一种铝制板翅式换热器的制造工艺的制作方法
1.本发明涉及换热器制造技术领域,具体为一种铝制板翅式换热器的制造工艺。
背景技术:
2.板式换热器又称为板翅式换热器,是由一系列具有一定波纹形状的金属片叠装而成的一种高效换热器。各种板片之间形成薄矩形通道,通过板片进行热量交换。板式换热器是液—液、液—汽进行热交换的理想设备。它具有换热效率高、热损失小、结构紧凑轻巧、占地面积小、应用广泛、使用寿命长等特点。
3.现有技术中,制造板翅式换热器上的多个翅片时,一般选择铸造或者冲压的方式制造出金属材质的翅片本体,随后再将相邻翅片间形成密封换热腔体的橡胶条采用热熔等方式安装在翅片的两侧,这一方式不但降低了翅片的总体制造速率,也容易产生较大的安装误差,进而影响换热器的整体换热效率,此外,常规生产出的翅片,由于金属材质导热速率块,导致翅片进行制冷时,容易引起外界空气遇冷霜化,进而在翅片的外围发生结霜现象,也会影响翅片的换热效率,更甚至会对翅片的内部造成结冰固化,从而影响换热器的正常使用,因此,本技术公开了一种铝制板翅式换热器的制造工艺用来改良板翅式换热器上的翅片,满足板式换热器的高效换热需求。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本发明提供了一种铝制板翅式换热器的制造工艺,具备提高板翅式换热器整体制造效率等优点,解决了现有技术中板翅式换热器制造效率低、易受到结霜影响等系列问题。
6.(二)技术方案
7.为实现上述目的,本发明提供如下技术方案:一种铝制板翅式换热器的制造工艺,包括以下制造步骤:
8.s1、压铸:采用冲压方式将铝板压铸成铝制翅片;
9.s2、填充:采用注塑方式将隔热树脂填充在经s1制得的铝制翅片外围;
10.s3、组装:对经过s2步骤制得的多个铝制翅片进行装配,制得最终的板翅式换热器;
11.采用上述制造步骤制造板翅式换热器时,还具体涉及到一种翅片的制造装置,包括安装架,所述安装架上设有用于冲压铝板成铝制翅片的冲压组件,所述冲压组件包括与所述铝制翅片相适配的上模腔和下模腔,所述安装架上还设有用于在所述铝制翅片外围安装隔热树脂层的填充组件,所述填充组件包括隐藏收纳在所述上模腔外侧的注塑围挡,以及用于填充所述注塑围挡与所述铝制翅片之间间隙的注塑室;
12.所述安装架上还设有用于主动顶出冲压废料的弹性组件,所述弹性组件包括隐藏收纳在所述下模腔内的卸料盘,以及用于控制所述卸料盘伴随所述上模腔高度变化而主动
弹出的电控组件,所述电控组件包括相适配的电极球与电极座,所述弹性组件还包括与所述电极座电性连接的电磁铁,以及与所述电磁铁相适配的金属盘。
13.优选地,所述安装架的顶部固定安装有固定台,所述固定台的中部位置固定安装有冲压气缸,所述冲压气缸的伸缩端贯穿所述固定台并固定连接有冲压台,所述注塑室固定安装在所述冲压台的底部,所述冲压台的顶部还固定连接有滑动套设在所述固定台上的垂直导向杆;
14.所述注塑室的底部固定安装有上模台,所述上模腔开设在所述上模台的底侧内壁上,且下模台通过立柱固定安装在所述安装架的底部,并与所述上模台的位置相对应,所述下模腔开设在所述下模台的顶部,并与所述上模腔的位置相对应。
15.优选地,所述弹性组件还包括滑动套设在所述下模台内的多个卸料杆,多个所述卸料盘分别固定安装在对应所述卸料杆的顶端,且多个所述卸料杆上均套设有卸料弹簧,所述下模台的顶部还开设有多个位置相对应的第一收纳槽,多个所述卸料弹簧的两端分别固定连接在对应的所述卸料盘的底部与所述第一收纳槽的底侧内壁上。
16.优选地,多个所述卸料杆的底端均固定套接有固定套,且所述安装架的底部还固定安装有支撑座,所述支撑座上设有与多个所述固定套相适配的支撑槽,多个所述固定套的底端分别滑动套设在对应的所述支撑槽内,多个所述固定套的底端与对应支撑槽的底侧内壁完全贴合时,对应的所述卸料盘恰好与所述下模台的顶部齐平。
17.优选地,多个所述金属盘分别固定套接在对应的所述固定套上,且所述电磁铁固定安装于所述支撑座上并与相对应的所述支撑槽同轴布置,所述卸料盘与所述下模台顶部齐平时,所述金属盘恰好与对应的所述电磁铁贴合,且所述电磁铁通电后对所述金属盘的磁力大于所述卸料弹簧的弹力大小。
18.优选地,所述上模台的底部固定连接有滑动套设在所述下模台上的垂直滑杆,所述垂直滑杆的底端贯穿所述下模台并延伸至所述下模台的底侧外,且所述电极球固定安装在所述垂直滑杆的底端;
19.所述安装架的底部还固定安装有垂直筒,所述垂直筒内滑动套设有垂直导杆,所述电极座固定安装在所述垂直导杆的顶端并与所述电极球位于同一垂直平面上;
20.所述垂直导杆上还固定套接有固定盘,且所述垂直导杆上还套设有接触弹簧,所述接触弹簧的两端分别固定连接在所述安装架的底部与所述固定盘的底部。
21.优选地,所述电极球与所述电极座在所述铝制翅片压铸成型前优先接触。
22.优选地,所述支撑座的顶部还固定安装有两个高度一致的出模气缸,两个所述出模气缸的伸缩端滑动套设在所述下模台内,并均固定连接有滑动套设在所述下模腔内的翅片密封垫。
23.优选地,所述上模台的顶部还固定安装有两个位置相对应的电动伸缩杆,两个所述电动伸缩杆的伸缩端均位于所述上模台内,所述注塑围挡滑动套设在所述上模台内并固定连接在两个所述电动伸缩杆的伸缩端上。
24.优选地,所述注塑室的底端还安装有缓冲垫,且所述注塑室内设有隔热树脂,以及用于将隔热树脂经注塑管输送至所述铝制翅片外围与所述注塑围挡间空隙处的螺杆泵。
25.(三)有益效果
26.与现有技术相比,本发明提供了一种铝制板翅式换热器的制造工艺,具备以下有
益效果:
27.1、该板翅式换热器的制造工艺,通过控制冲压气缸运行,使其伸缩端向下伸展,并间接带动上模台下移,从而使得上模腔配合下模腔,对置于下模台上的铝板冲压成铝制翅片,由于上模腔与下模腔均将原连接在翅片两侧的橡胶条设计在腔体中,进而使得冲压后的铝制翅片便具有原先橡胶条的功能,相较于现有技术,无需设置独立的橡胶条安装步骤,即可完成铝制翅片的完全制造,提高了板翅式换热器的整体制造效率。
28.2、该板翅式换热器的制造工艺,通过电极球与电极座相互配合,控制卸料盘配合上模台的所处高度向外顶出,将冲压形成的圆盘废料主动向两侧弹出,从而实现铝制翅片铸造过程中的废料自清理功能,无需人工将废料取出,也间接提高了变翅换热器的制造效率。
29.3、该板翅式换热器的制造工艺,通过控制电动伸缩杆运作,使其带动注塑围挡向下延伸并贴合在下模台的顶部,控制螺杆泵运转,将注塑室内的隔热树脂经注塑管挤压至注塑围挡与铝制翅片之间形成的间隙内,并在隔热树脂固化后,控制冲压气缸运作,将上模台上移至最高位置,从而控制出模气缸运作,通过翅片密封垫上移将最终的铝制翅片举升,完成换热翅片的整体制造,通过“一体化”快速铸造铝制翅片,既能提高板翅式换热器的整体制造效率,又能对板翅式换热器的外围包裹隔热树脂,避免板翅式换热器的表面发生霜化现象,从而确保板翅式换热器的换热效率。
附图说明
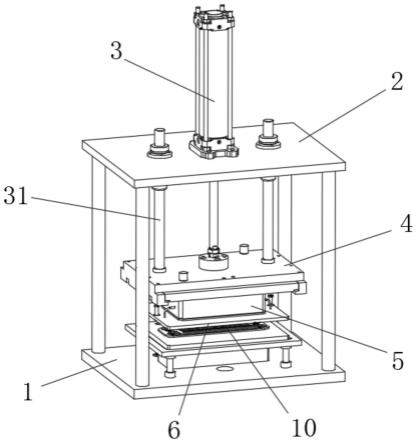
30.图1为本发明中一种翅片的制造装置的立体结构示意图;
31.图2为本发明中一种翅片的制造装置的部分立体结构示意图;
32.图3为本发明中一种翅片的制造装置的部分仰视立体结构示意图;
33.图4为本发明中一种翅片的制造装置的部分剖开侧视结构示意图;
34.图5为本发明中一种翅片的制造装置的下模台立体结构示意图;
35.图6为本发明中一种翅片的制造装置的下模台剖开立体结构示意图;
36.图7为本发明中一种翅片的制造装置的上模台立体结构示意图;
37.图8为本发明中一种翅片的制造装置的铝制翅片多视角立体结构示意图。
38.图中:1、安装架;2、固定台;3、冲压气缸;4、冲压台;5、注塑室;6、上模台;7、上模腔;8、下模台;9、下模腔;10、铝制翅片;11、卸料杆;12、卸料盘;13、卸料弹簧;14、固定套;15、支撑座;16、金属盘;17、电磁铁;18、垂直滑杆;19、电极球;20、垂直导杆;21、电极座;22、固定盘;23、接触弹簧;24、出模气缸;25、翅片密封垫;26、注塑围挡;27、电动伸缩杆;28、隔热树脂层;29、缓冲垫;30、注塑管;31、垂直导向杆。
具体实施方式
39.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
40.正如背景技术所介绍的,现有技术中存在的不足,为了解决如上的技术问题,本申
请提出了一种铝制板翅式换热器的制造工艺。
41.本技术的一种典型的实施方式中,如图1-8所示,一种铝制板翅式换热器的制造工艺,包括以下制造步骤:
42.s1、压铸:采用冲压方式将铝板压铸成铝制翅片10;
43.s2、填充:采用注塑方式将隔热树脂填充在经s1制得的铝制翅片10外围;
44.s3、组装:对经过s2步骤制得的多个铝制翅片10进行装配,制得最终的板翅式换热器;
45.采用上述制造步骤制造板翅式换热器时,还具体涉及到一种翅片的制造装置,包括安装架1,安装架1上设有用于冲压铝板成铝制翅片10的冲压组件,冲压组件包括与铝制翅片10相适配的上模腔7和下模腔9,安装架1上还设有用于在铝制翅片10外围安装隔热树脂层28的填充组件,填充组件包括隐藏收纳在上模腔7外侧的注塑围挡26,以及用于填充注塑围挡26与铝制翅片10之间间隙的注塑室5,安装架1上还设有用于主动顶出冲压废料的弹性组件,弹性组件包括隐藏收纳在下模腔9内的卸料盘12,以及用于控制卸料盘12伴随上模腔7高度变化而主动弹出的电控组件,电控组件包括相适配的电极球19与电极座21,弹性组件还包括与电极座21电性连接的电磁铁17,以及与电磁铁17相适配的金属盘16,与现有技术相比,将相邻翅片间形成密封换热腔体的橡胶条集成开模设置在铝制翅片10的模腔中,从而利用冲压形成具有凸出密封位置的铝制翅片10,无需独立安装橡胶条,不但提高了翅片的总体制造速率,也减小了安装误差,间接提高了换热器的整体换热效率,此外,利用填充组件对冲压好的铝制翅片10的外围注入隔热树脂,既能提高换热器的整体密封性能,又能避免换热器制冷时,外界空气遇冷霜化对换热器表面造成结霜影响,同时,利用上模腔7和下模腔9相互配合完成填充过程,也进一步在整体方案上缩减了翅片的制造时间,从而提高了该方案下板翅式换热器的制造效率。
46.作为本实施例中的一种优选实施方式,安装架1的顶部固定安装有固定台2,固定台2的中部位置固定安装有冲压气缸3,冲压气缸3的伸缩端贯穿固定台2并固定连接有冲压台4,注塑室5固定安装在冲压台4的底部,冲压台4的顶部还固定连接有滑动套设在固定台2上的垂直导向杆31,注塑室5的底部固定安装有上模台6,上模腔7开设在上模台6的底侧内壁上,且下模台8通过立柱固定安装在安装架1的底部,并与上模台6的位置相对应,下模腔9开设在下模台8的顶部,并与上模腔7的位置相对应,铸造时,通过控制冲压气缸3运行,使其伸缩端向下伸展,并间接带动上模台6下移,从而使得上模腔7配合下模腔9,对置于下模台8上的铝板冲压成铝制翅片10,由于上模腔7与下模腔9均将原连接在翅片两侧的橡胶条设计在腔体中,进而使得冲压后的铝制翅片10便具有原先橡胶条的功能,相较于现有技术,无需设置独立的橡胶条安装步骤,即可完成铝制翅片10的完全制造,提高了板翅式换热器的整体制造效率。
47.作为本实施例中的一种优选实施方式,弹性组件还包括滑动套设在下模台8内的多个卸料杆11,多个卸料盘12分别固定安装在对应卸料杆11的顶端,且多个卸料杆11上均套设有卸料弹簧13,下模台8的顶部还开设有多个位置相对应的第一收纳槽,多个卸料弹簧13的两端分别固定连接在对应的卸料盘12的底部与第一收纳槽的底侧内壁上,多个卸料杆11的底端均固定套接有固定套14,且安装架1的底部还固定安装有支撑座15,支撑座15上设有与多个固定套14相适配的支撑槽,多个固定套14的底端分别滑动套设在对应的支撑槽
内,多个固定套14的底端与对应支撑槽的底侧内壁完全贴合时,对应的卸料盘12恰好与下模台8的顶部齐平,多个金属盘16分别固定套接在对应的固定套14上,且电磁铁17固定安装于支撑座15上并与对应的支撑槽同轴布置,卸料盘12与下模台8顶部齐平时,金属盘16恰好与对应的电磁铁17贴合,且电磁铁17通电后对金属盘16的磁力大于卸料弹簧13的弹力大小,上模台6的底部固定连接有滑动套设在下模台8上的垂直滑杆18,垂直滑杆18的底端贯穿下模台8并延伸至下模台8的底侧外,且电极球19固定安装在垂直滑杆18的底端,安装架1的底部还固定安装有垂直筒,垂直筒内滑动套设有垂直导杆20,电极座21固定安装在垂直导杆20的顶端并与电极球19位于同一垂直平面上,垂直导杆20上还固定套接有固定盘22,且垂直导杆20上还套设有接触弹簧23,接触弹簧23的两端分别固定连接在安装架1的底部与固定盘22的底部,电极球19与电极座21在铝制翅片10压铸成型前优先接触,冲压下模台8上的铝板形成铝制翅片10的过程中,冲压气缸3持续运作,其伸缩端带动上模台6持续下移,电极球19优先与电极座21接触,并形成通电回路,从而使得多个电磁铁17形成通电回路,随即产生磁场,直至上模腔7与下模腔9将铝板压铸成铝制翅片10,卸料盘12与下模台8的顶部齐平,且固定套14的底端抵紧在对应的支撑槽内,接触弹簧23与多个卸料弹簧13均被压缩蓄力,同时金属盘16与对应的电磁铁17完全贴合,当冲压气缸3反向运作时,在接触弹簧23的弹力支撑作用下,使得电极球19与电极座21保持接触一段时间,当上模台6上升一定高度与下模台8的间距较大时,电极球19与电极座21完全脱离接触,从而使得电磁铁17断电,形成断路,磁场消失,进而在卸料弹簧13的弹力作用下,使得卸料盘12向外顶出,将冲压形成的圆盘废料主动向两侧弹出(值得注意的是,多个卸料杆11与对应形成圆盘废料的孔并不是同轴布置的关系),从而实现铝制翅片10铸造过程中的废料自清理功能,无需人工将废料取出,也间接提高了变翅换热器的制造效率。
48.作为本实施例中的一种优选实施方式,支撑座15的顶部还固定安装有两个高度一致的出模气缸24,两个出模气缸24的伸缩端滑动套设在下模台8内,并均固定连接有滑动套设在下模腔9内的翅片密封垫25,上模台6的顶部还固定安装有两个位置相对应的电动伸缩杆27,两个电动伸缩杆27的伸缩端均位于上模台6内,注塑围挡26滑动套设在上模台6内并固定连接在两个电动伸缩杆27的伸缩端上,注塑室5的底端还安装有缓冲垫29,且注塑室5内设有隔热树脂,以及用于将隔热树脂经注塑管30输送至铝制翅片10外围与注塑围挡26间空隙处的螺杆泵,冲压铸造铝制翅片10时,电动伸缩杆27的伸缩端牵引注塑围挡26位于上模台6内,翅片密封垫25与下模腔9的侧壁齐平,当上模腔7与下模腔9冲压成型铝制翅片10时,控制出模气缸24配合冲压气缸3协调运作,使得出模气缸24的伸缩端上移,举升成型的铝制翅片10并与下模台8的顶部齐平,同时使得冲压气缸3的伸缩端带动上模腔7与铝制翅片10的顶部保持紧密贴合,随即,控制电动伸缩杆27运作,使其带动注塑围挡26向下延伸并贴合在下模台8的顶部,控制螺杆泵运转,将注塑室5内的隔热树脂经注塑管30挤压至注塑围挡26与铝制翅片10之间形成的间隙内,并在隔热树脂固化后,控制冲压气缸3运作,将上模台6上移至最高位置,从而控制出模气缸24运作,通过翅片密封垫25上移将最终的铝制翅片10举升,完成换热翅片的整体制造,通过“一体化”快速铸造铝制翅片10,既能提高板翅式换热器的整体制造效率,又能对板翅式换热器的外围包裹隔热树脂,避免板翅式换热器的表面发生霜化现象,从而确保板翅式换热器的换热效率。
49.本发明工作原理:铸造时,通过控制冲压气缸3运行,使其伸缩端向下伸展,并间接
带动上模台6下移,从而使得上模腔7配合下模腔9,对置于下模台8上的金属冲压成铝制翅片10,由于上模腔7与下模腔9均将原连接在翅片两侧的橡胶条设计在腔体中,进而使得冲压后的铝制翅片10便具有原先橡胶条的功能,相较于现有技术,无需设置独立的橡胶条安装步骤,即可完成铝制翅片10的完全制造,提高了板翅式换热器的整体制造效率。
50.冲压下模台8上的铝板形成铝制翅片10的过程中,冲压气缸3持续运作,其伸缩端带动上模台6持续下移,电极球19优先与电极座21接触,并形成通电回路,从而使得多个电磁铁17形成通电回路,随即产生磁场,直至上模腔7与下模腔9将铝板压铸成铝制翅片10,卸料盘12与下模台8的顶部齐平,且固定套14的底端抵紧在对应的支撑槽内,接触弹簧23与多个卸料弹簧13压缩蓄力,同时金属盘16与对应的电磁铁17完全贴合,当冲压气缸3反向运作时,在接触弹簧23的弹力支撑作用下,使得电极球19与电极座21保持接触一段时间,当上模台6上升一定高度与下模台8的间距较大时,电极球19与电极座21完全脱离接触,从而使得电磁铁17断电,形成断路,磁场消失,进而在卸料弹簧13的弹力作用下,使得卸料盘12向外顶出,将冲压形成的圆盘废料主动向两侧弹出,从而实现铝制翅片10铸造过程中的废料自清理功能,无需人工将废料取出,也间接提高了变翅换热器的制造效率。
51.冲压铸造铝制翅片10时,电动伸缩杆27的伸缩端牵引注塑围挡26位于上模台6内,翅片密封垫25与下模腔9的侧壁齐平,当上模腔7与下模腔9冲压成型铝制翅片10时,控制出模气缸24配合冲压气缸3协调运作,使得出模气缸24的伸缩端上移,举升成型的铝制翅片10并与下模台8的顶部齐平,同时使得冲压气缸3的伸缩端带动上模腔7与铝制翅片10的顶部保持紧密贴合,随即,控制电动伸缩杆27运作,使其带动注塑围挡26向下延伸并贴合在下模台8的顶部,控制螺杆泵运转,将注塑室5内的隔热树脂经注塑管30挤压至注塑围挡26与铝制翅片10之间形成的间隙内,并在隔热树脂固化后,控制冲压气缸3运作,将上模台6上移至最高位置,从而控制出模气缸24运作,通过翅片密封垫25上移将最终的铝制翅片10举升,完成换热翅片的整体制造,通过“一体化”快速铸造铝制翅片10,既能提高铝制板翅式换热器的整体制造效率,又能对铝制板翅式换热器的外围包裹隔热树脂,避免铝制板翅式换热器的表面发生霜化现象,从而确保铝制板翅式换热器的换热效率。
52.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1