一种用于复合材料帽型加筋壁板的铣切工装及方法与流程
1.本发明涉及复合材料加工技术领域,具体涉及一种用于复合材料帽型加筋壁板的铣切工装及方法。
背景技术:
2.树脂基复合材料已广泛应用于航空领域,随着飞机机动性及隐身性等要求的不断提高,复合材料逐渐趋于复杂结构整体化制造和高精度制造,各类复合材料筋条及长桁与蒙皮的缝合、胶接等整体成型方式已基本替代传统的螺钉连接方式,这就对筋条及长桁与蒙皮的位置精度提出了更高的要求。目前,复合材料加筋壁板普遍采用的是使用钻模板在制件上打基准孔,以此基准孔为加工基准进行复合材料制件的画线以及整体加工。
3.现有技术对钻模孔的位置精度要求较高,同时对钻模孔与模具其他定位组件的相对位置精度要求也很高,但在复合材料制件的批量化生产中,由于成型工装频繁在高温高压下使用,各类筋条及长桁的定位组组件容易产生变形或偏移,导致钻模孔与其相对位置逐渐出现较大偏差,钻模板自身在使用过程中,孔位精度容易因磨损等原因出现偏差,这些偏差都是不易察觉的,最终会导致加工完成的加筋壁板在装配时出现和金属件干涉的现象,或者与机身其他组件出现缝隙、干涉等,影响飞机的隐身性能,甚至导致产品报废。对于此类工装的频繁维修产生较高的维修费用,还严重影响生产进度。
4.因此,发明人提供了一种用于复合材料帽型加筋壁板的铣切工装及方法。
技术实现要素:
5.(1)要解决的技术问题
6.本发明实施例提供了一种用于复合材料帽型加筋壁板的铣切工装及方法,解决了帽型加筋壁板复合材料制件精确加工对钻模孔以及数控机床画线过度依赖的技术问题。
7.(2)技术方案
8.本发明提供了一种用于复合材料帽型加筋壁板的铣切工装,包括卡板、样板、支撑部和吸附模体;其中,
9.所述卡板安装于所述支撑部上且用于对复合材料帽型加筋壁板的帽型筋、蒙皮的尺寸进行划线标识,所述样板与所述卡板连接且用于对所述蒙皮的尺寸进行划线标识,所述吸附模体安装于所述支撑部上且用于安装并吸附所述帽型加筋壁板。
10.进一步地,所述卡板分布于所述帽型筋的断口及所述帽型筋存在装配关系的位置;卡板第一型面与所述帽型筋的理论外型面相适配且具有预留间隙,卡板第二型面与所述帽型筋的理论凸缘边界平齐,卡板第三型面与所述帽型筋的理论端头型面平齐,卡板第四型面与所述蒙皮的两侧型面平齐。
11.进一步地,所述样板分布于所述蒙皮的锯齿或其他复杂结构的位置;样板第一型面与所述蒙皮的锯齿端部型面相适配且向所述锯齿端部型面的余量区偏移,样板第二型面与所述蒙皮的上部型面具有预留间隙,样板第三型面与卡板第五型面连接。
12.进一步地,所述吸附模体包括模体、密封槽、密封条、导气槽、导气嘴及导气管路,所述密封槽开设于所述模体的上端面周向边缘,所述密封条设于所述密封槽内;
13.所述导气槽以网状形式分布于所述模体的上端面且用于在真空负压下吸附所述复合材料帽型加筋壁板,所述导气嘴设于所述模体的一侧且通过所述导气管路与所述导气槽连通。
14.进一步地,所述模体的上端面与所述蒙皮的底部型面相适配且用于与所述底部型面贴合。
15.进一步地,所述支撑部包括支撑框架和支撑平面,所述支撑平面设于所述支撑框架的上端面,所述卡板及所述吸附模体均安装于所述支撑平面。
16.进一步地,所述支撑平面的上端面开设有用于作为数控加工基准的基准孔。
17.进一步地,用于复合材料帽型加筋壁板的铣切工装还包括定位座,所述卡板通过所述定位座安装于所述支撑平面,卡板第五型面与定位座型面贴合。
18.进一步地,所述卡板通过螺栓定位在所述定位座上。
19.本发明还提供了一种复合材料帽型加筋壁板的铣切方法,包括以下步骤:
20.将复合材料帽型加筋壁板放置于吸附模体上,确保所述吸附模体、样板在所述复合材料帽型加筋壁板的蒙皮轮廓内,确保卡板分布于所述复合材料帽型加筋壁板的帽型筋的断口及所述帽型筋存在装配关系的位置;
21.将所述复合材料帽型加筋壁板在真空负压下牢固贴附于所述吸附模体上并画出帽型筋、蒙皮的边界线;
22.以所述帽型筋、所述蒙皮的边界线为基准,根据所述复合材料帽型加筋壁板的外形精度公差要求进行手工切割或数控加工。
23.(3)有益效果
24.综上,本发明可以直接确定帽型筋轴线、尺寸等与蒙皮外形尺寸的对应关系,确保加工后的制件完全符合装配要求,避免了装配的超差风险。该铣切工装还可以作为检具,对手切加工或者长期存放的制件的外形精度进行线下的检测,并提供复合材料帽型加筋壁板各部位的型面偏差。对复合材料帽型加筋壁板整体结构进行加工时,可以在不使用数控机床画线的情况下,保证快速且高精度的画出制件加工轮廓线,节省成本,提高效率;避免了复合材料帽型加筋壁板外形精加工时对基准孔的高度依赖,降低了成型工装制造时对钻模孔的精度要求,甚至可以取消成型工装的钻模孔组件,降低了工装制造和维护成本。
附图说明
25.为了更清楚地说明本发明实施例的技术方案,下面将对本发明实施例中所需要使用的附图作简单地介绍,显而易见地,下面所描述的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
26.图1是待加工的复合材料帽型加筋壁板的结构示意图;
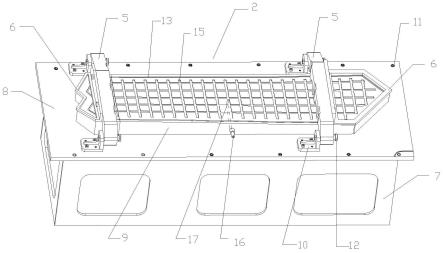
27.图2是本发明实施例提供的一种用于复合材料帽型加筋壁板的铣切工装的结构示意图;
28.图3是本发明实施例提供的铣切工装与待加工壁板的组装示意图;
29.图4是本发明实施例提供的铣切工装的卡板与待加工壁板的一位置关系示意图;
30.图5是本发明实施例提供的铣切工装的卡板与待加工壁板的另一位置关系示意图;
31.图6是本发明实施例提供的铣切工装的卡板与待加工壁板的又一位置关系示意图;
32.图7是本发明实施例提供的铣切工装的卡板的结构示意图;
33.图8是本发明实施例提供的铣切工装的定位座、卡板、样板与待加工壁板的位置关系示意图;
34.图9是本发明实施例提供的铣切工装的吸附模体与待加工壁板的位置关系示意图。
35.图中:
36.1、复合材料帽型加筋壁板;2、铣切工装;3、帽型筋;3-a、实际外型面;3-b、理论凸缘边界;3-c、理论端头型面;4、蒙皮;4-a、两侧型面;4-b、上部型面;4-c、底部型面;4-d、锯齿端部型面;5、卡板;5-a、卡板第一型面;5-b、卡板第二型面;5-c、卡板第三型面;5-d、卡板第四型面;5-e、卡板第五型面;6、样板;6-a、样板第一型面;6-b、样板第二型面;6-c、样板第三型面;7、支撑框架;8、支撑平面;9、吸附模体;10、定位座;10-a、定位座型面;11、基准孔;12、螺栓;13、密封槽;14、密封条;15、导气槽;16、导气嘴;17、导气管路。
具体实施方式
37.下面结合附图和实施例对本发明的实施方式作进一步详细描述。以下实施例的详细描述和附图用于示例性地说明本发明的原理,但不能用来限制本发明的范围,即本发明不限于所描述的实施例,在不脱离本发明的精神的前提下覆盖了零件、部件和连接方式的任何修改、替换和改进。
38.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参照附图并结合实施例来详细说明本技术。
39.图2是本发明实施例提供的一种用于复合材料帽型加筋壁板的铣切工装,如图2-3所示,包括卡板5、样板6、支撑部和吸附模体9;其中,卡板5安装于支撑部上且用于对复合材料帽型加筋壁板1的帽型筋3、蒙皮4的尺寸进行划线标识,样板6与卡板5连接且用于对蒙皮4的尺寸进行划线标识,吸附模体9安装于支撑部上且用于安装并吸附帽型加筋壁板。
40.在上述实施方式中,根据复合材料帽型加筋壁板1的结构特点和装配关系设计铣切工装2,铣切工装2由支撑框架7、支撑平面8、吸附模体9定位座10、卡板5和样板6组成。
41.该铣切工装可以直接确定帽型筋轴线、尺寸等与蒙皮外形尺寸的对应关系,确保加工后的制件完全符合装配要求,避免了装配的超差风险。该铣切工装还可以作为检具,对手切加工或者长期存放的制件的外形精度进行线下的检测,并提供复合材料帽型加筋壁板各部位的型面偏差。对复合材料帽型加筋壁板整体结构进行加工时,可以在不使用数控机床画线的情况下,保证快速且高精度的画出制件加工轮廓线,节省成本,提高效率;避免了复合材料帽型加筋壁板外形精加工时对基准孔的高度依赖,降低了成型工装制造时对钻模孔的精度要求,甚至可以取消成型工装的钻模孔组件,降低了工装制造和维护成本。
42.作为一种可选的实施方式,卡板5分布于帽型筋3的断口及帽型筋3存在装配关系
的位置;卡板第一型面5-a与帽型筋3的理论外型面3-a相适配且具有预留间隙,卡板第二型面5-b与帽型筋3的理论凸缘边界3-b平齐,卡板第三型面5-c与帽型筋3的理论端头型面3-c平齐,卡板第四型面5-d与蒙皮4的两侧型面4-a平齐。
43.具体地,如图4-7所示,卡板5分布于帽型筋3的断口及帽型筋3存在装配关系的位置,卡板5的型面5-a依据帽型筋3的理论外型面3-a设计,并与帽型筋3的理论外型面3-a预留1mm~2mm间隙;卡板5型面5-b依据帽型筋3的理论凸缘边界3-b设计;卡板5的型面5-c依据帽型筋3的理论端头型面3-c设计;卡板5型面5-d依据蒙皮4的两侧型面4-a设计;卡板5的型面5-e与定位座10的型面10-a贴合,并通过螺栓12定位在定位座10上。
44.其中,卡板5型面5-b依据帽型筋3理论凸缘边界3-b设计,型面5-b设计与理论凸缘边界3-b平齐时,型面5-b作为净边画线依据,型面5-b设计较理论凸缘边界3-b向余量区偏移1mm~3mm时,型面5-b作为手工粗切画线依据。
45.卡板5型面5-c依据帽型筋3理论端头型面3-c设计,型面5-c设计与理论端头型面3-c平齐时,型面5-c作为净边画线依据,型面5-c设计较理论端头型面3-c向余量区偏移1mm~3mm时,型面5-c作为手工粗切画线依据。
46.卡板5型面5-d依据蒙皮4两侧型面4-a设计,型面5-d设计与两侧型面4-a平齐时,型面5-d作为净边画线依据,型面5-d设计较两侧型面4-a向余量区偏移1mm~3mm时,型面5-d作为手工粗切画线依据。
47.作为一种可选的实施方式,样板6分布于蒙皮4的锯齿或其他复杂结构的位置;样板第一型面6-a与蒙皮4的锯齿端部型面4-d相适配且向锯齿端部型面4-d的余量区偏移,样板第二型面6-b与蒙皮4的上部型面4-b具有预留间隙,样板第三型面6-c与卡板第五型面5-e连接。
48.具体地,如图8所示,样板6分布于蒙皮4锯齿或其他复杂结构的位置,样板6的一侧型面6-a依据蒙皮4的锯齿或其他复杂结构的端部型面4-d设计;样板6的底侧型面6-b依据相应的蒙皮4的锯齿或其他复杂结构的上部型面4-b设计,根据蒙皮厚度偏差,底侧型面6-b与上部型面4-b预留0.1mm~2mm间隙;样板6的另一侧型面6-c与卡板5的型面5-e贴合,并通过螺栓12定位在卡板5上。
49.其中,样板6的一侧型面6-a依据蒙皮4锯齿或其他复杂结构的端部型面4-d设计,一侧型面6-a设计与端部型面4-d平齐时,一侧型面6-a作为净边画线依据,一侧型面6-a设计较端部型面4-d向余量区偏移1mm~3mm时,一侧型面6-a作为手工粗切画线依据。
50.作为一种可选的实施方式,吸附模体9包括模体、密封槽13、密封条14、导气槽15、导气嘴16及导气管路17,密封槽13开设于模体的上端面周向边缘,密封条14设于密封槽13内;导气槽15以网状形式分布于模体的上端面且用于在真空负压下吸附复合材料帽型加筋壁板1,导气嘴16设于模体的一侧且通过导气管路17与导气槽15连通。
51.具体地,如图2、9所示,吸附模体9的上型面依据蒙皮4的底部型面4-c设计,与蒙皮4的底部型面4-c贴合;吸附模体9的外廓尺寸较蒙皮4的理论外廓尺寸缩小0.5mm~2.0mm;吸附模体9的上型面周边设置密封槽13,宽度一般为4mm~8mm,深度较宽度减少0.5mm~1.0mm;密封槽13内部放置密封条14,密封条14在宽度方向的尺寸与密封槽13一致,在深度方向的尺寸较密封槽13大0.5mm~1.0mm;吸附模体9在密封槽13以内的型面设置网状分布的导气槽15,宽度一般为4mm~10mm;吸附模体9的一侧设置导气嘴16,导气嘴16通过内部的
导气管路17与导气槽15连通,吸附模体9除导气系统以外的区域保证密封。
52.网状分布的导气槽15能够提高整个吸附模体9对与待加工壁板的吸附力,防止加工过程中壁板发生相位运动。
53.作为一种可选的实施方式,支撑部包括支撑框架7和支撑平面8,支撑平面8设于支撑框架7的上端面,卡板5及吸附模体9均安装于支撑平面8。
54.具体地,支撑平面8采用焊接的方式固定在支撑框架7上,支撑平面8设置基准孔11作为数控加工的基准。
55.作为一种可选的实施方式,用于复合材料帽型加筋壁板的铣切工装还包括定位座10,卡板5通过定位座10安装于支撑平面8,卡板第五型面5-e与定位座型面10-a贴合。
56.具体地,定位座10通过销钉定位,以螺钉连接或焊接的方式固定于支撑平面8上。
57.图2是本发明实施例提供的一种复合材料帽型加筋壁板的铣切方法的流程示意图,该方法可以包括以下步骤:
58.s100、将复合材料帽型加筋壁板1放置于吸附模体9上,确保吸附模体9、样板6在复合材料帽型加筋壁板1的蒙皮4轮廓内,确保卡板5分布于复合材料帽型加筋壁板1的帽型筋3的断口及帽型筋3存在装配关系的位置;
59.s200、将复合材料帽型加筋壁板1在真空负压下牢固贴附于吸附模体9上并画出帽型筋3、蒙皮4的边界线;
60.s300、以帽型筋3、蒙皮4的边界线为基准,根据复合材料帽型加筋壁板1的外形精度公差要求进行手工切割或数控加工。
61.在上述实施方式中,步骤s200中,将导气嘴16与真空系统连接,复合材料帽型加筋壁板1的毛坯件在真空负压下牢固贴附于吸附模体9上;使用画针按照卡板5型面5-b在帽型筋3毛坯件上画出理论凸缘边界3-b线;使用画针按照卡板5型面5-c在帽型筋3毛坯件上画出理论端头型面3-c边界线;使用画针按照卡板5型面5-d画出对应位置的蒙皮4两侧型面4-a边界线;使用画针按照样板6的一侧型面6-a画出对应位置的蒙皮4锯齿或其他复杂结构的端部型面4-d边界线。
62.步骤s300中,当外形精度公差要求小于
±
1mm的区域时,以划线标识为基准,在余量区进行手工粗切,一般预留1mm~3mm的精加工余量,然后以基准孔11作为数控加工的基准,进行精细加工;
63.当外形精度公差要求大于等于
±
1mm的区域时,以划线标识为基准,直接进行手工加工。
64.实施例1
65.以尺寸为4000mm
×
500mm的帽型加筋壁板为例,其结构如图1所示。2个帽型筋位于蒙皮中部,与蒙皮采用缝合方式整体成型,帽型筋凸缘宽度为25mm,距离蒙皮边缘30mm~35mm,帽型筋高度为60mm,帽型加筋壁板筋条轴线偏差范围要求为﹣1mm~+1mm,帽型筋端头位置偏差范围要求为﹣0.5mm~+0.5mm,帽型筋凸缘宽度偏差范围要求为﹣1mm~+1mm,蒙皮周边尺寸偏差范围要求为﹣0.5mm~+0.5mm。现采用本发明的帽型加筋壁板高精度快速铣切方法来进行该产品的加工,具体步骤如下:
66.(a).根据复合材料帽型加筋壁板1的结构特点和装配关系设计铣切工装2,铣切工装2由支撑框架7、支撑平面8、吸附模体9定位座10、卡板5和样板6组成。
67.a1.支撑平面8采用焊接的方式固定在支撑框架7上,支撑平面8设置基准孔11作为数控加工的基准。
68.a2.定位座10通过销钉定位,螺钉连接的方式固定于支撑平面8上。
69.a3.卡板5分布于帽型筋3两端,卡板5型面5-a依据帽型筋3理论外型面3-a设计,并与帽型筋3理论外型面3-a预留2mm间隙;卡板5型面5-b依据帽型筋3理论凸缘边界3-b设计,与理论凸缘边界3-b平齐;卡板5型面5-c依据帽型筋3理论端头型面3-c设计,并与理论端头型面3-c平齐;卡板5型面5-d依据蒙皮4两侧型面4-a设计,较蒙皮4两侧型面4-a向余量区偏移3mm;卡板5型面5-e与定位座10型面10-a贴合,并通过精致螺栓12定位在定位座10上。
70.a4.样板6分布于蒙皮4两端的锯齿区,样板6的一侧型面6-a依据蒙皮4锯齿端部型面4-d设计,较锯齿端部型面4-d向余量区偏移3mm;样板6的底侧型面6-b依据相应的蒙皮4锯齿或其他复杂结构的上部型面4-b设计,底侧型面6-b与上部型面4-b预留1mm间隙;样板6的另一侧型面6-c与卡板5型面5-e贴合,并通过精致螺栓12定位在卡板5上。
71.a5.吸附模体9的上型面依据蒙皮4的底部型面4-c设计,与蒙皮4的底部型面4-c贴合;吸附模体9的外廓尺寸较蒙皮4的理论外廓尺寸缩小1mm;吸附模体9的上型面周边设置密封槽13,宽度设为4mm,深度设为3.5mm;密封槽内部放置密封条14,密封条在宽度和深度方向的尺寸皆为4mm;吸附模体9在密封槽13以内的型面设置网状分布的导气槽15,宽度为10mm;吸附模体9的一侧设置导气嘴16,导气嘴16通过内部导气管路17与导气槽15连通,吸附模体9除导气系统以外的区域保证密封。
72.(b).将复合材料帽型加筋壁板1的毛坯件放置于铣切工装2上,确保吸附模体9以及样板6的一侧型面6-a在复合材料帽型加筋壁板1的毛坯件蒙皮4轮廓内,帽型筋3实际外型面3-a在卡板5型面5-a内,使用塞尺调整各帽型筋3实际外型面3-a与卡板5型面5-a之间的间隙,确保其间隙大于等于1mm。
73.(c).将导气嘴16与真空系统连接,复合材料帽型加筋壁板1的毛坯件在真空负压下牢固贴附于吸附模体9上;使用画针按照卡板5型面5-b在帽型筋3毛坯件上画出理论凸缘边界3-b线;使用画针按照卡板5型面5-c在帽型筋3毛坯件上画出理论端头型面3-c边界线;使用画针按照卡板5型面5-d画出对应位置的蒙皮4两侧型面4-a的3mm余量线;使用画针按照样板6的一侧型面6-a画出对应位置的蒙皮4锯齿端部型面4-d的3mm余量线。
74.(d).以划线标识为基准,在余量区进行手工粗切,帽型筋加工区预留1mm精加工余量,蒙皮边缘区预留3mm精加工余量,然后以基准孔11作为数控加工的基准,进行精细加工。
75.按照上述方法加工的帽型加筋壁板制件蒙皮周边尺寸满足﹣0.5mm~+0.5mm的公差要求,帽型筋轴线满足﹣1mm~+1mm的公差要求,帽型筋端头位置满足﹣0.5mm~+0.5mm的公差要求,帽型筋凸缘宽度满足﹣1mm~+1mm的公差要求。制件在装配时未出现干涉现象,满足装配要求。
76.需要明确的是,本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同或相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。本发明并不局限于上文所描述并在图中示出的特定步骤和结构。并且,为了简明起见,这里省略对已知方法技术的详细描述。
77.以上仅为本技术的实施例而已,并不限制于本技术。在不脱离本发明的范围的情况下对于本领域技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原理
之内所作的任何修改、等同替换、改进等,均应包含在本技术的权利要求范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1