述末道次机架按照所述第三初始轧制速度开始轧制并持续第五时间段,然后以第三速率将所述第三卷带钢的轧制速度提升至所述第三完成轧制速度;控制所述第三卷带钢按照所述第三完成轧制速度完成轧制。
106.基于前述实施例相同的发明构思,在又一个可选的实施例中,如图4所示,提供了一种可编程逻辑控制器400,包括处理器420和存储器410,所述存储器410耦接到所述处理器420,所述存储器410存储计算机程序411,当所述计算机程序411由所述处理器420执行时使所述可编程逻辑控制器400执行前述实施例中所述控制方法的步骤。
107.基于前述实施例相同的发明构思,在又一个可选的实施例中,如图5所示,提供了一种计算机可读存储介质500,其上存储有计算机程序511,该程序被处理器执行时前述实施例中的所述控制方法的步骤。
108.通过本发明的一个或者多个实施例,本发明具有以下有益效果或者优点:
109.本技术提供了一种冷连轧机组换辊后的控制方法,在末道次机架换辊后,根据换辊完成信号,在冷连轧机组启车后,按照第一分段提速轧制,第二分段提速轧制和第三分段提速轧制的控制方法,依次控制前三卷带钢按照设定的定量控制方案进行分段提速轧制;通过控制前三卷钢按照上述逐渐提速的低速轧制方案进行热辊轧制,避免了末道次机架在新辊上线后因为热辊速度过快造成对减速机的冲击增大,保证减速机的正常使用;与不分段按照固定轧制速度进行低速轧制的方案相比,本方案能够更快地在新辊上形成乳化液润滑油膜,从而降低轧辊与带钢之间的摩擦系数,使新辊尽快恢复正常的轧制速度,同时降低对末道次机架减速机的振动冲击;另一方面,通过上述定量控制方案,能够避免不同作业人员因经验差异产生的手动提速过快,末道次机架减速机振动增大的问题。
110.尽管已描述了本技术的优选实施例,但本领域内的普通技术人员一旦得知了基本创造性概念,则可对这些实施例做出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本技术范围的所有变更和修改。
111.显然,本领域的技术人员可以对本技术进行各种改动和变型而不脱离本技术的精神和范围。这样,倘若本技术的这些修改和变型属于本技术权利要求及其等同技术的范围之内,则本技术也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1