一种吊梁焊接收缩变形控制装置及控制方法与流程
1.本发明涉及一种吊梁焊接收缩变形控制装置及控制方法,属于焊接收缩变形控制技术领域。
背景技术:
2.现有技术中,参见图1所示,吊梁依靠定位销与吊梁上长圆孔间隙配合进行定位,焊接后由于焊接收缩,会造成吊梁沿收缩方向产生一定位移,定位销与吊梁上长圆孔间隙很小,定位销也会跟随吊梁沿焊接收缩方向产生位移,加上焊接产生大量的热量流入定位架,会加剧定位架的永久变形,使得工装定位不准确。
技术实现要素:
3.为解决现有技术的不足,本发明提供一种吊梁焊接收缩变形控制装置及控制方法,用于解决焊接收缩造成定位工装变形的问题。
4.本发明所采用的技术方案为:一种吊梁焊接收缩变形控制装置,包括:定位块,所述定位块的前端开设有槽口,在槽口其中一侧的定位块侧壁上水平朝向定位块的槽口开设有沉头孔,所述沉头孔与定位块槽口连通端为由内向外直径递减的阶梯槽;顶柱,所述顶柱的柱体上设置有与沉头孔前端孔体内壁贴合并相对滑动设置的台阶,顶柱插入沉头孔内且顶柱的前端延伸至定位块的槽口内;弹簧,所述弹簧套设在位于台阶后端的顶柱柱体上并与台阶抵接;顶紧螺栓,所述顶紧螺栓旋设于沉头孔内,在顶紧螺栓的前端设置有盲孔,所述弹簧穿入顶紧螺栓端部的盲孔内。
5.作为本发明的一种优选,在位于槽口后端的所述定位块上沿前后端方向水平设置有定位孔,所述定位孔内设置有定位销。
6.作为本发明的一种优选,所述定位销包括圆柱段和设置在圆柱段前端的腰形柱体段,所述腰形柱体段的横向长度大于圆柱段的直径,所述圆柱段的后端从定位块槽口的内插入定位孔内并延伸至定位块的后端,所述腰形柱体段的后端面与定位块的槽口后端臂贴合。
7.作为本发明的一种优选,所述顶柱的前端为半球形结构。
8.作为本发明的一种优选,开设有沉头孔的定位块一侧槽口侧壁的壁厚大于定位块的另一侧槽口侧壁的壁厚。
9.一种吊梁焊接收缩变形控制装置的控制方法,包括如下步骤:步骤一:将呈凹字形结构的吊梁竖直卡设在框体一侧端部,在位于框体上方的吊梁上水平设置有腰形孔,腰形孔的横向长度大于腰形柱体段的横向长度;步骤二:将固定在其它物体上的定位架移动至吊梁后端;
步骤三:将定位块套设在吊梁外侧并使吊梁焊接收缩侧靠近设置有沉头孔的槽口侧壁并留有一定间隙,吊梁的另一侧侧壁则与未设置有沉头孔侧的槽口内侧臂相互贴合,吊梁的后端壁与定位块的槽口后端壁贴合;步骤三:将定位销由前至后依次穿插过吊梁上的腰形孔、定位孔以及定位块后侧的定位架上的通孔,定位销的圆柱段的后端延伸至定位架的后端并固定,腰形柱体段的后端面与定位块的槽口后端臂贴合,且腰形柱体段与吊梁上腰形孔之间形成缓冲间隙;步骤四:将弹簧套设在位于台阶后端的顶柱的柱体上,然后将顶柱插入沉头孔内并使顶柱的前端延伸至定位块的槽口内;步骤五:将顶紧螺栓旋设进沉头孔内,使弹簧的后端穿入顶紧螺栓端部的盲孔内,在顶紧螺栓旋紧的过程中,对弹簧进行挤压,弹簧作用于台阶并推动顶柱的前端向外伸出与吊梁的侧壁抵接,直至顶紧螺栓完全旋入沉头孔内即完成对吊梁的定位;步骤七:将吊梁焊接在框体上;步骤八:焊接结束,将控制装置的各组件拆下,然后通过角板以及定位销杆将吊梁与定位架固定即可。
10.本发明的有益效果在于:吊梁在焊接收缩后,在弹簧的反作用力作用下,能够降低焊接收缩的形变量,避免了工装沿焊接收缩方向产生过量形变而失去定位效果的情况出现,且该控制装置结构简单,操作方便,控制收缩变形效果佳。
附图说明
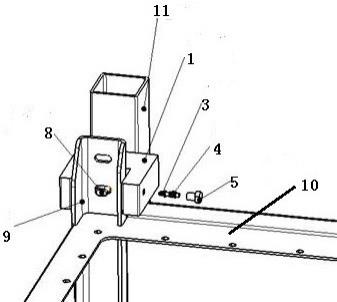
11.图1为现有技术中吊梁与定位架连接关系图;图2为本发明控制装置在使用时连接关系图;图3为定位块的俯视图;图4为图3中a-a沉头孔处剖视图;图5为顶柱的结构示意图;图6为弹簧的结构示意图;图7为顶紧螺栓的结构示意图;图8为定位销的结构示意图;图9为定位销的后视图;图中主要附图标记含义如下:1、定位块,2、沉头孔,3、顶柱,4、弹簧,5、顶紧螺栓,6、盲孔,7、定位孔,8、定位销,81、圆柱段,82、腰形柱体段,9、吊梁,10、框体,11、定位架,12、角板。
具体实施方式
12.下面结合附图和实施例对本发明做具体的介绍。
13.如图1-9所示:本实施例是一种吊梁焊接收缩变形控制装置,包括定位块1、顶柱3、弹簧4和顶紧螺栓5,定位块1的前端开设有槽口,在槽口其中一侧的定位块1侧壁上水平朝向定位块1的槽口开设有沉头孔2,沉头孔2与定位块1槽口连通端为由内向外直径递减的阶梯槽;顶柱3的柱体上设置有与沉头孔2前端孔体内壁贴合并相对滑动设置的台阶,顶柱3插
入沉头孔2内且顶柱3的前端延伸至定位块1的槽口内;弹簧4套设在位于台阶后端的顶柱3柱体上并与台阶抵接;顶紧螺栓5旋设于沉头孔2内,在顶紧螺栓5的前端设置有盲孔6,弹簧4穿入顶紧螺栓5端部的盲孔6内。
14.参见图2所示,在位于槽口后端的定位块1上沿前后端方向水平设置有定位孔7,定位孔7内设置有定位销8;参见图8、图9所示,定位销8包括圆柱段81和设置在圆柱段81前端的腰形柱体段82,腰形柱体段82的横向长度大于圆柱段81的直径,圆柱段81的后端从定位块1槽口的内插入定位孔7内并延伸至定位块1的后端,腰形柱体段82的后端面与定位块1的槽口后端臂贴合。
15.参见图5所示,顶柱3的前端为半球形结构。
16.参见图3所示,开设有沉头孔2的定位块1一侧槽口侧壁的壁厚大于定位块1的另一侧槽口侧壁的壁厚。
17.参见图1所示,现有技术中直接将吊梁9焊接在框体10上后,吊梁9将参照图示方向产生焊接收缩,致使工装易产生过量变形影响后续定位效果。
18.本实施例还包括一种吊梁焊接收缩变形控制装置的控制方法,能够避免了工装沿焊接收缩方向产生过量形变而失去定位效果的情况出现,具体包括如下步骤:步骤一:将呈凹字形结构的吊梁9竖直卡设在框体10一侧端部,在位于框体10上方的吊梁9上水平设置有腰形孔,腰形孔的横向长度大于腰形柱体段82的横向长度;步骤二:将固定在其它物体上的定位架11移动至吊梁9后端;步骤三:将定位块1套设在吊梁9外侧并使吊梁9焊接收缩侧靠近设置有沉头孔2的槽口侧壁并留有一定间隙,吊梁9的另一侧侧壁则与未设置有沉头孔2侧的槽口内侧臂相互贴合,吊梁9的后端壁与定位块1的槽口后端壁贴合;步骤三:将定位销8由前至后依次穿插过吊梁9上的腰形孔、定位孔7以及定位块1后侧的定位架11上的通孔,定位销8的圆柱段81的后端延伸至定位架11的后端并固定,腰形柱体段82的后端面与定位块1的槽口后端臂贴合,且腰形柱体段82与吊梁9上腰形孔之间形成缓冲间隙;步骤四:将弹簧4套设在位于台阶后端的顶柱2的柱体上,然后将顶柱3插入沉头孔2内并使顶柱3的前端延伸至定位块1的槽口内;步骤五:将顶紧螺栓5旋设进沉头孔2内,使弹簧4的后端穿入顶紧螺栓5端部的盲孔6内,在顶紧螺栓5旋紧的过程中,对弹簧4进行挤压,弹簧4作用于台阶并推动顶柱2的前端向外伸出与吊梁9的侧壁抵接,直至顶紧螺栓5完全旋入沉头孔2内即完成对吊梁9的定位;步骤七:将吊梁9焊接在框体10上;步骤八:焊接结束,将控制装置的各组件拆下,然后通过角板12以及定位销杆将吊梁9与定位架11固定,并根据需要将定位架11与固定体拆分即可。
19.吊梁9在焊接收缩后,推动顶柱3后退对弹簧4进行挤压,在弹簧4的反作用力作用下,能够减小顶柱3的后退距离,继而能够降低吊梁9处焊接收缩的形变量,避免了工装沿焊接收缩方向产生过量形变而失去定位效果的情况出现,该控制装置结构简单,操作方便,控制收缩变形效果佳。
20.以上所述仅是本发明专利的优选实施方式,应当指出,对于本技术领域的普通技
术人员来说,在不脱离本发明专利原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明专利的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1