一种摩托车配件圆角加工用装置及其加工方法与流程
1.本发明涉及一种圆角加工用装置,涉及摩托车配件生产装置技术领域,具体涉及一种摩托车配件圆角加工用装置及其加工方法。
背景技术:
2.传统的摩托车配件圆角加工用装置主要是作用于工业摩托车生产车间中对于其上端的部分零件进行加工打磨的设备装置,且一般的机器上端都会存在各种带有圆角的零件,摩托车上也普遍存在,圆角零件的加工相对来水较为复杂。且操作难度也随之提升,但是其使用范围也相对较广,因此此种摩托车配件圆角加工用装置在工业加工生产中是必不可少的操作机器。
3.针对现有技术存在以下问题:
4.1、现有的摩托车配件圆角加工用装置在使用过程中,需要对不同尺寸的配件进行加工时,需要进行更换夹具,导致装置使用效率较低的问题;
5.2、现有的摩托车配件圆角加工用装置在使用过程中,对配件进行加工过程中,会产生较多的铁屑,导致生产现场混乱,影响生产过程的问题。
技术实现要素:
6.本发明提供一种摩托车配件圆角加工用装置及其加工方法,以解决上述背景技术中提出的问题。
7.为解决上述技术问题,本发明所采用的技术方案是:
8.第一方面,一种摩托车配件圆角加工方法,该摩托车配件圆角加工方法,由以下步骤组成:
9.步骤一、配件粗切割;
10.步骤二、粗胚定位夹持;
11.步骤三、根据实际形状,进行小尺寸细切割;
12.步骤四、打磨光滑。
13.第二方面,本发明还提供一种摩托车配件圆角加工用装置,包括加工装置主体和硬质漏网操作台,所述硬质漏网操作台设置于加工装置主体的底部,所述硬质漏网操作台的一侧设置有夹持机构,所述硬质漏网操作台的底部设置有碎屑收集机构,所述夹持机构包括有夹持外壳,所述夹持外壳的外表面与加工装置主体的外表面固定连接,所述夹持外壳的内部设置有横向连接杆、扇形转动齿轮、旋转轴、滑动轨、滑动夹持板和辅助夹持组件,所述碎屑收集机构包括有储料箱,所述储料箱的外表面与加工装置主体的内壁活动连接,所述储料箱的内部设置有磁吸附套壳、磁铁块、铁质吸附底板、吸附板、拉动把手和连接组件。
14.本发明技术方案的进一步改进在于:所述夹持外壳的外表面上固定连接有液压伸缩杆,所述液压伸缩杆的一端外表面与夹持外壳的内壁活动连接,所述横向连接杆的一端
与液压伸缩杆的一端外表面活动连接,通过以上结构的配合,使得液压伸缩杆可以带动横向连接杆转动。
15.本发明技术方案的进一步改进在于:所述扇形转动齿轮的一端与横向连接杆的另一端活动连接,所述旋转轴的外表面与扇形转动齿轮的内壁活动连接,所述旋转轴的一端与夹持外壳的内壁活动连接,通过以上结构的配合,使得扇形转动齿轮可以沿着旋转轴转动一定角度。
16.本发明技术方案的进一步改进在于:所述滑动轨的外表面与夹持外壳的内壁固定连接,所述滑动夹持板的内壁与滑动轨的外表面活动连接,所述滑动夹持板的一侧与扇形转动齿轮的一侧啮合,所述辅助夹持组件设置于滑动夹持板的内侧,通过以上结构的配合,带动滑动夹持板沿着滑动轨移动。
17.本发明技术方案的进一步改进在于:所述辅助夹持组件包括有软质抵接套板,所述软质抵接套板的外表面与滑动夹持板的外表面固定连接,所述软质抵接套板的内壁上活动连接有弹性支撑弯杆,所述弹性支撑弯杆的一侧活动连接有弹性挤压球,所述软质抵接套板的外表面上固定连接有软质摩擦块,通过以上结构的配合,辅助对配件粗胚的固定。
18.本发明技术方案的进一步改进在于:所述弹性挤压球的内壁上活动连接有气弹簧,所述气弹簧的一端活动连接有弹力弧板,所述弹力弧板的两端均与弹性挤压球的内壁活动连接,通过以上结构的配合,使得配件粗胚被夹持的更为紧密。
19.本发明技术方案的进一步改进在于:所述弹力弧板的内侧活动连接有叉形支撑杆,所述叉形支撑杆的一端与弹性挤压球的内壁活动连接,所述叉形支撑杆的外表面上固定连接有弹簧,通过以上结构的配合,产生较强的与挤压力方向相反的弹性作用力。
20.本发明技术方案的进一步改进在于:所述磁吸附套壳的外表面与储料箱的内壁固定连接,所述磁铁块的一端外表面与磁铁块的内壁固定连接,所述铁质吸附底板的下表面与磁铁块、磁吸附套壳的外表面活动连接,所述吸附板、拉动把手的一端均与铁质吸附底板的外表面固定连接,所述连接组件设置于铁质吸附底板、磁吸附套壳之间,通过以上结构的配合,便于对铁屑的吸附处理。
21.本发明技术方案的进一步改进在于:所述连接组件包括有卡接柱,所述卡接柱的一端外表面与铁质吸附底板的下表面固定连接,所述卡接柱的外表面上固定连接有软质卡接块,所述磁吸附套壳的外表面上开设有卡槽,所述卡接柱、软质卡接块的外表面与卡槽的内壁活动连接,通过以上结构的配合,便于对收集的铁屑进行后续处理。
22.由于采用了上述技术方案,本发明相对现有技术来说,取得的技术进步是:
23.1、本发明提供一种摩托车配件圆角加工用装置及其加工方法,采用夹持外壳、液压伸缩杆、横向连接杆、扇形转动齿轮、旋转轴、滑动轨、滑动夹持板以及辅助夹持组件之间的配合,当需要对不同尺寸的配件粗胚进行夹持固定时,首先通过液压伸缩杆推动横向连接杆向一侧移动,带动横向连接杆移动,并通过旋转轴的配合,使得扇形转动齿轮发生一定角度偏移,由于扇形转动齿轮的一侧与滑动夹持板的一侧通过齿轮啮合,因此当扇形转动齿轮移动时,会带动滑动夹持板沿着滑动轨对向移动,配合辅助夹持组件的作用,将配件粗胚夹持紧密,方便进行后续的切割和打磨过程,避免需要进行更换夹具,导致装置使用效率较低的问题。
24.2、本发明提供一种摩托车配件圆角加工用装置及其加工方法,采用软质抵接套
板、弹性支撑弯杆、弹性挤压球、气弹簧、弹力弧板、叉形支撑杆、弹簧以及软质摩擦块之间的配合,当辅助夹持组件对配件粗胚产生挤压作用时,同时辅助夹持组件也会发生一定程度的弹性形变,并通过软质摩擦块的作用,增大滑动夹持板与配件粗胚之间的摩擦力,便于对配件粗胚的夹持固定,且在挤压力的作用下,使得弹性支撑弯杆以及弹性挤压球均发生一定程度的弹性形变,发生弹性形变的结构能够产生与挤压力方向相反的弹性作用力,使得配件粗胚被夹持紧密,当弹性挤压球受到挤压力而发生弹性形变时,首先使得气弹簧被挤压收缩,发生弹性形变,同时推动弹力弧板被拉伸,发生弹性形变,并使得叉形支撑杆压缩,将弹簧拉伸而发生弹性形变,通过以上发生弹性形变的结构,产生与挤压力方向相反的弹性作用力,辅助将配件粗胚加持紧密,保证后续操作过程的正常进行。
25.3、本发明提供一种摩托车配件圆角加工用装置及其加工方法,采用储料箱、磁吸附套壳、磁铁块、铁质吸附底板、吸附板、拉动把手、连接组件、卡接柱、软质卡接块以及卡槽之间的配合,当加工装置主体开始工作,对配件粗胚进行打磨,产生较多铁屑时,首先经硬质漏网操作台的漏孔向加工装置主体内部的储料箱下落,同时配合磁吸附套壳、磁铁块产生的磁吸附作用,对产生的铁屑产生一定的吸附力,使得铁屑更容易被聚集,再通过铁质吸附底板和吸附板的作用,增大对铁屑的吸附面积,同时通过连接组件的作用,使得铁质吸附底板与磁吸附套壳卡接,拉动拉动把手可以将铁质吸附底板、吸附板与磁吸附套壳分离,方便进行后续的清理,避免生产现场较为混乱的问题,通过卡接柱外侧设置的软质卡接块,使得卡接柱和软质卡接块能够与卡槽卡接紧密,同时也方便将铁质吸附底板与磁吸附套壳分离,进行后续处理。
附图说明
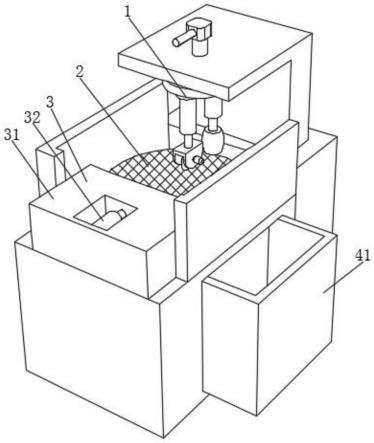
26.图1为本发明的结构示意图;
27.图2为本发明的结构夹持机构的剖面示意图;
28.图3为本发明的结构辅助夹持组件的剖面示意图;
29.图4为本发明的结构弹性挤压球的剖面示意图;
30.图5为本发明的结构碎屑收集机构的剖面示意图;
31.图6为本发明的结构a处的放大示意图。
32.图中:1、加工装置主体;2、硬质漏网操作台;
33.3、夹持机构;31、夹持外壳;32、液压伸缩杆;33、横向连接杆;34、扇形转动齿轮;35、旋转轴;36、滑动轨;37、滑动夹持板;38、辅助夹持组件;381、软质抵接套板;382、弹性支撑弯杆;383、弹性挤压球;3831、气弹簧;3832、弹力弧板;3833、叉形支撑杆;3834、弹簧;384、软质摩擦块;
34.4、碎屑收集机构;41、储料箱;42、磁吸附套壳;43、磁铁块;44、铁质吸附底板;45、吸附板;46、拉动把手;47、连接组件;471、卡接柱;472、软质卡接块;473、卡槽。
具体实施方式
35.下面结合实施例对本发明做进一步详细说明:
36.实施例1
37.如图1-6所示,本发明提供了一种摩托车配件圆角加工方法,该摩托车配件圆角加
工方法,由以下步骤组成:
38.步骤一、配件粗切割,首先将配件原材料根据实际需要的需要粗切割成粗胚;
39.步骤二、粗胚定位夹持,通过夹持装置的自我调节,将配件粗胚夹持紧密,方便进行后续操作;
40.步骤三、根据实际形状,进行小尺寸细切割,将配件粗胚仔细切割成边缘较为粗糙,毛边较多的细胚;
41.步骤四、打磨光滑,对配件原材料进行切割完成后,将其毛边和粗糙边缘进行打磨处理光滑。
42.实施例2
43.如图1-6所示,在实施例1的基础上,本发明还提供一种摩托车配件圆角加工用装置,包括加工装置主体1和硬质漏网操作台2,硬质漏网操作台2设置于加工装置主体1的底部,硬质漏网操作台2的一侧设置有夹持机构3,硬质漏网操作台2的底部设置有碎屑收集机构4,夹持机构3包括有夹持外壳31,夹持外壳31的外表面与加工装置主体1的外表面固定连接,夹持外壳31的内部设置有横向连接杆33、扇形转动齿轮34、旋转轴35、滑动轨36、滑动夹持板37和辅助夹持组件38,碎屑收集机构4包括有储料箱41,储料箱41的外表面与加工装置主体1的内壁活动连接,储料箱41的内部设置有磁吸附套壳42、磁铁块43、铁质吸附底板44、吸附板45、拉动把手46和连接组件47,夹持外壳31的外表面上固定连接有液压伸缩杆32,液压伸缩杆32的一端外表面与夹持外壳31的内壁活动连接,横向连接杆33的一端与液压伸缩杆32的一端外表面活动连接,扇形转动齿轮34的一端与横向连接杆33的另一端活动连接,旋转轴35的外表面与扇形转动齿轮34的内壁活动连接,旋转轴35的一端与夹持外壳31的内壁活动连接,滑动轨36的外表面与夹持外壳31的内壁固定连接,滑动夹持板37的内壁与滑动轨36的外表面活动连接,滑动夹持板37的一侧与扇形转动齿轮34的一侧啮合,辅助夹持组件38设置于滑动夹持板37的内侧。
44.在本实施例中,当需要对不同尺寸的配件粗胚进行夹持固定时,首先通过液压伸缩杆32推动横向连接杆33向一侧移动,带动横向连接杆33移动,并通过旋转轴35的配合,使得扇形转动齿轮34发生一定角度偏移,由于扇形转动齿轮34的一侧与滑动夹持板37的一侧通过齿轮啮合,因此当扇形转动齿轮34移动时,会带动滑动夹持板37沿着滑动轨36对向移动,配合辅助夹持组件38的作用,将配件粗胚夹持紧密,方便进行后续的切割和打磨过程,避免需要进行更换夹具,导致装置使用效率较低的问题。
45.实施例3
46.如图1-6所示,在实施例2的基础上,本发明提供一种技术方案:优选的,辅助夹持组件38包括有软质抵接套板381,软质抵接套板381的外表面与滑动夹持板37的外表面固定连接,软质抵接套板381的内壁上活动连接有弹性支撑弯杆382,弹性支撑弯杆382的一侧活动连接有弹性挤压球383,软质抵接套板381的外表面上固定连接有软质摩擦块384,弹性挤压球383的内壁上活动连接有气弹簧3831,气弹簧3831的一端活动连接有弹力弧板3832,弹力弧板3832的两端均与弹性挤压球383的内壁活动连接,弹力弧板3832的内侧活动连接有叉形支撑杆3833,叉形支撑杆3833的一端与弹性挤压球383的内壁活动连接,叉形支撑杆3833的外表面上固定连接有弹簧3834。
47.在本实施例中,当辅助夹持组件38对配件粗胚产生挤压作用时,同时辅助夹持组
件38也会发生一定程度的弹性形变,并通过软质摩擦块384的作用,增大滑动夹持板37与配件粗胚之间的摩擦力,便于对配件粗胚的夹持固定,且在挤压力的作用下,使得弹性支撑弯杆382以及弹性挤压球383均发生一定程度的弹性形变,发生弹性形变的结构能够产生与挤压力方向相反的弹性作用力,使得配件粗胚被夹持紧密,当弹性挤压球383受到挤压力而发生弹性形变时,首先使得气弹簧3831被挤压收缩,发生弹性形变,同时推动弹力弧板3832被拉伸,发生弹性形变,并使得叉形支撑杆3833压缩,将弹簧3834拉伸而发生弹性形变,通过以上发生弹性形变的结构,产生与挤压力方向相反的弹性作用力,辅助将配件粗胚加持紧密,保证后续操作过程的正常进行。
48.实施例4
49.如图1-6所示,在实施例2和实施例3的基础上,本发明提供一种技术方案:优选的,磁吸附套壳42的外表面与储料箱41的内壁固定连接,磁铁块43的一端外表面与磁铁块43的内壁固定连接,铁质吸附底板44的下表面与磁铁块43、磁吸附套壳42的外表面活动连接,吸附板45、拉动把手46的一端均与铁质吸附底板44的外表面固定连接,连接组件47设置于铁质吸附底板44、磁吸附套壳42之间,连接组件47包括有卡接柱471,卡接柱471的一端外表面与铁质吸附底板44的下表面固定连接,卡接柱471的外表面上固定连接有软质卡接块472,磁吸附套壳42的外表面上开设有卡槽473,卡接柱471、软质卡接块472的外表面与卡槽473的内壁活动连接。
50.在本实施例中,当加工装置主体1开始工作,对配件粗胚进行打磨,产生较多铁屑时,首先经硬质漏网操作台2的漏孔向加工装置主体1内部的储料箱41下落,同时配合磁吸附套壳42、磁铁块43产生的磁吸附作用,对产生的铁屑产生一定的吸附力,使得铁屑更容易被聚集,再通过铁质吸附底板44和吸附板45的作用,增大对铁屑的吸附面积,同时通过连接组件47的作用,使得铁质吸附底板44与磁吸附套壳42卡接,拉动拉动把手46可以将铁质吸附底板44、吸附板45与磁吸附套壳42分离,方便进行后续的清理,避免生产现场较为混乱的问题,通过卡接柱471外侧设置的软质卡接块472,使得卡接柱471和软质卡接块472能够与卡槽473卡接紧密,同时也方便将铁质吸附底板44与磁吸附套壳42分离,进行后续处理。
51.下面具体说一下该摩托车配件圆角加工用装置及其加工方法的工作原理。
52.如图1-6所示,当需要对不同尺寸的配件粗胚进行夹持固定时,首先通过液压伸缩杆32推动横向连接杆33向一侧移动,带动横向连接杆33移动,并通过旋转轴35的配合,使得扇形转动齿轮34发生一定角度偏移,由于扇形转动齿轮34的一侧与滑动夹持板37的一侧通过齿轮啮合,因此当扇形转动齿轮34移动时,会带动滑动夹持板37沿着滑动轨36对向移动,配合辅助夹持组件38的作用,将配件粗胚夹持紧密,当加工装置主体1开始工作,对配件粗胚进行打磨,产生较多铁屑时,首先经硬质漏网操作台2的漏孔向加工装置主体1内部的储料箱41下落,同时配合磁吸附套壳42、磁铁块43产生的磁吸附作用,对产生的铁屑产生一定的吸附力,使得铁屑更容易被聚集,再通过铁质吸附底板44和吸附板45的作用,增大对铁屑的吸附面积,同时通过连接组件47的作用,使得铁质吸附底板44与磁吸附套壳42卡接,拉动拉动把手46可以将铁质吸附底板44、吸附板45与磁吸附套壳42分离。
53.上文一般性的对本发明做了详尽的描述,但在本发明基础上,可以对之做一些修改或改进,这对于技术领域的一般技术人员是显而易见的。因此,在不脱离本发明思想精神的修改或改进,均在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1